Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Fibre Reinforced Concrete PDFДокумент6 страницFibre Reinforced Concrete PDFAref AbadelОценок пока нет
- HACCP TemplateДокумент28 страницHACCP Templateraphael damanikОценок пока нет
- Heat of Mixing/solution PDFДокумент9 страницHeat of Mixing/solution PDFnhalieza1067Оценок пока нет
- 4 Way Reversing Valve Series SHF L Data PDFДокумент3 страницы4 Way Reversing Valve Series SHF L Data PDFDharani PathyОценок пока нет
- Optical Indoor/Outdoor Drop Cable: SpecificationsДокумент2 страницыOptical Indoor/Outdoor Drop Cable: SpecificationsAaron TengОценок пока нет
- IMM BR IR enДокумент13 страницIMM BR IR enwatnaОценок пока нет
- Gas Metal Arc WeldingДокумент26 страницGas Metal Arc WeldingnansusanОценок пока нет
- Miranda PLДокумент48 страницMiranda PLGOYMA IMPEXОценок пока нет
- Maxx Cold Mxx-23f ServiceДокумент314 страницMaxx Cold Mxx-23f Servicedan theman100% (2)
- MGO Chiller 120kW Cooling Spec. - PDFДокумент7 страницMGO Chiller 120kW Cooling Spec. - PDFAlexandros KritsotakisОценок пока нет
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Документ7 страницTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalОценок пока нет
- Machining Processes SyllabusДокумент2 страницыMachining Processes SyllabusshailkhanОценок пока нет
- Basement Parking PDFДокумент6 страницBasement Parking PDFShameel PtОценок пока нет
- Waste Heat Recovery at Compressor Stations: The Path Towards Novel and High-Impact Technologies and Their ImplementationДокумент33 страницыWaste Heat Recovery at Compressor Stations: The Path Towards Novel and High-Impact Technologies and Their ImplementationraaaghaffarОценок пока нет
- Turf TigerДокумент30 страницTurf TigerNicole Dechert100% (1)
- Nalgene Plastics Tech Guide 0209Документ64 страницыNalgene Plastics Tech Guide 0209bkorecОценок пока нет
- Chemical Spill Response GuideДокумент7 страницChemical Spill Response GuideDaniel BobbittОценок пока нет
- Modern Planter Box Plans, Copyright Crafted Workshop 2018Документ11 страницModern Planter Box Plans, Copyright Crafted Workshop 2018robins115350100% (2)
- Materials Selection Lecture Full 2023.Документ203 страницыMaterials Selection Lecture Full 2023.Goddy NanaОценок пока нет
- 05 Fuel SystemДокумент109 страниц05 Fuel SystemUtomo BudidarmoОценок пока нет
- TF4L3 We 889ar PDFДокумент229 страницTF4L3 We 889ar PDFFelipe ChimborazoОценок пока нет
- Fastener TrainingДокумент20 страницFastener TrainingJesus Barragán Ramos100% (2)
- Ignition System VijayДокумент19 страницIgnition System VijayIshita SharmaОценок пока нет
- RR-1304 Vancouver Phase III Construction and Instrumentation Rev01Документ17 страницRR-1304 Vancouver Phase III Construction and Instrumentation Rev01bibore7908Оценок пока нет
- 3Документ24 страницы3Dennis AleaОценок пока нет
- Testing Procedure of Bioplastics: Maliha Jahan Reg No: 2015431027Документ7 страницTesting Procedure of Bioplastics: Maliha Jahan Reg No: 2015431027Maliha JahanОценок пока нет
- Fundamentals of Metal Casting (Richard A. Flinn)Документ336 страницFundamentals of Metal Casting (Richard A. Flinn)Formula Firestorm100% (1)
- TRIOCATALДокумент13 страницTRIOCATALVladimir Illich Pinzon100% (1)
- Cellulose Kraft Pulp Reinforced Polylactic Acid (PLA) Composites: Effect of Fibre Moisture ContentДокумент14 страницCellulose Kraft Pulp Reinforced Polylactic Acid (PLA) Composites: Effect of Fibre Moisture ContentariaerenjaegerОценок пока нет
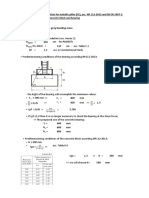
- Breviar Calcul Fundatie IzolataДокумент2 страницыBreviar Calcul Fundatie IzolataVirginia Elena IordacheОценок пока нет