Вам также может понравиться
- Is 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsДокумент9 страницIs 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsabhibmaneОценок пока нет
- Astm A 143M-03Документ3 страницыAstm A 143M-03MritunjayОценок пока нет
- Al Busbar 6060 DatasheetДокумент1 страницаAl Busbar 6060 DatasheetpiirsaluОценок пока нет
- Is - Iso.16163.2005 (Sheet Thickness Tolerence) PDFДокумент12 страницIs - Iso.16163.2005 (Sheet Thickness Tolerence) PDFtarun panwarОценок пока нет
- Comp SA36, IS 2062, SA516 GR 60Документ2 страницыComp SA36, IS 2062, SA516 GR 60RajendraОценок пока нет
- 277 - Galvanised Steel SheetsДокумент10 страниц277 - Galvanised Steel SheetsKaushik SenguptaОценок пока нет
- Disclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Документ15 страницDisclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Selvaraji Muthu50% (2)
- Astm A254 (1997)Документ4 страницыAstm A254 (1997)Yalavarthi ChandrasekharОценок пока нет
- Nfa 49 310 Grade Tu 52 B Tubes PDFДокумент1 страницаNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaОценок пока нет
- Is 513 Amendment-1Документ2 страницыIs 513 Amendment-1sanjeev00747488Оценок пока нет
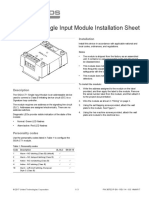
- SIGA CT1 Est Manual Instalacion SH IngenieriaДокумент3 страницыSIGA CT1 Est Manual Instalacion SH IngenieriaedgarОценок пока нет
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresДокумент8 страницWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesОценок пока нет
- JIS G3452 PipeДокумент0 страницJIS G3452 PipefaridyeniОценок пока нет
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Документ4 страницыApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawОценок пока нет
- Subject: STI For Hollow Steel Sections For Structural Use (Doc: STI /4923/9/october 2017) As Per IS 4923:2017Документ6 страницSubject: STI For Hollow Steel Sections For Structural Use (Doc: STI /4923/9/october 2017) As Per IS 4923:2017TARUNKUMARОценок пока нет
- Is 209 - 1992 Zinc Ingot - SpecificationДокумент5 страницIs 209 - 1992 Zinc Ingot - SpecificationRam NiwasОценок пока нет
- Disclosure To Promote The Right To InformationДокумент13 страницDisclosure To Promote The Right To InformationRavi JainОценок пока нет
- Specification For Seamless Red Brass Pipe, Standard SizesДокумент8 страницSpecification For Seamless Red Brass Pipe, Standard SizesVCОценок пока нет
- Din 1.4003Документ2 страницыDin 1.4003Dhaniel100% (1)
- AA59807 Rev 04 PDFДокумент5 страницAA59807 Rev 04 PDFAjit SamalОценок пока нет
- Astm A744-A744m 2010Документ6 страницAstm A744-A744m 2010Júlio RosaОценок пока нет
- Nema Li 1Документ4 страницыNema Li 1usamafalakОценок пока нет
- Vrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudДокумент17 страницVrir Y?Kqñr Dkczu Blikr DH PKNJ, Oa Iùkh: HKKJRH EkudshamrajjОценок пока нет
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessДокумент9 страницGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessCarlos Ramirez BaltazarОценок пока нет
- Is 1573 - Zinc Plating On Iron & Steel PDFДокумент21 страницаIs 1573 - Zinc Plating On Iron & Steel PDFSandeep MatetiОценок пока нет
- Final Draft IRS M-28-2020Документ34 страницыFinal Draft IRS M-28-2020Utsav UniyalОценок пока нет
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Документ5 страницSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiОценок пока нет
- Astm A106 Ts EnglДокумент4 страницыAstm A106 Ts EnglxaviereduardoОценок пока нет
- How To Read STD IS 2062 (2011)Документ17 страницHow To Read STD IS 2062 (2011)AkshayОценок пока нет
- Astm A409 A409m 2001Документ6 страницAstm A409 A409m 2001Roland CepedaОценок пока нет
- Impact AR500 PlateДокумент2 страницыImpact AR500 PlateMario Diez100% (1)
