Вам также может понравиться
- Saes N 120Документ13 страницSaes N 120aamirapi100% (1)
- Saes N 100Документ16 страницSaes N 100aamirapiОценок пока нет
- 32 Samss 007Документ38 страниц32 Samss 007naruto256Оценок пока нет
- Saes D 008Документ21 страницаSaes D 008Shajin Mohammed ShamsudhinОценок пока нет
- 32 Samss 036Документ33 страницы32 Samss 036naruto256Оценок пока нет
- Saes H 204Документ33 страницыSaes H 204Rei Lizardo100% (1)
- Saep 317Документ22 страницыSaep 317brecht1980100% (1)
- SAES-W-014 - Old SpecДокумент12 страницSAES-W-014 - Old SpecMichael TayactacОценок пока нет
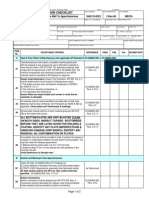
- Saudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechДокумент4 страницыSaudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechAnonymous S9qBDVky100% (1)
- Saic N 2031Документ4 страницыSaic N 2031aamirapi100% (1)
- Saes H 204Документ34 страницыSaes H 204heartbreakkid132Оценок пока нет
- 130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)Документ22 страницы130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)มิตร อันมาОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент3 страницыSaudi Aramco Inspection ChecklistAbdul HannanОценок пока нет
- SAIC N 2023 PreQualTestApplicator&AppProcCastRefract EL Rev2Документ3 страницыSAIC N 2023 PreQualTestApplicator&AppProcCastRefract EL Rev2Anonymous S9qBDVkyОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент5 страницSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- SAIC-S-4056 Rev 7Документ3 страницыSAIC-S-4056 Rev 7Eswari AnandОценок пока нет
- Saudi Aramco Inspection Checklist: Installation of Fired Heaters and Its Components SAIC-F-2006 25-May-05 MechДокумент10 страницSaudi Aramco Inspection Checklist: Installation of Fired Heaters and Its Components SAIC-F-2006 25-May-05 MechAnonymous S9qBDVkyОценок пока нет
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsДокумент2 страницыSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyОценок пока нет
- Saic N 2029Документ6 страницSaic N 2029aamirapi100% (1)
- Saudi Aramco Inspection ChecklistДокумент22 страницыSaudi Aramco Inspection ChecklistAhdal NoushadОценок пока нет
- Saes W 016 PDFДокумент10 страницSaes W 016 PDFRaj AryanОценок пока нет
- Saudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechДокумент5 страницSaudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechaamirapiОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент4 страницыSaudi Aramco Inspection Checklistaamirapi100% (2)
- Saes W 011Документ2 страницыSaes W 011hendraox3996Оценок пока нет
- SAIC-D-2023 Rev 2Документ2 страницыSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுОценок пока нет
- Saep 355 PDFДокумент20 страницSaep 355 PDFRami ElloumiОценок пока нет
- Saes H 200Документ9 страницSaes H 200راجہ شہزاد انورОценок пока нет
- Saes H 101V PDFДокумент389 страницSaes H 101V PDFQA QCОценок пока нет
- SAIC-L-2074 Rev 0Документ1 страницаSAIC-L-2074 Rev 0philipyapОценок пока нет
- Sabp A 022Документ40 страницSabp A 022Muhammad Awais100% (3)
- Saep 1146Документ11 страницSaep 1146Anonymous 4IpmN7On100% (1)
- SAIC-M-1018 Leak Proof Testing-Final InspectionДокумент1 страницаSAIC-M-1018 Leak Proof Testing-Final InspectionLegend AnbuОценок пока нет
- Saic N 2028Документ4 страницыSaic N 2028aamirapi100% (1)
- 175 010700 PDFДокумент2 страницы175 010700 PDFAbu Anas M.SalaheldinОценок пока нет
- 01 Samss 010Документ12 страниц01 Samss 010Ahmed Shaban KotbОценок пока нет
- Varun CBT QuestionДокумент7 страницVarun CBT Questionmedication abbasОценок пока нет
- Refractory Method Statement of Refractory Liquid Burn PitДокумент22 страницыRefractory Method Statement of Refractory Liquid Burn PitSaragadam Dilsri100% (4)
- 16 JRTP 02 ITP - Rev01Документ13 страниц16 JRTP 02 ITP - Rev01khsaeed100% (1)
- 00 Saip 74Документ8 страниц00 Saip 74balajiОценок пока нет
- Inspection Procedure: 00-SAIP-81 23 July 2017Документ37 страницInspection Procedure: 00-SAIP-81 23 July 2017John BuntalesОценок пока нет
- Reformer RepairДокумент11 страницReformer RepairNishant Kumar ThakurОценок пока нет
- 01 Samss 031Документ3 страницы01 Samss 031Awais CheemaОценок пока нет
- 175 091300Документ2 страницы175 091300Abu Anas M.SalaheldinОценок пока нет
