Вам также может понравиться
- MSA Work InstructionДокумент2 страницыMSA Work Instructionazadsingh192% (13)
- Measurement System AnalysisДокумент42 страницыMeasurement System Analysisazadsingh1Оценок пока нет
- MSA ProcedureДокумент3 страницыMSA ProcedureAnkur0% (1)
- MSA PresentationДокумент37 страницMSA Presentationelifexp100% (1)
- SPC MSA GuidelinesДокумент28 страницSPC MSA Guidelinesbill100% (2)
- Training in MSA PQ Systems Training Material PDFДокумент109 страницTraining in MSA PQ Systems Training Material PDFsaby aroraОценок пока нет
- Attribute MSA TrainingДокумент21 страницаAttribute MSA TrainingDisha ShahОценок пока нет
- MSA Training PPT 14-07-2020 PDFДокумент125 страницMSA Training PPT 14-07-2020 PDFLAKSHYA MITTAL100% (4)
- Control Plan TrainingДокумент20 страницControl Plan TrainingGAURAV SHARMAОценок пока нет
- Product Audit Check SheetДокумент3 страницыProduct Audit Check SheetLakshmanan Venkatesan100% (8)
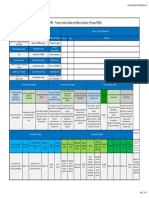
- Quality Manual: Subject: Procedure For PFMEAДокумент3 страницыQuality Manual: Subject: Procedure For PFMEAPk Nimiwal100% (3)
- Measurement System Analysis LabДокумент32 страницыMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- IATF 16949 List of Mandatory DocumentsДокумент2 страницыIATF 16949 List of Mandatory DocumentsLuis Alejandro67% (6)
- MsaДокумент7 страницMsaGobi PSОценок пока нет
- AIAG & VDA PFMEA FormatДокумент1 страницаAIAG & VDA PFMEA Formatmahesh KhatalОценок пока нет
- Procedure: Measurement System Analysis ExecutionДокумент1 страницаProcedure: Measurement System Analysis Executionaslam100% (1)
- Daimler-Chrysler Layered Process AuditsДокумент27 страницDaimler-Chrysler Layered Process AuditsMarcela Gonçalves100% (3)
- AIAG-VDA Pfmea FormatДокумент7 страницAIAG-VDA Pfmea FormatJohn OoОценок пока нет
- Complete PPAP OverviewДокумент166 страницComplete PPAP OverviewblkdirtymaxОценок пока нет
- PFMEA AIAG VDA Heading Hints PDFДокумент1 страницаPFMEA AIAG VDA Heading Hints PDFRamdas PaithankarОценок пока нет
- Questoes Core ToolsДокумент2 страницыQuestoes Core ToolsMàrcia Neruda69% (13)
- Special Characteristics PDFДокумент11 страницSpecial Characteristics PDFKristof MCОценок пока нет
- IATF 16949-2016 Intro and Clauses PDFДокумент274 страницыIATF 16949-2016 Intro and Clauses PDFneetuyadav2250% (2)
- Control Plan AIAGДокумент1 страницаControl Plan AIAGAhmad Firdaus100% (1)
- APQP Check ListДокумент17 страницAPQP Check ListmdjeckelОценок пока нет
- Msa Guide MДокумент114 страницMsa Guide MRohit SoniОценок пока нет
- 8D Problem Solving Training - SOLUTIONS - OKДокумент2 страницы8D Problem Solving Training - SOLUTIONS - OK57641100% (2)
- IATF Awareness TrainingДокумент81 страницаIATF Awareness TrainingMR KonarengineeringОценок пока нет
- MSIL Audit Cheklist 16Документ22 страницыMSIL Audit Cheklist 16Pravin Balasaheb GunjalОценок пока нет
- The Practitioners Guide: 2019 Aiag-Vda FmeasДокумент10 страницThe Practitioners Guide: 2019 Aiag-Vda Fmeaskrishnan100% (3)
- Reverse FMEAДокумент27 страницReverse FMEAJobs Steve100% (2)
- HF-0467 - Product Audit Report - C - 2015-08-06Документ44 страницыHF-0467 - Product Audit Report - C - 2015-08-06Enis SirbegovicОценок пока нет
- Control Plan 1st Edition - AnalysisДокумент9 страницControl Plan 1st Edition - AnalysisYassin Serhani100% (1)
