Вам также может понравиться
- Elaboración de Un Plan de Negocios para Una Empresa RegionalДокумент20 страницElaboración de Un Plan de Negocios para Una Empresa RegionalAlejandro MeindersОценок пока нет
- El TeléfonoДокумент31 страницаEl TeléfonoEduardo JumiqueОценок пока нет
- Isuzu Diesel PDFДокумент2 287 страницIsuzu Diesel PDFanon_7946907097% (37)
- Censo Poblacion FinalДокумент231 страницаCenso Poblacion Finalrocio1412Оценок пока нет
- MSDS 784-32 CatalizadorДокумент5 страницMSDS 784-32 CatalizadorStrikererОценок пока нет
- 5312 - Proyecto-Plan-De-Desarrollo-Territorial PUEBLO BELLOДокумент154 страницы5312 - Proyecto-Plan-De-Desarrollo-Territorial PUEBLO BELLOmalejavargasvega81Оценок пока нет
- Tarea 1 Del Ser Humano y Su Contexto. (Autoguardado)Документ7 страницTarea 1 Del Ser Humano y Su Contexto. (Autoguardado)Manuel Aragonez100% (1)
- Área y Línea de Investigación. Douglas A. García PeñaДокумент2 страницыÁrea y Línea de Investigación. Douglas A. García PeñaDouglas100% (2)
- Turno 3) Características Sociales Del FeudalismoДокумент5 страницTurno 3) Características Sociales Del Feudalismocarlos marrugoОценок пока нет
- Investigación Aplicada - 2020 - IДокумент16 страницInvestigación Aplicada - 2020 - ILenin Barrantes LlanosОценок пока нет
- Cap IVДокумент18 страницCap IVlondonpark147Оценок пока нет
- Libro Decodificable 3Документ22 страницыLibro Decodificable 3vicentaHuaОценок пока нет
- Ejercicios Resueltos de Pagos Parciales y Métodos de Amortización, 28-01-21Документ6 страницEjercicios Resueltos de Pagos Parciales y Métodos de Amortización, 28-01-21Carlos Mario Salazar GrossОценок пока нет
- Redes Convolucionales PDFДокумент5 страницRedes Convolucionales PDFST.DANIEL PAEZОценок пока нет
- Losa Colaborante - Steel DeckДокумент10 страницLosa Colaborante - Steel DeckIsandrea SpositoОценок пока нет
- Crear La Estrategia, Caso LinhogarДокумент21 страницаCrear La Estrategia, Caso LinhogarJonathan Cisternas VasquezОценок пока нет
- Examen Unidad 3 MicroeconomiaДокумент7 страницExamen Unidad 3 MicroeconomiawillingtonОценок пока нет
- La EspiritualidadДокумент13 страницLa EspiritualidadMateo BaquerizoОценок пока нет
- Medida de Radiación Tarea 3Документ25 страницMedida de Radiación Tarea 3jeisson benavidesОценок пока нет
- Modelos Lineales y Mejora Genetica AnimalДокумент64 страницыModelos Lineales y Mejora Genetica AnimalElmer Meza RojasОценок пока нет
- Curso ADM 428 - Taller de Gestión SecretarialДокумент2 страницыCurso ADM 428 - Taller de Gestión SecretarialProcaseОценок пока нет
- Week 1 - File - TaskДокумент3 страницыWeek 1 - File - TaskJesusОценок пока нет
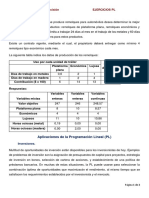
- Ejercicios PLДокумент3 страницыEjercicios PLVeronica EscobarОценок пока нет
- Tipos Sondas EsquemaДокумент21 страницаTipos Sondas EsquemaJorge Ivan Estrada50% (2)
- Aclaración, Rectificación O EnmiendaДокумент3 страницыAclaración, Rectificación O EnmiendaFernando Faret Saalfeld0% (1)
- Informe Violaciones DDHH en Euskadi Guerra Civil y Franquismo CAST (Azke...Документ34 страницыInforme Violaciones DDHH en Euskadi Guerra Civil y Franquismo CAST (Azke...GasteizBerri.comОценок пока нет
- Planificación Digital DOCENTEДокумент41 страницаPlanificación Digital DOCENTEJeremy Brown100% (1)
- Psiquiatria de Enlace 2020 FinalДокумент21 страницаPsiquiatria de Enlace 2020 FinalMonica Rosario Ramos MendozaОценок пока нет
- ActividadesДокумент19 страницActividadesHéctor MqzОценок пока нет
- Universidad Nacional Autónoma de México: Facultad de IngenieríaДокумент3 страницыUniversidad Nacional Autónoma de México: Facultad de IngenieríaAlfredo CordovaОценок пока нет