Вам также может понравиться
- Guidelines for Defining Process Safety Competency RequirementsОт EverandGuidelines for Defining Process Safety Competency RequirementsРейтинг: 3 из 5 звезд3/5 (1)
- Guidelines for the Management of Change for Process SafetyОт EverandGuidelines for the Management of Change for Process SafetyОценок пока нет
- Guidelines for Engineering Design for Process SafetyОт EverandGuidelines for Engineering Design for Process SafetyОценок пока нет
- Essential Practices for Creating, Strengthening, and Sustaining Process Safety CultureОт EverandEssential Practices for Creating, Strengthening, and Sustaining Process Safety CultureОценок пока нет
- Bow Ties in Risk Management: A Concept Book for Process SafetyОт EverandBow Ties in Risk Management: A Concept Book for Process SafetyОценок пока нет
- Guidelines for Determining the Probability of Ignition of a Released Flammable MassОт EverandGuidelines for Determining the Probability of Ignition of a Released Flammable MassОценок пока нет
- Quantitative Risk Assessment A Complete Guide - 2020 EditionОт EverandQuantitative Risk Assessment A Complete Guide - 2020 EditionОценок пока нет
- HASILT Software for HAZOP, LOPA, SRS and SILДокумент9 страницHASILT Software for HAZOP, LOPA, SRS and SILRonyОценок пока нет
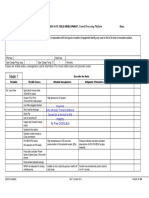
- PHA Study Example Waste Water PlantДокумент75 страницPHA Study Example Waste Water PlantDefenceDogОценок пока нет
- Guidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceОт EverandGuidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceОценок пока нет
- Introduction Chaz OpДокумент44 страницыIntroduction Chaz Opguillermo_pacanins100% (1)
- Designing for inherent safetyДокумент68 страницDesigning for inherent safetysubirme100% (1)
- A New Approach to HAZOP of Complex Chemical ProcessesОт EverandA New Approach to HAZOP of Complex Chemical ProcessesОценок пока нет
- Handbook of Chemical Process Hazardous Material. (Object XMLDocument)Документ93 страницыHandbook of Chemical Process Hazardous Material. (Object XMLDocument)amo100% (1)
- Improved Integration of LOPA With HAZOP Analyses: Dick Baum, Nancy Faulk, and P.E. John Pe RezДокумент4 страницыImproved Integration of LOPA With HAZOP Analyses: Dick Baum, Nancy Faulk, and P.E. John Pe RezJéssica LimaОценок пока нет
- Flare and Vent Disposal SystemsДокумент17 страницFlare and Vent Disposal Systemsganeshdhage100% (1)
- WWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFДокумент118 страницWWW - Hse.gov - Uk Comah Buncefield Bstgfinalreport PDFhulmanОценок пока нет
- Guidelines for Investigating Chemical Process IncidentsОт EverandGuidelines for Investigating Chemical Process IncidentsОценок пока нет
- HSL 0558Документ53 страницыHSL 0558Jas Philip M100% (1)
- Fertil Hazop StudyДокумент9 страницFertil Hazop Studypkannan0% (1)
- HSE - A Methodology for the Assignment of Safety Integrity Levels (SILs) to Safety-related Control Functions Implemented by Safety-related Electrical, Electronic and Programmable Electronic Control Systems of MachinesДокумент82 страницыHSE - A Methodology for the Assignment of Safety Integrity Levels (SILs) to Safety-related Control Functions Implemented by Safety-related Electrical, Electronic and Programmable Electronic Control Systems of MachinesLau ZamОценок пока нет
- Guidelines for Fire Protection in Chemical, Petrochemical, and Hydrocarbon Processing FacilitiesОт EverandGuidelines for Fire Protection in Chemical, Petrochemical, and Hydrocarbon Processing FacilitiesОценок пока нет