- Aluminium and Aluminium Alloys Extruded Rod Bar Tube and Profiles Mechanical Properties 1Документ8 страницAluminium and Aluminium Alloys Extruded Rod Bar Tube and Profiles Mechanical Properties 1Hussain MahmudОценок пока нет
- AISI 1018 Mild Low Carbon Steel PDFДокумент3 страницыAISI 1018 Mild Low Carbon Steel PDFFebrian JhaОценок пока нет
- Riview On Cold Drawing Process PDFДокумент7 страницRiview On Cold Drawing Process PDFAmandeep Singh GujralОценок пока нет
- SSPC QP 3Документ6 страницSSPC QP 3anoopkumarОценок пока нет
- Comaparação A572 G50-A992Документ4 страницыComaparação A572 G50-A992Tiago CastelaniОценок пока нет
- Amendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationДокумент3 страницыAmendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationRaghav TiwaryОценок пока нет
- Carbon Steel Forgings, Class 2: Corporate Purchase Specification AA 193 31 Rev. No. 11 Preface SheetДокумент7 страницCarbon Steel Forgings, Class 2: Corporate Purchase Specification AA 193 31 Rev. No. 11 Preface Sheetraghav248Оценок пока нет
- HC-49 Engineering SpecificationДокумент6 страницHC-49 Engineering SpecificationarunrathikaОценок пока нет
- Enovia VPLM VPM NavigatorДокумент11 страницEnovia VPLM VPM NavigatorAsker Ali TPОценок пока нет
- Asme Section II A-2 Sa-688 Sa-688mДокумент10 страницAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xОценок пока нет
- Is 5334 PDFДокумент7 страницIs 5334 PDFNav TalukdarОценок пока нет
- A 872 - 91 R02 Qtg3mi05mviwmgДокумент3 страницыA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdОценок пока нет
- Stainless Steel Bars and Shapes: Standard Specification ForДокумент8 страницStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyОценок пока нет
- Astm A529 1975Документ4 страницыAstm A529 1975dharlanuctcomОценок пока нет
- Jis D0203 PDFДокумент6 страницJis D0203 PDFsabaris ksОценок пока нет
- Evaluation of 8090 and Weldalite-049 Aluminum-Lithium AlloysДокумент39 страницEvaluation of 8090 and Weldalite-049 Aluminum-Lithium Alloysskylancer-3441Оценок пока нет
- Tata Steel - YMPRESS S500MC - Data SheetДокумент2 страницыTata Steel - YMPRESS S500MC - Data SheetpnagarajjОценок пока нет
- Astm A179 PDFДокумент1 страницаAstm A179 PDFgaminОценок пока нет
- TDC-10B Heat Treatment For C12A Steel CastingsДокумент2 страницыTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanОценок пока нет
- Kaiser Aluminum Soft Alloy Tube PDFДокумент31 страницаKaiser Aluminum Soft Alloy Tube PDFgerrzen64Оценок пока нет
- ASTM D 2000: Specification NumberДокумент3 страницыASTM D 2000: Specification NumberjanarthananОценок пока нет
- Technical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelДокумент2 страницыTechnical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelManjunath UОценок пока нет
- Disclosure To Promote The Right To InformationДокумент27 страницDisclosure To Promote The Right To InformationgovimanoОценок пока нет
- 6082 T6 Aluminum Plate SuppliersДокумент9 страниц6082 T6 Aluminum Plate Supplierssanghvi overseas incОценок пока нет
- Is2062 E350Документ12 страницIs2062 E350Sowmen ChakrobortyОценок пока нет
- Hot Rolled Low, Medium and High Tensile Structural Steel: TR7wr)Документ11 страницHot Rolled Low, Medium and High Tensile Structural Steel: TR7wr)jbharghavОценок пока нет
- Is 2062 - 1999Документ10 страницIs 2062 - 1999itsdilip100% (3)
- Is 2062Документ13 страницIs 2062Sourav Hait57% (7)
- 7Ltwmkm - M: !V7T&TmДокумент13 страниц7Ltwmkm - M: !V7T&TmAshutosh RawatОценок пока нет
- Bishop 1954Документ5 страницBishop 1954daveОценок пока нет
- Mechanics of Materials (2015)Документ258 страницMechanics of Materials (2015)theocrite100% (12)
- CD 01 - MDSP Aug 2019 FinalДокумент5 страницCD 01 - MDSP Aug 2019 FinalMaki DizonОценок пока нет