- I Object: Repair Procedure For Tank BottomДокумент6 страницI Object: Repair Procedure For Tank BottomZouhair BenmabroukОценок пока нет
- Other NDT TechniquesДокумент12 страницOther NDT TechniquesabyОценок пока нет
- API-571 Reference CardДокумент7 страницAPI-571 Reference CardLaith SalmanОценок пока нет
- 00 Saip 75Документ72 страницы00 Saip 75bazresifanniОценок пока нет
- Saudi Aramco Inspection Checklist: Review of Welding Procedure Specification SAIC-W-2001 25-May-05 WeldДокумент13 страницSaudi Aramco Inspection Checklist: Review of Welding Procedure Specification SAIC-W-2001 25-May-05 WeldAnonymous S9qBDVky100% (1)
- Saic N 2037Документ5 страницSaic N 2037aamirapiОценок пока нет
- SATIP H 002 08 Rev 4.unlockedДокумент2 страницыSATIP H 002 08 Rev 4.unlockedMohamed Farhan B PositiveОценок пока нет
- Titanium Cladded Sheet Welding ProcedureДокумент4 страницыTitanium Cladded Sheet Welding ProcedureNaveenОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент1 страницаSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Typical Inspection Plan: Fireproofing Concrete SATIP-B-006-01 14-May-18 CivilДокумент11 страницSaudi Aramco Typical Inspection Plan: Fireproofing Concrete SATIP-B-006-01 14-May-18 CivilKhurram ShehzadОценок пока нет
- 01-SAMSS-005 - Shop Applied, Internal Cement Mortar Lining of Steel PipeДокумент5 страниц01-SAMSS-005 - Shop Applied, Internal Cement Mortar Lining of Steel PipebalajiОценок пока нет
- 01 Samss 010Документ11 страниц01 Samss 010doyenofcastleОценок пока нет
- Ayari Maher: Qualified Welder I.D.CardДокумент10 страницAyari Maher: Qualified Welder I.D.CardZouhair BenmabroukОценок пока нет
- 32 Samss 028Документ28 страниц32 Samss 028naruto256Оценок пока нет
- 32 Samss 028Документ28 страниц32 Samss 028biplabpal2009Оценок пока нет
- 32 Samss 027Документ30 страниц32 Samss 027naruto256Оценок пока нет
- 32 Samss 019Документ17 страниц32 Samss 019Moustafa BayoumiОценок пока нет
- SATIP-X-400-01 Rev 5Документ3 страницыSATIP-X-400-01 Rev 5aamirapiОценок пока нет
- Refractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-AДокумент107 страницRefractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-Aaamirapi100% (2)
- SAIC-X-3002 Rev 5Документ3 страницыSAIC-X-3002 Rev 5aamirapiОценок пока нет
- Saudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechДокумент5 страницSaudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechaamirapiОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент2 страницыSaudi Aramco Inspection ChecklistaamirapiОценок пока нет
- Saic N 2036Документ6 страницSaic N 2036aamirapiОценок пока нет
- Saudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechДокумент1 страницаSaudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechaamirapiОценок пока нет
- Saic N 2034Документ4 страницыSaic N 2034aamirapiОценок пока нет
- Saic N 2034Документ4 страницыSaic N 2034aamirapiОценок пока нет
- Saes N 140Документ10 страницSaes N 140aamirapiОценок пока нет
- Saic N 2037Документ5 страницSaic N 2037aamirapiОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент6 страницSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistДокумент5 страницSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2031Документ4 страницыSaic N 2031aamirapi100% (1)
- Saic N 2033Документ5 страницSaic N 2033aamirapiОценок пока нет
- Saic N 2029Документ6 страницSaic N 2029aamirapi100% (1)
- Saudi Aramco Inspection ChecklistДокумент5 страницSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2028Документ4 страницыSaic N 2028aamirapi100% (1)
- Saudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 MechДокумент12 страницSaudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 Mechaamirapi100% (1)
- Saudi Aramco Inspection ChecklistДокумент1 страницаSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistДокумент7 страницSaudi Aramco Inspection ChecklistaamirapiОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент4 страницыSaudi Aramco Inspection Checklistaamirapi100% (2)
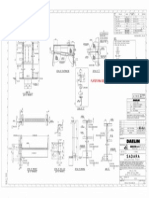
- Daelim: General NotesДокумент1 страницаDaelim: General NotesaamirapiОценок пока нет
- Plateform Deleted Hence This Gate Also Not RequiredДокумент1 страницаPlateform Deleted Hence This Gate Also Not RequiredaamirapiОценок пока нет
