Вам также может понравиться
- Especificaciones Técnicas Aci Cruz Del Sur.Документ24 страницыEspecificaciones Técnicas Aci Cruz Del Sur.franklinОценок пока нет
- Analisis Nodal Gas Lift CicucoДокумент261 страницаAnalisis Nodal Gas Lift CicucoLuis OliverosОценок пока нет
- Tesis Especializacion SoldaduraДокумент78 страницTesis Especializacion SoldaduraquinquinoОценок пока нет
- Mantenimiento de caldera pirotubularДокумент34 страницыMantenimiento de caldera pirotubularRAFAEL SALAZARОценок пока нет
- Informe Practica Jessica Paola AzaДокумент36 страницInforme Practica Jessica Paola AzaPaulina PuelloОценок пока нет
- Tesis 3 PDFДокумент148 страницTesis 3 PDFAnonymous zSO2St77Оценок пока нет
- Trampas de Chancho FinalДокумент74 страницыTrampas de Chancho FinalLuis Rivera67% (9)
- Bombeo mecánico: equipos de fondo y diseño de sistemasДокумент60 страницBombeo mecánico: equipos de fondo y diseño de sistemasRaquel López100% (1)
- Libro Procesamiento de Gas y Simulacion de Procesos PDFДокумент309 страницLibro Procesamiento de Gas y Simulacion de Procesos PDFDiego Armando Flores GutierrezОценок пока нет
- Secado Industrial de La MaderaДокумент97 страницSecado Industrial de La MaderaOscar Aldeir Cayani ReynosoОценок пока нет
- "Trabajo Final - Avance 3" Producto:: Sección: Is7A CURSO: Tecnología de Los Procesos de Manufactura IntegrantesДокумент46 страниц"Trabajo Final - Avance 3" Producto:: Sección: Is7A CURSO: Tecnología de Los Procesos de Manufactura IntegrantesJulio HernándezОценок пока нет
- Universidad Carlos Iii de Madrid Escuela Politécnica SuperiorДокумент174 страницыUniversidad Carlos Iii de Madrid Escuela Politécnica SuperiorManuel Molina KorsОценок пока нет
- 2019 Informe Jhon Sebastian SuarezДокумент139 страниц2019 Informe Jhon Sebastian SuarezSilva Herrera HectorОценок пока нет
- Evaluación prototipo turbina flujo cruzadoДокумент151 страницаEvaluación prototipo turbina flujo cruzadoMarco Soraluz CubasОценок пока нет
- Grupo N.°6 Monografía 2 Mn153aДокумент56 страницGrupo N.°6 Monografía 2 Mn153aJANN ARTHUR CHAVEZ CASTILLOОценок пока нет
- Galvanica InformacionДокумент396 страницGalvanica InformacionTravis ClarkОценок пока нет
- Diseño Sistema Recuperación Condensado - Fabian Guerrero - 2018Документ76 страницDiseño Sistema Recuperación Condensado - Fabian Guerrero - 2018245470Оценок пока нет
- Anexo 3 - Memorial Descriptivo.Документ11 страницAnexo 3 - Memorial Descriptivo.Raysil Joel Meneces VegaОценок пока нет
- Mejoramiento del sistema de agua potable en Cerrito La VirgenДокумент74 страницыMejoramiento del sistema de agua potable en Cerrito La VirgenRaul Alfredo Cordova AlvaradoОценок пока нет
- Jardin Botanico V1-Informe Ténico y EconómicoДокумент26 страницJardin Botanico V1-Informe Ténico y EconómicoRudy Otto Chuchon PradoОценок пока нет
- Tfg-Cos-Dis LPGДокумент204 страницыTfg-Cos-Dis LPGAlexander RomeroОценок пока нет
- Ups - ST002200Документ113 страницUps - ST002200Jose QuintanillaОценок пока нет
- Tuberias y Conexiones Pavco - Cerfort.Документ34 страницыTuberias y Conexiones Pavco - Cerfort.Jose Luis Rodriguez QuintanillaОценок пока нет
- 01-Determinación Experimental de Ks y KM en Tuberías BIAXIAL de 6 PulgadasДокумент73 страницы01-Determinación Experimental de Ks y KM en Tuberías BIAXIAL de 6 PulgadasMexichem Colombia S.A.SОценок пока нет
- Perfil Del Proyecto de Grado PDFДокумент25 страницPerfil Del Proyecto de Grado PDFsteve mateo mayan yaveОценок пока нет
- Diseño de casing para pozo BBL FW-X1Документ24 страницыDiseño de casing para pozo BBL FW-X1Jose Martin RomayОценок пока нет
- Lo encontre pag 109-2017_Tesis_Beltran_Medina_Michelle_JohannaДокумент153 страницыLo encontre pag 109-2017_Tesis_Beltran_Medina_Michelle_JohannaxaytopsОценок пока нет
- Avance 2 - Grupo 1Документ43 страницыAvance 2 - Grupo 1Julio HernándezОценок пока нет