- Aiag SPC Manual 3rd Edition PDFДокумент4 страницыAiag SPC Manual 3rd Edition PDFAnika MishraОценок пока нет
- APQP Control Plan Mar 2024Документ3 страницыAPQP Control Plan Mar 2024Elango Uniquestar100% (2)
- MSA Sample PresentationДокумент9 страницMSA Sample PresentationTom@GGCОценок пока нет
- Cqi 8 Layered Process Audits GuidelineДокумент2 страницыCqi 8 Layered Process Audits GuidelinePraveen Malavae33% (3)
- Process Check Item Method Standard Result Judgement: Index: Auditor: Product Code: Auditee: Lot No: Date: CustomerДокумент1 страницаProcess Check Item Method Standard Result Judgement: Index: Auditor: Product Code: Auditee: Lot No: Date: CustomerDuy LeОценок пока нет
- Supplier APQP Training SupplementДокумент78 страницSupplier APQP Training SupplementjcperezОценок пока нет
- Practitioners Guide Aiag Vda Fmeas.01Документ10 страницPractitioners Guide Aiag Vda Fmeas.01Alpha Excellence consultingОценок пока нет
- 17 4M Change ProcedureДокумент3 страницы17 4M Change ProcedureKanwar Singh100% (3)
- Aum Prasad Casting PVT LTD: 1. Types of Audit 2. Objectives Overview 3. Introduction To Clauses. 4. Conducting AuditДокумент24 страницыAum Prasad Casting PVT LTD: 1. Types of Audit 2. Objectives Overview 3. Introduction To Clauses. 4. Conducting AuditpraveenОценок пока нет
- IATF 16949 Awareness Training-Terms OnlyДокумент18 страницIATF 16949 Awareness Training-Terms Onlysuresh kumar67% (3)
- Manual - APQP 20121017 PDFДокумент135 страницManual - APQP 20121017 PDFBerk NoyanОценок пока нет
- MSAДокумент66 страницMSAGowri Krishna Chikkala100% (3)
- Iso Ts 16949 Tamil Training ProgramДокумент51 страницаIso Ts 16949 Tamil Training ProgramGanesan Sankaranarayanan88% (8)
- MSA Training RevAFДокумент134 страницыMSA Training RevAFVikram Billal100% (2)
- Turtle Diagrams - IATF - 16949 - 2016Документ8 страницTurtle Diagrams - IATF - 16949 - 2016Sathyaprakash Hs100% (1)
- Msa (NDC)Документ7 страницMsa (NDC)rkshpanchalОценок пока нет
- Questions Process Audit: P2. Project ManagementДокумент11 страницQuestions Process Audit: P2. Project ManagementR JОценок пока нет
- Gage R RДокумент8 страницGage R Rshobhit2310Оценок пока нет
- Calibration Procedure.Документ7 страницCalibration Procedure.Mohammed Kamal75% (8)
- EM SRC 0003 Non Destructive Test NDT and Non Destructive Evaluation NDE RequirementsДокумент20 страницEM SRC 0003 Non Destructive Test NDT and Non Destructive Evaluation NDE RequirementsAhmed Shaban KotbОценок пока нет
- Measurement Systems Analysis WebinarДокумент37 страницMeasurement Systems Analysis WebinarOlirvag100% (1)
- Technical Requirement For ISO 17025-2005-SanasДокумент11 страницTechnical Requirement For ISO 17025-2005-Sanasyouni_2005Оценок пока нет
- Msa-R&R Training Program: DateДокумент25 страницMsa-R&R Training Program: DateHarshad KulkarniОценок пока нет
- AC7109 Rev D - Nadcap Audit Criteria For Coatings (To Be Used On or AFTER 18-Aug-13)Документ9 страницAC7109 Rev D - Nadcap Audit Criteria For Coatings (To Be Used On or AFTER 18-Aug-13)Ravi Kumar100% (1)
- (RDT F3-2T) Calibration System Requirements (1969)Документ7 страниц(RDT F3-2T) Calibration System Requirements (1969)PaulОценок пока нет