- Test - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignДокумент1 страницаTest - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignaamirapiОценок пока нет
- MD4 203 D 7150 340 9003 009 - AwcДокумент1 страницаMD4 203 D 7150 340 9003 009 - AwcaamirapiОценок пока нет
- Lesson Plan 3Документ3 страницыLesson Plan 3api-547884261Оценок пока нет
- INERT-SIEX 200-300 IG-100: Design ManualДокумент54 страницыINERT-SIEX 200-300 IG-100: Design ManualSaleh Mohamed0% (1)
- 00capítulo - The Routledge Handbook of Henri Lefebvre, The City and Urban SocietyДокумент12 страниц00capítulo - The Routledge Handbook of Henri Lefebvre, The City and Urban SocietyJeronimoОценок пока нет
- ?????Документ89 страниц?????munglepreeti2Оценок пока нет
- Elementary Statistics A Step by Step Approach 9th Edition Bluman Solutions ManualДокумент23 страницыElementary Statistics A Step by Step Approach 9th Edition Bluman Solutions Manuala305894328100% (3)
- Exam Materials ScienceДокумент10 страницExam Materials ScienceChimzoe CatalanОценок пока нет
- CO Q1 TLE EPAS 7 8 Module 4 Preparing Technical DrawingsДокумент47 страницCO Q1 TLE EPAS 7 8 Module 4 Preparing Technical DrawingsNicky John Doroca Dela MercedОценок пока нет
- Physics Assessment 1 - Lab Report: Jessica Yam Year 10 Peace MR - SlosbergДокумент19 страницPhysics Assessment 1 - Lab Report: Jessica Yam Year 10 Peace MR - Slosbergapi-36149866550% (2)
- BBMP C&D Draft Notice 2014 (Updated)Документ10 страницBBMP C&D Draft Notice 2014 (Updated)PriankMathurОценок пока нет
- Chapter 8 - Nervous ReviewerДокумент18 страницChapter 8 - Nervous Reviewerchristian anchetaОценок пока нет
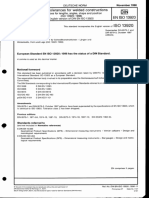
- ISO 13920 - Tolerâncias para Juntas SoldadasДокумент7 страницISO 13920 - Tolerâncias para Juntas SoldadasRicardo RicardoОценок пока нет
- Astm D6321-98-2004Документ3 страницыAstm D6321-98-2004Thyagu LingamurthyОценок пока нет
- B.ing Wajib - XI IPA1-2Документ3 страницыB.ing Wajib - XI IPA1-2iwan fals NurjaniОценок пока нет
- Thru Tubing Catalog PDFДокумент43 страницыThru Tubing Catalog PDFchubby_hippoОценок пока нет
- MiniNova GuideДокумент41 страницаMiniNova GuideBob FredОценок пока нет
- Object: Annex A, B, C DДокумент74 страницыObject: Annex A, B, C DfjsdОценок пока нет
- Namma Kalvi 12th English Slow Learners Study MaterialДокумент28 страницNamma Kalvi 12th English Slow Learners Study MaterialSTANLEY RAYEN100% (1)
- What Is Kpag?: Table of ContentsДокумент2 страницыWhat Is Kpag?: Table of Contentsangelito bernalОценок пока нет
- Designing New Vanillin Schiff Bases and Their Antibacterial StudiesДокумент4 страницыDesigning New Vanillin Schiff Bases and Their Antibacterial StudiesAvinash PurohitОценок пока нет
- 螳螂拳七長八短 - Tanglangquan Qi Chang Ba Duan - Tanglangquan's Seven Long & Eight Short - Lessons Learned in the World of Martial ArtsДокумент2 страницы螳螂拳七長八短 - Tanglangquan Qi Chang Ba Duan - Tanglangquan's Seven Long & Eight Short - Lessons Learned in the World of Martial ArtsGianfranco MuntoniОценок пока нет
- Basic Mechanical Engineering Btkit Dwarahat: Attempt All Questions. Q. 1. Attempt Any Four Parts: 5 X 4 20Документ2 страницыBasic Mechanical Engineering Btkit Dwarahat: Attempt All Questions. Q. 1. Attempt Any Four Parts: 5 X 4 20anadinath sharmaОценок пока нет
- Origami - Playing CardsДокумент6 страницOrigami - Playing Cardsapi-3709851Оценок пока нет
- Constructing 30deg AngleДокумент4 страницыConstructing 30deg AngleArthur ChewОценок пока нет
- The Singapore Engineer - September 2018 IssueДокумент27 страницThe Singapore Engineer - September 2018 Issuekrpt0tytОценок пока нет
- Teff Type-I Sourdough To ProduДокумент21 страницаTeff Type-I Sourdough To ProdudanaОценок пока нет
- THESISДокумент44 страницыTHESISRowena Shaira AbellarОценок пока нет
- Pid 14 MT23 160412Документ20 страницPid 14 MT23 160412Amol ChavanОценок пока нет
- Taenia SoliumДокумент40 страницTaenia SoliumBio SciencesОценок пока нет
- MHR PreCal 12 Textbook CH 1 SolutionsДокумент57 страницMHR PreCal 12 Textbook CH 1 SolutionsBryan LowОценок пока нет
- Practice Test 1 + 2Документ19 страницPractice Test 1 + 2yếnОценок пока нет