Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- C864 PDFДокумент3 страницыC864 PDFĐường Nguyễn ThừaОценок пока нет
- VW 2 8 1 2011-02 enДокумент17 страницVW 2 8 1 2011-02 enhorse888Оценок пока нет
- Bearing Pad Design StandardsДокумент33 страницыBearing Pad Design StandardsdineshweerasingheОценок пока нет
- Introduction To ElastomersДокумент18 страницIntroduction To ElastomersRaghav AcharyaОценок пока нет
- Conveyor and Elevator Belt Handbook PDFДокумент140 страницConveyor and Elevator Belt Handbook PDFSegni NasriОценок пока нет
- Tecnologia Del HuleДокумент598 страницTecnologia Del HuleJavier Dominguez100% (2)
- Flory Rehner EquationДокумент5 страницFlory Rehner Equationchiuchan888Оценок пока нет
- ASTM D 1418 - 01a Rubber and Rubber Latices-NomenclatureДокумент3 страницыASTM D 1418 - 01a Rubber and Rubber Latices-Nomenclaturealin2005Оценок пока нет
- Tyre RetreadingДокумент254 страницыTyre RetreadingJony Saiful100% (1)
- Mar 103 Experimental Elastomer AnalysisДокумент308 страницMar 103 Experimental Elastomer AnalysisDan Wolf100% (1)
- As 5100.4-2004 Bridge Design Bearings and Deck JointsДокумент8 страницAs 5100.4-2004 Bridge Design Bearings and Deck JointsSAI Global - APACОценок пока нет
- Notes of Pak Studies in English MediumДокумент17 страницNotes of Pak Studies in English MediumHafiz Ashfaq Ahmed86% (114)
- Use of Polymers in Robotics: Click To Edit Master Subtitle StyleДокумент12 страницUse of Polymers in Robotics: Click To Edit Master Subtitle StyleMehroz AnjumОценок пока нет
- Reasons of Downfall of Mulim EmpireДокумент4 страницыReasons of Downfall of Mulim EmpireMehroz AnjumОценок пока нет
- Flash Calculations NewДокумент8 страницFlash Calculations NewSantosh SakhareОценок пока нет
- (7 8) FinsДокумент25 страниц(7 8) FinsSalam AlbaradieОценок пока нет
- 040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsДокумент11 страниц040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsMehroz AnjumОценок пока нет
- 040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsДокумент11 страниц040-3 - 2008 - Fibreglass Reinforced Plastic CrossarmsMehroz AnjumОценок пока нет
- Diffusivity and Mechanisms of Mass TransportДокумент10 страницDiffusivity and Mechanisms of Mass TransportMehroz AnjumОценок пока нет
- Crosslink DensityДокумент4 страницыCrosslink DensityMehroz AnjumОценок пока нет
- Moving Die Rheometer Cure PropertiesДокумент4 страницыMoving Die Rheometer Cure PropertiesMehroz Anjum0% (1)
- 1-Introduction: 1.1 - BlendingДокумент3 страницы1-Introduction: 1.1 - BlendingMehroz AnjumОценок пока нет
- Compression MoldingДокумент3 страницыCompression MoldingMehroz AnjumОценок пока нет
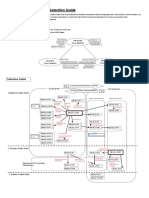
- Fluoroelastomer DAIEL Selection Guide: Peroxide Cure SystemДокумент1 страницаFluoroelastomer DAIEL Selection Guide: Peroxide Cure Systemkyeong cheol leeОценок пока нет
- Maxillofacial Materials: Review ArticleДокумент4 страницыMaxillofacial Materials: Review ArticleAli Faraz SiddiquiОценок пока нет
- Mechanical Behavior Mostly Ceramics, Glasses and PolymersДокумент26 страницMechanical Behavior Mostly Ceramics, Glasses and PolymersNorozKhanОценок пока нет
- Polymeric Materials - IДокумент67 страницPolymeric Materials - IJB HIFIОценок пока нет
- FKM TECHNOLOGY COMBINES OIL AND BASE RESISTANCEДокумент15 страницFKM TECHNOLOGY COMBINES OIL AND BASE RESISTANCEpeach5Оценок пока нет
- Characteristics, Applications, and Stress–Strain Behavior of PolymersДокумент7 страницCharacteristics, Applications, and Stress–Strain Behavior of Polymersnelson bessoneОценок пока нет
- Ul 157 BulletinДокумент12 страницUl 157 BulletinciscoОценок пока нет
- Mineral Ekonomi - Mineral IndustriДокумент31 страницаMineral Ekonomi - Mineral IndustriKhaerul WahyuОценок пока нет
- Siliconrubber.1007 - s40009 013 0150 2Документ14 страницSiliconrubber.1007 - s40009 013 0150 2Bertha KhairunisaОценок пока нет
- Dichtomatik: Matik Dichtomatik Dichtomatik Dic Htomatik Dichtom Atik DichtomatikДокумент29 страницDichtomatik: Matik Dichtomatik Dichtomatik Dic Htomatik Dichtom Atik Dichtomatikpavel10082020Оценок пока нет
- Elastomeric Seismic Protection Isolators For Bridges: Nippon Gomu Kyokaishi, No. 4, 2012, PP 131-xxДокумент8 страницElastomeric Seismic Protection Isolators For Bridges: Nippon Gomu Kyokaishi, No. 4, 2012, PP 131-xxkesharinareshОценок пока нет
- Viscosity Measurement of ThermoplasticsДокумент76 страницViscosity Measurement of ThermoplasticsSantiago GОценок пока нет
- HR ProjectДокумент68 страницHR ProjectRamakrishnan Raju NaiduОценок пока нет
- Elastomers LectureДокумент14 страницElastomers LectureNoor FatimaОценок пока нет
- Peroxide Cure ExplainedДокумент15 страницPeroxide Cure ExplainedAshutosh KumarОценок пока нет
- Master Bond Mastersil 800Документ2 страницыMaster Bond Mastersil 800mraytvОценок пока нет
- 933569Документ138 страниц933569rezaОценок пока нет
- Rubber Elastomer Chemical Resistance Guide by TLARGI and WARCO BILTRITEДокумент12 страницRubber Elastomer Chemical Resistance Guide by TLARGI and WARCO BILTRITEpriyaprasad367792Оценок пока нет
- Thermal Stability, Swelling Behaviour and Dielectric Proper-Ties of Nbr/Pvc-Pvac BlendsДокумент8 страницThermal Stability, Swelling Behaviour and Dielectric Proper-Ties of Nbr/Pvc-Pvac BlendssdfsdfssdfsdОценок пока нет