- Advanced Piping Stress AnalysisДокумент6 страницAdvanced Piping Stress Analysisanurag7878100% (1)
- Numerical Modeling of Geogrid Reinforced Flexible Pave 2016 Construction andДокумент17 страницNumerical Modeling of Geogrid Reinforced Flexible Pave 2016 Construction andHanamant HunashikattiОценок пока нет
- Stresses in Deep Beams.Документ122 страницыStresses in Deep Beams.akash kumarОценок пока нет
- Multi-Storey Timber-Frame Building - Delft University of Technology (Olanda)Документ49 страницMulti-Storey Timber-Frame Building - Delft University of Technology (Olanda)IonFlorentaОценок пока нет
- Analytical Solution For A Deep Tunnel Excavated in A Porous Elasto-Plastic Material Considering The Effects of Seepage Forces PDFДокумент14 страницAnalytical Solution For A Deep Tunnel Excavated in A Porous Elasto-Plastic Material Considering The Effects of Seepage Forces PDFSaphal LamichhaneОценок пока нет
- EMM213 Strength of Materials: TorsionДокумент25 страницEMM213 Strength of Materials: TorsionNorwahida YusoffОценок пока нет
- Exercise 1 3-Point Bending Using The Static Structural Module of Ansys Workbench 14.0Документ15 страницExercise 1 3-Point Bending Using The Static Structural Module of Ansys Workbench 14.0er_paramjeetgillОценок пока нет
- Hypoelastic ModelДокумент12 страницHypoelastic Modelhalil yıldırımОценок пока нет
- Pipelife Long Length PE Pipe SystemsДокумент28 страницPipelife Long Length PE Pipe SystemsAhceneОценок пока нет
- Dot 31113 DS1Документ107 страницDot 31113 DS1hghghg3Оценок пока нет
- Unit - V 5.1 Masonry Dams: DefinitionДокумент8 страницUnit - V 5.1 Masonry Dams: Definitionrarunadevi80% (10)
- Assignment 5Документ1 страницаAssignment 5nouman khanОценок пока нет
- Pressure Vessel Design Manual (Moss) 205Документ1 страницаPressure Vessel Design Manual (Moss) 205anu radha100% (1)
- Myths of Rheology An StuffДокумент10 страницMyths of Rheology An StuffjamesОценок пока нет
- Advanced Fluid and Heat Transfer (AE 6411) Lecture 1-1Документ49 страницAdvanced Fluid and Heat Transfer (AE 6411) Lecture 1-1Just DearОценок пока нет
- ASTM D 653-97 Standard Terminology Relating To Soil, Rock, and Contained FluidsДокумент35 страницASTM D 653-97 Standard Terminology Relating To Soil, Rock, and Contained FluidsPablo Antonio Valcárcel VargasОценок пока нет
- VOL 2b-Particular Design and Performance SpecificationsДокумент126 страницVOL 2b-Particular Design and Performance SpecificationsAngel Lisette LaoОценок пока нет
- Chapter 3. Bolted Connection 3.1 Introductory ConceptsДокумент15 страницChapter 3. Bolted Connection 3.1 Introductory ConceptsJIBEESH01Оценок пока нет
- Polymers 13 01193 v2Документ22 страницыPolymers 13 01193 v2cheran reddyОценок пока нет
- Numerical Simulation of Frost Heave With Coupled Water Freezing, Temperature and Stress Fields in Tunnel ExcavationДокумент11 страницNumerical Simulation of Frost Heave With Coupled Water Freezing, Temperature and Stress Fields in Tunnel ExcavationAbdelali SolОценок пока нет
- A Comprehensive Review On The Loss of Wellbore Integrity Due To Cement Failure and Available Remedial MethodsДокумент16 страницA Comprehensive Review On The Loss of Wellbore Integrity Due To Cement Failure and Available Remedial MethodsXuning WuОценок пока нет
- Is.7357.1974 0Документ17 страницIs.7357.1974 0Ramanathan GnanasambandamОценок пока нет
- Llaves de CorteДокумент10 страницLlaves de CorteLeandro Lastra MoyaОценок пока нет
- Increase Allowable Stress CodeДокумент9 страницIncrease Allowable Stress Codewenny_tpdОценок пока нет
- Seismic Analysis of Concrete Gravity Dam (Using ABAQUS) : Course Project ReportДокумент26 страницSeismic Analysis of Concrete Gravity Dam (Using ABAQUS) : Course Project ReportKalyaniОценок пока нет
- AFEM Ch10Документ13 страницAFEM Ch10PanchoMiyamotoОценок пока нет