Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Especificaciones de Volvo D13BДокумент71 страницаEspecificaciones de Volvo D13Bmarcos asteteОценок пока нет
- Bauer Air CompressorДокумент46 страницBauer Air CompressorEdward FernandezОценок пока нет
- Manual de Moto SoldadorДокумент78 страницManual de Moto SoldadorYimmy Alexander Parra Marulanda100% (1)
- Manual de Operacion Onan 2100.Документ192 страницыManual de Operacion Onan 2100.Mario Emilio Castro Tineo100% (1)
- Literature Review - Bilge Keel Damping - MJ Van Kampen 08-05-2015Документ86 страницLiterature Review - Bilge Keel Damping - MJ Van Kampen 08-05-2015Ding LiuОценок пока нет
- EN8000 Aqwa Tutorial: Aqwa-Line Aqwa-Fer Aqwa-Librium Aqwa-Drift Aqwa-NautДокумент13 страницEN8000 Aqwa Tutorial: Aqwa-Line Aqwa-Fer Aqwa-Librium Aqwa-Drift Aqwa-NautDani GarciaОценок пока нет
- Fpso IseДокумент166 страницFpso IseDing LiuОценок пока нет
- Marine Fuel Oil Bunker IngДокумент85 страницMarine Fuel Oil Bunker IngJuan Ramón Fuentes67% (3)
- Asset Register ReportДокумент32 страницыAsset Register ReportMiftah Irfan FirdausiОценок пока нет
- EV Market Research For IndiaДокумент11 страницEV Market Research For IndiaDevarshWaliОценок пока нет
- TUDelft Clay Suction PDFДокумент8 страницTUDelft Clay Suction PDFDing LiuОценок пока нет
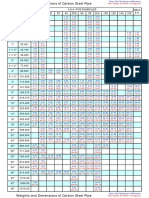
- Metric Dimensions and Weights of Seamless and Welded Steel Pipe PDFДокумент1 страницаMetric Dimensions and Weights of Seamless and Welded Steel Pipe PDFAnonymous xcFcOgMiОценок пока нет
- Mooring Chain Guide E-Feb14Документ47 страницMooring Chain Guide E-Feb14EduardoОценок пока нет
- DNV RP f202 2010-10Документ46 страницDNV RP f202 2010-10b_afrinaldiОценок пока нет
- NTNU Thesis-Mooring DesignДокумент105 страницNTNU Thesis-Mooring DesignDing LiuОценок пока нет
- Structural Design of A Semi-Submersible Platform With Water-Entrapment Plates Based On A Time-Domain Hydrodynamic Algorithm Coupled With Finite-ElementsДокумент8 страницStructural Design of A Semi-Submersible Platform With Water-Entrapment Plates Based On A Time-Domain Hydrodynamic Algorithm Coupled With Finite-Elementssaeed-21Оценок пока нет
- Afiche Offshore MooringДокумент1 страницаAfiche Offshore MooringSharon FreemanОценок пока нет
- Afiche Offshore MooringДокумент1 страницаAfiche Offshore MooringSharon FreemanОценок пока нет
- Failure Modes, Reliability & Integrity Offloating Storage Unit (FPSO, FSU) Turret & Swivel Systems PDFДокумент133 страницыFailure Modes, Reliability & Integrity Offloating Storage Unit (FPSO, FSU) Turret & Swivel Systems PDFmimi_chan_17Оценок пока нет
- UK CAA Cap 437Документ91 страницаUK CAA Cap 437jaikay3198Оценок пока нет
- Fuels and Combustion Marion L. Smith, Karl W. Stinson.Документ366 страницFuels and Combustion Marion L. Smith, Karl W. Stinson.Abdul Qayyum67% (3)
- Ecs 2TRДокумент24 страницыEcs 2TRJerroldLYIGОценок пока нет
- Financial Stratement Cosco ShippingДокумент16 страницFinancial Stratement Cosco ShippingDing LiuОценок пока нет
- American Bureau of Shipping: CustomerДокумент10 страницAmerican Bureau of Shipping: CustomerDing LiuОценок пока нет