- Product Teardown and ExperimentationДокумент29 страницProduct Teardown and ExperimentationJayesh KumavatОценок пока нет
- Measurement and Cost of QualityДокумент11 страницMeasurement and Cost of QualityNaukhezIlyasОценок пока нет
- An Analysis of The Accuracy of Bluetooth Low Energy For Indoor Positioning ApplicationsДокумент10 страницAn Analysis of The Accuracy of Bluetooth Low Energy For Indoor Positioning ApplicationsImran AshrafОценок пока нет
- Measuring ToolsДокумент33 страницыMeasuring ToolsMrk AustriaОценок пока нет
- LAB 03 - AnthropometryДокумент11 страницLAB 03 - AnthropometryMilter GiОценок пока нет
- Aerospace 06 00083 PDFДокумент54 страницыAerospace 06 00083 PDFKR PAОценок пока нет
- Beauty ... ... Is Measurable: PrimosДокумент24 страницыBeauty ... ... Is Measurable: PrimosMary Riaño ArangurenОценок пока нет
- Syllabus: Cambridge International As & A Level PhysicsДокумент74 страницыSyllabus: Cambridge International As & A Level PhysicsIdrus FitriОценок пока нет
- Performance Task Task Sheet No. 1: Name: - SectionДокумент6 страницPerformance Task Task Sheet No. 1: Name: - SectionSir Lex100% (1)
- Exercises 1Документ9 страницExercises 1Renz CruzОценок пока нет
- 9702 Physics Paper3Документ3 страницы9702 Physics Paper3Asmara Tayyeb100% (3)
- Group 8 Lab Report RealДокумент18 страницGroup 8 Lab Report RealJopatrick MarananОценок пока нет
- CH1001 2010 (Language2) NotesДокумент18 страницCH1001 2010 (Language2) Notesbav92Оценок пока нет
- Section A List of Principal Quantities/ Scope of WorksДокумент164 страницыSection A List of Principal Quantities/ Scope of WorksKhaled Maddallah50% (2)
- Syllabus Soen6841 FFДокумент3 страницыSyllabus Soen6841 FFmurtuza0810Оценок пока нет
- Simple PendulumДокумент5 страницSimple PendulumKacper WarzybokОценок пока нет
- 2 - Units and MeasurementДокумент12 страниц2 - Units and MeasurementPhysics with GurmeetОценок пока нет
- Civil Engineering EstimatesДокумент5 страницCivil Engineering Estimatesmy.nafi.pmp5283Оценок пока нет
- Measurement Guide For Voltage Characteristics - 1995Документ34 страницыMeasurement Guide For Voltage Characteristics - 1995PukraDastОценок пока нет
- Adjustable Fillet Weld GaugeДокумент1 страницаAdjustable Fillet Weld GaugeLucioОценок пока нет
- ISO 7919-1 Part 1 General GuidelinesДокумент29 страницISO 7919-1 Part 1 General Guidelinessurawutwijarn75% (8)
- Engineering MetrologyДокумент34 страницыEngineering MetrologyMatthew CurmiОценок пока нет
- Fundamentals of Dimensional Metrology 6Th Edition Connie L Dotson Full ChapterДокумент67 страницFundamentals of Dimensional Metrology 6Th Edition Connie L Dotson Full Chapteroscar.draper548100% (8)
- 9th Class Test - CambridgeДокумент3 страницы9th Class Test - CambridgeMuhammad Tanzeel Qaisar DogarОценок пока нет
- Chapter 1Документ20 страницChapter 1KennethTrucillaCortezОценок пока нет
- Esm 100 - 07 2005Документ4 страницыEsm 100 - 07 2005mahir_dzaficОценок пока нет
- Unit 2: Lesson 2 Scientific Tools and MeasurementДокумент20 страницUnit 2: Lesson 2 Scientific Tools and MeasurementMohd KhairiОценок пока нет
- Transducer CatalogДокумент138 страницTransducer CatalogEric KerrОценок пока нет
- Ce 121 Module For PrelimДокумент32 страницыCe 121 Module For PrelimAngelie UmambacОценок пока нет
- @cbseinfiniteДокумент196 страниц@cbseinfiniteRjОценок пока нет