- Mantenimiento A Una Subestacion ElectricaДокумент44 страницыMantenimiento A Una Subestacion ElectricaSalvador Ibarra100% (1)
- Ampliación Linea Embotellado CervezaДокумент114 страницAmpliación Linea Embotellado CervezaJose Luis Lázaro PascualОценок пока нет
- Pelayo Ruiz, Laura PDFДокумент101 страницаPelayo Ruiz, Laura PDFControl - ProcuraОценок пока нет
- Memoria Descriptiva ChagllaДокумент159 страницMemoria Descriptiva ChagllaAnatholy JuzgaОценок пока нет
- Jardin Botanico V1-Unido Et y Mc-ModificadoДокумент23 страницыJardin Botanico V1-Unido Et y Mc-ModificadoRudy Otto Chuchon PradoОценок пока нет
- TFG Maria De-Diego LopezДокумент135 страницTFG Maria De-Diego LopezMiguel Egas LoorОценок пока нет
- Maxxum Instal Manual SpanishДокумент42 страницыMaxxum Instal Manual SpanishAlerianoОценок пока нет
- Separacion Gas LiquidoДокумент86 страницSeparacion Gas LiquidoAmado Sebastian Rivero MarquezОценок пока нет
- Sistema 40 AguacontraincendioДокумент65 страницSistema 40 AguacontraincendioFrancisco Zenteno100% (1)
- Diseño de BocatomaДокумент54 страницыDiseño de BocatomaMagnolia Cristán Quispe100% (3)
- Instalación del servicio de agua para riego tecnificado en San Juan de Cochabamba IIДокумент157 страницInstalación del servicio de agua para riego tecnificado en San Juan de Cochabamba IIkatyОценок пока нет
- Guía de operación y mantenimiento de planta de tratamiento de aguas residuales UASB + BFmo + DSДокумент36 страницGuía de operación y mantenimiento de planta de tratamiento de aguas residuales UASB + BFmo + DSKatherine Cecilia Chipana ArangoОценок пока нет
- Tesis Flotacion ExplicadoДокумент87 страницTesis Flotacion ExplicadoLUIS ANGEL CHOQUEHUANCA QUISPEОценок пока нет
- Automatización Red Agua Balanta 2011Документ127 страницAutomatización Red Agua Balanta 2011Obeimar Ruiz MuñozОценок пока нет
- Informe de Laboratorio Jorge Elias Villca Coca - 1 PDFДокумент41 страницаInforme de Laboratorio Jorge Elias Villca Coca - 1 PDFJorge EliasОценок пока нет
- Trabajo Diseño Hidr - HidroneumaticosДокумент29 страницTrabajo Diseño Hidr - HidroneumaticosCisiiBell RodriGuezzОценок пока нет
- 3560900267126UTFSMДокумент51 страница3560900267126UTFSMTomas Muñoz VergaraОценок пока нет
- Especificaciones Técnicas Aci Cruz Del Sur V4 230423 Recibido de JLSДокумент24 страницыEspecificaciones Técnicas Aci Cruz Del Sur V4 230423 Recibido de JLSfranklinОценок пока нет
- Beneficios de La Implementación de Palancas Hidráulicas en La Operación Segura de Un Tajo de Explotación.Документ45 страницBeneficios de La Implementación de Palancas Hidráulicas en La Operación Segura de Un Tajo de Explotación.Jorge Calderón0% (1)
- DISEÑO DE CÁMARA DE QUIEBRE DE PRESIÓNДокумент95 страницDISEÑO DE CÁMARA DE QUIEBRE DE PRESIÓNCordero HeliОценок пока нет
- Diseño hidráulico de redes de acueducto y alcantarillado en minaДокумент60 страницDiseño hidráulico de redes de acueducto y alcantarillado en minaOFICINA ING. CARLOS ARTURO ARANGOОценок пока нет
- NimolДокумент198 страницNimolALBERTO SANTOSОценок пока нет
- Diseño de Loops CarrascoДокумент148 страницDiseño de Loops CarrascoDeybid Edson EncОценок пока нет
- Et SapsiДокумент254 страницыEt Sapsiwilfredo jesus iraulaОценок пока нет
- Chavez CHДокумент138 страницChavez CHAle PaleОценок пока нет
- Universidad Nacional de IngenieríaДокумент118 страницUniversidad Nacional de IngenieríaLuis Huere AnayaОценок пока нет
- Chavez CH PDFДокумент138 страницChavez CH PDFAle PaleОценок пока нет
- Manual de Operación y Mantenimiento Gasificador de Biomasa AnkurДокумент95 страницManual de Operación y Mantenimiento Gasificador de Biomasa AnkurStiven SofanОценок пока нет
- Trabajo Separadores de Gas Liquido y Separadores Verticales 222Документ36 страницTrabajo Separadores de Gas Liquido y Separadores Verticales 222Almendra Atausinchi RiosОценок пока нет