- Inherently Safer Design StrategiesДокумент87 страницInherently Safer Design Strategiescandra_zakaria4416Оценок пока нет
- COMAH and Safety Case RegulationsДокумент16 страницCOMAH and Safety Case RegulationsAdeel RazaОценок пока нет
- A Practical Approach to Hazard Identification for Operations and Maintenance WorkersОт EverandA Practical Approach to Hazard Identification for Operations and Maintenance WorkersОценок пока нет
- HAZID PresentationДокумент11 страницHAZID PresentationAlvian FachrurroziОценок пока нет
- Inherently Safer Chemical Processes: A Life Cycle ApproachОт EverandInherently Safer Chemical Processes: A Life Cycle ApproachРейтинг: 5 из 5 звезд5/5 (1)
- Essentials of SisДокумент9 страницEssentials of SisNeil MenezesОценок пока нет
- Guidelines For Quantitative Risk Assessment (2005)Документ237 страницGuidelines For Quantitative Risk Assessment (2005)sebasortiz16Оценок пока нет
- Hazop Worksheet Suggested ScenariosДокумент16 страницHazop Worksheet Suggested ScenariosJagan BoseОценок пока нет
- Integrating Hazop and Sil/Lopa Analysis: Best Practice RecommendationsДокумент10 страницIntegrating Hazop and Sil/Lopa Analysis: Best Practice Recommendationsavinash_mokashi7073100% (1)
- Kenexis: Understanding Fire and Gas Mapping Software and EffigyДокумент34 страницыKenexis: Understanding Fire and Gas Mapping Software and EffigyShakeel AhmedОценок пока нет
- Guidelines for Evaluating Process Plant Buildings for External Explosions, Fires, and Toxic ReleasesОт EverandGuidelines for Evaluating Process Plant Buildings for External Explosions, Fires, and Toxic ReleasesОценок пока нет
- Plant Tech GuideДокумент5 страницPlant Tech GuideAndy DolmanОценок пока нет
- Toxic Dispersion Models ExplainedДокумент42 страницыToxic Dispersion Models ExplainedAdeel RazaОценок пока нет
- Next Step in Process SafetyДокумент6 страницNext Step in Process SafetyChem.EnggОценок пока нет
- PHA ProtectionsДокумент36 страницPHA ProtectionsSyed Shiraz AliОценок пока нет
- QRA PresentationДокумент34 страницыQRA PresentationAmol LakareОценок пока нет
- Day 5 - Hazop Procedure For CompanyДокумент57 страницDay 5 - Hazop Procedure For Companyamidi5555913100% (1)
- Chastainw Advancesinlayerofprotectionanalysis PDFДокумент37 страницChastainw Advancesinlayerofprotectionanalysis PDFanon_770350620100% (1)
- Process Safety Management Guidelines For ComplianceДокумент16 страницProcess Safety Management Guidelines For CompliancewinarnobОценок пока нет
- HazopДокумент8 страницHazopferrari.indiaОценок пока нет
- The Evaluation of Safety Barriers Using The Method LopaДокумент7 страницThe Evaluation of Safety Barriers Using The Method LopaDiegoОценок пока нет
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisОт EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisРейтинг: 5 из 5 звезд5/5 (1)
- Hazard and Operability Study (Hazop) : Dr. M. Azam SaeedДокумент39 страницHazard and Operability Study (Hazop) : Dr. M. Azam SaeedMuhammad Bilal100% (1)
- A Systematic Approach To Relief and Flare Systems (AIChe) PDFДокумент9 страницA Systematic Approach To Relief and Flare Systems (AIChe) PDFjdgh1986Оценок пока нет
- Emergency Depressurization of Hydro Cracker ReactorsДокумент8 страницEmergency Depressurization of Hydro Cracker ReactorsShankarMukherjeeОценок пока нет
- Risk BowTie AnalysisДокумент21 страницаRisk BowTie AnalysischatraqnОценок пока нет
- Flare Radiation Modelling: Ask The Experts Webinar SeriesДокумент32 страницыFlare Radiation Modelling: Ask The Experts Webinar SeriesAiman LatifОценок пока нет
- Quantitative Risk AssessmentДокумент113 страницQuantitative Risk AssessmentJay JayОценок пока нет
