Вам также может понравиться
- FIT YOUR DIET Calculadora Automática PBO© PDFДокумент22 страницыFIT YOUR DIET Calculadora Automática PBO© PDFNuria G G100% (1)
- Biodiesel A Partir de Aceites Vegetales UsadosДокумент22 страницыBiodiesel A Partir de Aceites Vegetales UsadosChristianEdwarZuñigaОценок пока нет
- Conformidad de ServicioДокумент5 страницConformidad de ServicioMitssi Rios Esteban100% (2)
- Quia de Apoyo Habilidades Socio-Emocionales para La Vida.Документ22 страницыQuia de Apoyo Habilidades Socio-Emocionales para La Vida.mayimeg100% (2)
- ZelioДокумент27 страницZeliodiego fernando salgado deviaОценок пока нет
- Paso 1 Presaberes Metodos EstadisticosДокумент8 страницPaso 1 Presaberes Metodos EstadisticosJairo Alberto Sanchez Rodriguez0% (1)
- Jairo Sánchez-207115 45Документ14 страницJairo Sánchez-207115 45Jairo Alberto Sanchez RodriguezОценок пока нет
- UNAD FinalДокумент67 страницUNAD FinalJairo Alberto Sanchez Rodriguez100% (1)
- Informe de Practica Laboratorio N°2,3,4 Fisica Electronica (1) - 1Документ10 страницInforme de Practica Laboratorio N°2,3,4 Fisica Electronica (1) - 1Jairo Alberto Sanchez RodriguezОценок пока нет
- Trastornos Del NeurodesarrolloДокумент12 страницTrastornos Del NeurodesarrolloLorena BaezОценок пока нет
- Tipos de Planos CineДокумент20 страницTipos de Planos CineDaniel Rosales HernándezОценок пока нет
- Preguntas de Trilce Odria - Belaunde 1º GДокумент5 страницPreguntas de Trilce Odria - Belaunde 1º GLuis Diaz33% (3)
- Planificación de Entrenamiento para Francisca ContrerasДокумент3 страницыPlanificación de Entrenamiento para Francisca ContrerasFrancisca Contreras MuñozОценок пока нет
- Obra de Teatro No Se Culpe A NadieДокумент22 страницыObra de Teatro No Se Culpe A NadieCésar Huerta100% (2)
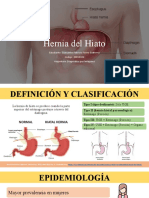
- Hernia Del Hiato - DPIДокумент13 страницHernia Del Hiato - DPIgiancarlos fabrizioОценок пока нет
- CUESTIONARIO para MetodologíaДокумент3 страницыCUESTIONARIO para MetodologíaAna AmadoОценок пока нет
- Calendario Civico Escolar 2013Документ7 страницCalendario Civico Escolar 2013Bladimir GelОценок пока нет
- El Quijotismo de UnamunoДокумент11 страницEl Quijotismo de UnamunoRoxana ChivuОценок пока нет
- Justificacion Tecnica - Pintura en Muros....Документ13 страницJustificacion Tecnica - Pintura en Muros....Javier Enrique Diaz ChacinОценок пока нет
- Importar Datos de Varios Libros de Excel en La Hoja ResumenДокумент27 страницImportar Datos de Varios Libros de Excel en La Hoja ResumenJose YepezОценок пока нет
- Fase 2 Flujo de Las Aguas Subterráneas ConsolidadoДокумент7 страницFase 2 Flujo de Las Aguas Subterráneas ConsolidadoAngela Castillo CruzОценок пока нет
- Actividad3 Etapa2 Perez VicenteДокумент3 страницыActividad3 Etapa2 Perez VicenteCarlosОценок пока нет
- Servicios Disponibles en La Web y Extensiones de Los ArchivosДокумент16 страницServicios Disponibles en La Web y Extensiones de Los ArchivosMary VelozОценок пока нет
- Virtud, Etica y Su RelaciónДокумент2 страницыVirtud, Etica y Su RelaciónXavier Paredes100% (1)
- Programa Preliminar Final VII Congreso de Estudiantes de ArqueologíaДокумент15 страницPrograma Preliminar Final VII Congreso de Estudiantes de ArqueologíaFenix862Оценок пока нет
- Informe de Curriculo. Educacion PrebasicaДокумент44 страницыInforme de Curriculo. Educacion PrebasicaAnderson HernandezОценок пока нет
- El Nombre de Jesús - Kenneth Hagin PDFДокумент4 страницыEl Nombre de Jesús - Kenneth Hagin PDFJavierОценок пока нет
- WnievesДокумент153 страницыWnievesSanchez LuisОценок пока нет
- Aisladores de Sección - TeoriaДокумент3 страницыAisladores de Sección - Teoriawilmer Daniel VilcapomaОценок пока нет
- Caso AnamnesisДокумент5 страницCaso AnamnesisPedro Calderón GeldresОценок пока нет
- 005 - Modelo de Traslado de PersonalДокумент1 страница005 - Modelo de Traslado de Personalaxel vidalon cardenasОценок пока нет
- Tarea 5 Derecho RomanoДокумент13 страницTarea 5 Derecho RomanoPedro Francisco Inoa HernándezОценок пока нет
- Fundamento Fisiológico de La CreatividadДокумент5 страницFundamento Fisiológico de La CreatividadJesus A RiveroОценок пока нет
- TEMA 4 Aduana ResumenДокумент16 страницTEMA 4 Aduana ResumenAlexander SanchezОценок пока нет