- Guía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarОт EverandGuía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Instalaciones de puesta a tierra y protección de sistemas eléctricosОт EverandInstalaciones de puesta a tierra y protección de sistemas eléctricosРейтинг: 5 из 5 звезд5/5 (1)
- CO-SDI-CBA-090-14 PIL SCLM TécnicaДокумент16 страницCO-SDI-CBA-090-14 PIL SCLM TécnicagonzaliuxxxОценок пока нет
- CO-SDI-CBA-090-14 PIL SCLM TécnicaДокумент16 страницCO-SDI-CBA-090-14 PIL SCLM TécnicagonzaliuxxxОценок пока нет
- Ic32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009Документ2 страницыIc32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009gonzaliuxxxОценок пока нет
- Impuestos a la transferencia de bienes en BoliviaДокумент2 страницыImpuestos a la transferencia de bienes en Boliviagonzaliuxxx100% (1)
- Ficha Tecnica Magnaflux Revelador SKD S2 EspanolДокумент2 страницыFicha Tecnica Magnaflux Revelador SKD S2 EspanolgonzaliuxxxОценок пока нет
- CATALOGO OGA GENERA - Sistema de Transporte NeumáticoLДокумент7 страницCATALOGO OGA GENERA - Sistema de Transporte NeumáticoLgonzaliuxxxОценок пока нет
- Ic32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009Документ2 страницыIc32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009gonzaliuxxxОценок пока нет
- 5-CO-HL2-001 V.E Modificacion de Inyeccion A Compresor La Paz-A3 - ST - HorДокумент1 страница5-CO-HL2-001 V.E Modificacion de Inyeccion A Compresor La Paz-A3 - ST - HorgonzaliuxxxОценок пока нет
- Tanque 50m3 boquillas entrada drenaje ventilaciónДокумент1 страницаTanque 50m3 boquillas entrada drenaje ventilacióngonzaliuxxxОценок пока нет
- Wissenswertes Hydraulikzylinder Es 0212Документ21 страницаWissenswertes Hydraulikzylinder Es 0212Darking1390Оценок пока нет
- DIAGRAMA - PID - ESPESORES - 07 - 07 - 2016 Layout1Документ1 страницаDIAGRAMA - PID - ESPESORES - 07 - 07 - 2016 Layout1gonzaliuxxxОценок пока нет
- 49 Seguridad Uso Acido Sulfurico Julio2002Документ17 страниц49 Seguridad Uso Acido Sulfurico Julio2002Javier Martinez GomezОценок пока нет
- Manual TramitesДокумент162 страницыManual Tramitesjuan carlosОценок пока нет
- Mecanica Falla. Analisis PDFДокумент25 страницMecanica Falla. Analisis PDFManuel GallegosОценок пока нет
- 2 GabinetesДокумент26 страниц2 GabinetesShirley Salvador DominguezОценок пока нет
- Guia Uso Internet MovilДокумент15 страницGuia Uso Internet Movilsorath1Оценок пока нет
- 239 587 1 PBДокумент8 страниц239 587 1 PBJuanpa DAriasОценок пока нет
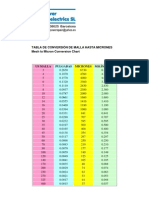
- Tabla de Conversion de Malla A MicronesДокумент1 страницаTabla de Conversion de Malla A MicronesJonas Medina100% (1)
- Catalogo Sellos Mecanicos PDFДокумент44 страницыCatalogo Sellos Mecanicos PDFMario Guerra LiebbeОценок пока нет
- Practica RC IVAДокумент36 страницPractica RC IVAAdriana_Torres100% (2)
- Bolivia Inmuebles - Tramites de InmueblesДокумент1 страницаBolivia Inmuebles - Tramites de InmueblesgonzaliuxxxОценок пока нет
- Guía impuestos bienes raíces BoliviaДокумент1 страницаGuía impuestos bienes raíces BoliviagonzaliuxxxОценок пока нет
- Curso RC IvaДокумент17 страницCurso RC IvagonzaliuxxxОценок пока нет
- Guía Del Usuario para Proveedores (Subasta Inglesa) v2.1Документ8 страницGuía Del Usuario para Proveedores (Subasta Inglesa) v2.1gonzaliuxxxОценок пока нет
- Automatización Presentacion Power TecДокумент5 страницAutomatización Presentacion Power TecgonzaliuxxxОценок пока нет
- 5scgeb0bb0010 - TK 15m3 Sin AgitadorДокумент1 страница5scgeb0bb0010 - TK 15m3 Sin AgitadorgonzaliuxxxОценок пока нет
- Tobera FiltranteДокумент1 страницаTobera FiltrantegonzaliuxxxОценок пока нет
- 5scgeb0bb004.tk 20M3Документ1 страница5scgeb0bb004.tk 20M3gonzaliuxxxОценок пока нет
- 5sczspl 003 Plataforma Tqs. Crema 500 003Документ1 страница5sczspl 003 Plataforma Tqs. Crema 500 003gonzaliuxxxОценок пока нет
- EMERSON CLIMATE Problemas y Soluciones PDFДокумент24 страницыEMERSON CLIMATE Problemas y Soluciones PDFmilanorubОценок пока нет