- Bow TieДокумент2 страницыBow TieAnonymous ocCa18RОценок пока нет
- HAZOPДокумент7 страницHAZOPfairusОценок пока нет
- ALARPДокумент22 страницыALARPmedobas0% (1)
- Emergency Isolation of Process Plant in Chemical IndustryДокумент3 страницыEmergency Isolation of Process Plant in Chemical IndustryStefano Squadrani100% (1)
- HAZID - IntroductionДокумент9 страницHAZID - IntroductionAmin ZoharОценок пока нет
- Process Safety ManagementДокумент45 страницProcess Safety ManagementAbbasОценок пока нет
- 3.2 HazopДокумент66 страниц3.2 Hazops sanjai100% (1)
- Safety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Документ4 страницыSafety: Table 1: Safe Equipment. Authors: Cango. P, Espinoza. A, Lopez. C. (2019)Alexander EspinozaОценок пока нет
- Safety Integrity Level SIL PDFДокумент4 страницыSafety Integrity Level SIL PDFEngr Hafiz Husnain BasraОценок пока нет
- Flexible hybrid power plants for the energy transitionДокумент10 страницFlexible hybrid power plants for the energy transitionWilliam PalozzoОценок пока нет
- Icc CatalogueДокумент28 страницIcc CatalogueWilliam PalozzoОценок пока нет
- Document Controlling ManagementДокумент18 страницDocument Controlling ManagementWilliam PalozzoОценок пока нет
- Conference Report LRДокумент20 страницConference Report LRWilliam PalozzoОценок пока нет
- Opi Svi 001 Annex E Handover Process Framework PDFДокумент3 страницыOpi Svi 001 Annex E Handover Process Framework PDFWilliam PalozzoОценок пока нет
- Tennesee OilДокумент106 страницTennesee OilWilliam PalozzoОценок пока нет
- Detailed Engineering Design PhaseДокумент8 страницDetailed Engineering Design PhaseWilliam Palozzo100% (1)
- 3 International Commercial Sale of GoodsДокумент31 страница3 International Commercial Sale of GoodsPranav GhabrooОценок пока нет
- Flaring DownДокумент4 страницыFlaring DownWilliam PalozzoОценок пока нет
- OMC 2015 ProgrammeДокумент48 страницOMC 2015 ProgrammeWilliam PalozzoОценок пока нет
- Api 322-1994Документ70 страницApi 322-1994William PalozzoОценок пока нет
- Negotiation Oil AgreementsДокумент14 страницNegotiation Oil AgreementsWilliam PalozzoОценок пока нет
- Africa's Place in The Global HydrocarbonsДокумент30 страницAfrica's Place in The Global HydrocarbonsWilliam PalozzoОценок пока нет
- 2012 First Quarter ResultsДокумент21 страница2012 First Quarter ResultsWilliam PalozzoОценок пока нет
- Case Study IGFДокумент33 страницыCase Study IGFAmirol Ahmad TarmiziОценок пока нет
- 2012 PetroSkills Facilities Training GuideДокумент68 страниц2012 PetroSkills Facilities Training GuideWilliam PalozzoОценок пока нет
- Brian Nixon, Decommissioning North SeaДокумент7 страницBrian Nixon, Decommissioning North SeaWilliam PalozzoОценок пока нет
- 4.1 - ANX-1 Definition of Mechanical CompletionДокумент18 страниц4.1 - ANX-1 Definition of Mechanical CompletionWilliam PalozzoОценок пока нет
- Eni S.p.A. Exploration & Production Division Facilities Documents and Software SpecificationДокумент178 страницEni S.p.A. Exploration & Production Division Facilities Documents and Software SpecificationWilliam Palozzo100% (1)
- GAT2004 GKP 2010.004 Keys To A Successful Initial StartupДокумент2 страницыGAT2004 GKP 2010.004 Keys To A Successful Initial StartupWilliam PalozzoОценок пока нет
- Fenixus (Compatibiliteitsmodus)Документ17 страницFenixus (Compatibiliteitsmodus)William PalozzoОценок пока нет
- Pre Startup Safety Review-PSSRДокумент19 страницPre Startup Safety Review-PSSRPrem Shanker Rawat100% (2)
- IHRM HRM of USAДокумент48 страницIHRM HRM of USAnitikadahiya87100% (3)