- 电影票房英文翻译Документ5 страниц电影票房英文翻译Ding LiuОценок пока нет
- Floatover BrochureДокумент9 страницFloatover BrochureDing Liu100% (1)
- Bangal Basin MetoceanДокумент142 страницыBangal Basin MetoceanDing LiuОценок пока нет
- PMA1Документ10 страницPMA1Ding LiuОценок пока нет
- Aqwa Line PDFДокумент136 страницAqwa Line PDFDing LiuОценок пока нет
- 005Документ50 страниц005Ding LiuОценок пока нет
- Library .' ,': fY?TRBДокумент122 страницыLibrary .' ,': fY?TRBDing LiuОценок пока нет
- T/o SH PS, NAVY D &T T) @J'RДокумент198 страницT/o SH PS, NAVY D &T T) @J'RDing LiuОценок пока нет
- Eldridge Oaks DirectionsДокумент1 страницаEldridge Oaks DirectionsDing LiuОценок пока нет
- 004Документ28 страниц004Ding LiuОценок пока нет
- Ship TermsДокумент8 страницShip TermsDing LiuОценок пока нет
- Global Oil & Gas Equipment & Services: November 2014Документ38 страницGlobal Oil & Gas Equipment & Services: November 2014Ding LiuОценок пока нет
- FreetДокумент32 страницыFreetHamed GeramiОценок пока нет
- Drill Sim 20Документ62 страницыDrill Sim 20Alvaro Arancibia Montalvo100% (2)
- Altherma Commission Tips enДокумент18 страницAltherma Commission Tips enuoiemsОценок пока нет
- 4th Reliance Power and Reliance Natural Resources MergerДокумент3 страницы4th Reliance Power and Reliance Natural Resources MergerCupidd KaulОценок пока нет
- CF&T-Pumps (Outrigger Loads)Документ24 страницыCF&T-Pumps (Outrigger Loads)sethhoffman85Оценок пока нет
- Navara Brochure All Pages 2019 MAY17 PDFДокумент8 страницNavara Brochure All Pages 2019 MAY17 PDFKattie ValerioОценок пока нет
- 6-Guan-Application of Dielectric Spectroscopy For Engine Lubricating Oil Degradation Monitoring PDFДокумент8 страниц6-Guan-Application of Dielectric Spectroscopy For Engine Lubricating Oil Degradation Monitoring PDFziaei ziaeiОценок пока нет
- Stoichiometric Calculations Using The Table MethodДокумент3 страницыStoichiometric Calculations Using The Table MethodJavian CampbellОценок пока нет
- Mass Transfer Part 14 PDFДокумент34 страницыMass Transfer Part 14 PDFToni ChandraОценок пока нет
- BFM 1015 Genset ENДокумент2 страницыBFM 1015 Genset ENMagico NinoОценок пока нет
- CT WKM Gate Saf T Seal 01 PDFДокумент36 страницCT WKM Gate Saf T Seal 01 PDFchonubobbyОценок пока нет
- Aerospace Engineering: Introduction ToДокумент34 страницыAerospace Engineering: Introduction ToaОценок пока нет
- Oisd 234 DraftДокумент32 страницыOisd 234 DraftThomas Snider100% (1)
- BFA Parts ManualДокумент34 страницыBFA Parts ManualRobert Durham50% (2)
- PMS BookletДокумент48 страницPMS BookletSantosh WagajОценок пока нет
- Gas Lift Installation DesignДокумент6 страницGas Lift Installation DesignsukunsurОценок пока нет
- Nagmeldeen Dirar Hassan: Page 1 of 3Документ4 страницыNagmeldeen Dirar Hassan: Page 1 of 3NagmeldeenОценок пока нет
- Assignment 1 DoSДокумент39 страницAssignment 1 DoSAnwarul Shafiq AwalludinОценок пока нет
- Oil Grades and Capacities PDFДокумент1 страницаOil Grades and Capacities PDFNedelcu IulianОценок пока нет
- Minwei Sun, Abbas Firoozabadi: HighlightsДокумент5 страницMinwei Sun, Abbas Firoozabadi: HighlightsFajar AnggaraОценок пока нет