- Cmpe 30163 - Basic Occupational Health and SafetyДокумент96 страницCmpe 30163 - Basic Occupational Health and SafetyNathaniel BaldevinoОценок пока нет
- Chemical Process Safety Management - Definition, Techniques & Example PDFДокумент4 страницыChemical Process Safety Management - Definition, Techniques & Example PDFMuhammad MalikОценок пока нет
- CDC 11215 DS1 PDFДокумент219 страницCDC 11215 DS1 PDFPaula DueñasОценок пока нет
- Process Safety Management: The Experience of Essar OilДокумент8 страницProcess Safety Management: The Experience of Essar OilSiddharth OjahОценок пока нет
- DeviceNet Instruction Manual - YaskawaДокумент75 страницDeviceNet Instruction Manual - YaskawagotchiexОценок пока нет
- 6959104Документ57 страниц6959104KHALISAОценок пока нет
- Mechanical Engineering Safety HandbookДокумент207 страницMechanical Engineering Safety HandbookmabushisterОценок пока нет
- Introduction to Occupational Safety and HealthДокумент28 страницIntroduction to Occupational Safety and HealthAnonymous 8NSojGОценок пока нет
- Machine Guarding PDFДокумент68 страницMachine Guarding PDFBianco Santana100% (1)
- Ed Taylor Construction Co. v. Occupational Safety and Health Review Commission, Elizabeth Dole, Secretary of Labor, 938 F.2d 1265, 11th Cir. (1991)Документ10 страницEd Taylor Construction Co. v. Occupational Safety and Health Review Commission, Elizabeth Dole, Secretary of Labor, 938 F.2d 1265, 11th Cir. (1991)Scribd Government DocsОценок пока нет
- Ananth.v, Offshore CV For SAFETY/HSE PROFESSIONALДокумент6 страницAnanth.v, Offshore CV For SAFETY/HSE PROFESSIONALAnonymous pdrLNQ6FIОценок пока нет
- Chemical Safety Training Provides Crucial Hazard InfoДокумент39 страницChemical Safety Training Provides Crucial Hazard Inforiri100% (1)
- AW101 Chapter 3 - OSHДокумент12 страницAW101 Chapter 3 - OSHFakrul Fajeri100% (2)
- Hartman 5e Accessible PPT Ch06Документ49 страницHartman 5e Accessible PPT Ch06khairulОценок пока нет
- SPC HIRADC - ... - Pile Cutting & Hacking (Sub-Structure Work)Документ10 страницSPC HIRADC - ... - Pile Cutting & Hacking (Sub-Structure Work)Kalai ArasanОценок пока нет
- Call Centre SOP IntroductionДокумент103 страницыCall Centre SOP IntroductionJohannes G ReyndersОценок пока нет
- Trench Rescue Technician Training Safety Plan: ObjectiveДокумент5 страницTrench Rescue Technician Training Safety Plan: ObjectiveEslam lotfy- Eslam elsadatОценок пока нет
- Tools - Hand and Power: OSHA Office of Training and Education 1Документ35 страницTools - Hand and Power: OSHA Office of Training and Education 1HeatherОценок пока нет
- S015 - Material Handling and StorageДокумент38 страницS015 - Material Handling and Storagemalik jahanОценок пока нет
- Excavations QuizДокумент12 страницExcavations QuizMax McguireОценок пока нет
- West Fertilizer FINAL Report For Website 0223161 PDFДокумент267 страницWest Fertilizer FINAL Report For Website 0223161 PDFJawahar KhetanОценок пока нет
- Amputations: Amputations in The Workplace Safety TalkДокумент3 страницыAmputations: Amputations in The Workplace Safety TalkIr Moise MatabaroОценок пока нет
- OSHA Artical 1 PDFДокумент18 страницOSHA Artical 1 PDFSimren DhillonОценок пока нет
- Legal UpdateДокумент15 страницLegal Update842janxОценок пока нет
- OSHA's: Citations Are Up, But The Hazards Haven't ChangedДокумент8 страницOSHA's: Citations Are Up, But The Hazards Haven't ChangedJoão AlegretiОценок пока нет
- Fma 1967Документ28 страницFma 1967Zainorin Ali100% (1)
- Sec17 - Codes and StandardsДокумент6 страницSec17 - Codes and StandardsYusufОценок пока нет
- HAZWOPER40 Study Guide PDFДокумент532 страницыHAZWOPER40 Study Guide PDFgnklol350% (2)