Вам также может понравиться
- Blend Phonics ReaderДокумент42 страницыBlend Phonics ReaderRussel TongolОценок пока нет
- Belotti 5 Axis Post Processor For AlphaCAMДокумент31 страницаBelotti 5 Axis Post Processor For AlphaCAMmarkoskitp100% (2)
- Belotti 5 Axis Post Processor For AlphaCAMДокумент31 страницаBelotti 5 Axis Post Processor For AlphaCAMmarkoskitp100% (2)
- Touch Probes enДокумент44 страницыTouch Probes enMonteagudoОценок пока нет
- PM MHMSG502 B3e - L12328a01 PDFДокумент475 страницPM MHMSG502 B3e - L12328a01 PDFFrancisco SandovalОценок пока нет
- Mazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineДокумент3 страницыMazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineAlberto SabasОценок пока нет
- Mastercam X7 NCI Parameter RefДокумент465 страницMastercam X7 NCI Parameter Refmarkoskitp75% (8)
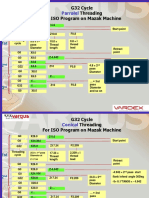
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelДокумент4 страницыG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50Оценок пока нет
- Mitsubishi Manuals 924 PDFДокумент46 страницMitsubishi Manuals 924 PDFPablo M. Estrada Aguilar0% (1)
- Copyreading and Headline WritingДокумент40 страницCopyreading and Headline WritingGretel Andres100% (2)
- Camilla Hélena Von Heijne The Messenger of The Lord in Early Jewish Interpretations of Genesis 2010Документ436 страницCamilla Hélena Von Heijne The Messenger of The Lord in Early Jewish Interpretations of Genesis 2010eugh222100% (3)
- Cracking CSS English EssayДокумент3 страницыCracking CSS English EssayAli WassanОценок пока нет
- St. Gregory Palamas - Confessor and Defender of Orthodoxy Against IslamДокумент13 страницSt. Gregory Palamas - Confessor and Defender of Orthodoxy Against IslamvictorvictorinОценок пока нет
- The Planners by Boey Kim ChengДокумент5 страницThe Planners by Boey Kim ChengFiza0% (1)
- Real Life Elementary Teacher S Resource Book PDFДокумент106 страницReal Life Elementary Teacher S Resource Book PDFTudosă Mădălina75% (4)
- FANUC GFTE-589-EN - 04 - 101112. Manual Guide I, CNC Turning Made Easy.Документ172 страницыFANUC GFTE-589-EN - 04 - 101112. Manual Guide I, CNC Turning Made Easy.JohnPaulSmith100% (6)
- 8 Fixed Canned Cycles (CNC Course CD) PDFДокумент24 страницы8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuОценок пока нет
- Doosan Infracore EZ Guide-I Programming For Lathe.Документ108 страницDoosan Infracore EZ Guide-I Programming For Lathe.JohnPaulSmith1100% (1)
- B-64434en 01Документ146 страницB-64434en 01mt7038Оценок пока нет
- Mazak Programming Manual For Mazatrol Matrix 3DДокумент80 страницMazak Programming Manual For Mazatrol Matrix 3DArturo LopezОценок пока нет
- Tool Life PumasДокумент3 страницыTool Life PumasabelОценок пока нет
- BNP b2267 (Eng) CДокумент317 страницBNP b2267 (Eng) CibraheemОценок пока нет
- Doosan Servo Driven Tail Stock MANUAL - ENGДокумент5 страницDoosan Servo Driven Tail Stock MANUAL - ENGmarkoskitp100% (1)
- Custom Macro Variable Peck Drilling Cycle MacroДокумент2 страницыCustom Macro Variable Peck Drilling Cycle MacroRelu ChiruОценок пока нет
- Programming Manual: Mazatrol Matrix NexusДокумент350 страницProgramming Manual: Mazatrol Matrix NexusMilton Righetto Nass100% (1)
- Doosan Puma MX Series PDFДокумент68 страницDoosan Puma MX Series PDFGuillermo RamirezОценок пока нет
- Star CNCДокумент27 страницStar CNCNéstor CastilloОценок пока нет
- MasterCam Mazak TutorialДокумент81 страницаMasterCam Mazak TutorialDracoRodriguezОценок пока нет
- OEG Service Information Hard Disk Initialization Method For DNC-DT FunctionДокумент2 страницыOEG Service Information Hard Disk Initialization Method For DNC-DT FunctionPhan Xuân TuấnОценок пока нет
- Mori Seiki GM CodeДокумент10 страницMori Seiki GM CodevusvusОценок пока нет
- 16 Fanuc Input and Output Link 2Документ19 страниц16 Fanuc Input and Output Link 2liqvidatortdОценок пока нет
- ApocalypeДокумент2 страницыApocalypeAnonymous cekPJylABoОценок пока нет
- SAP CDS - No - Pain - No - GainДокумент16 страницSAP CDS - No - Pain - No - GainbravevnОценок пока нет
- FANUC Macro Program ProgrammingДокумент16 страницFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- Doosan Puma MX SeriesДокумент68 страницDoosan Puma MX Seriesmarkoskitp100% (1)
- StudentДокумент71 страницаStudentNicu IonОценок пока нет
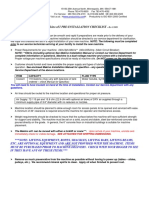
- Makino A51 Pre-Installation Checklist: (May Vary With Type/size of Tank Ordered - Check Manual For Specifics)Документ38 страницMakino A51 Pre-Installation Checklist: (May Vary With Type/size of Tank Ordered - Check Manual For Specifics)Max LitvinОценок пока нет
- Macro ProgramДокумент2 страницыMacro Programdvt0% (1)
- Comm Setup Doosan FanucДокумент27 страницComm Setup Doosan FanucmarkoskitpОценок пока нет
- Doosan-Fanuc High Speed ModeДокумент2 страницыDoosan-Fanuc High Speed Modemarkoskitp100% (1)
- User Manual v530 Bhe en v530 - 00fДокумент128 страницUser Manual v530 Bhe en v530 - 00fIonut-Daniel GeoОценок пока нет
- NC Guide ProДокумент4 страницыNC Guide ProBhupesh Kumar100% (2)
- EZGI - Thread Repair Instructions v1Документ11 страницEZGI - Thread Repair Instructions v1Anonymous 6d3EkEwlMОценок пока нет
- CNC Program Entry and Editing On Fanuc Machines S.K. SinhaДокумент38 страницCNC Program Entry and Editing On Fanuc Machines S.K. Sinhatheguru_999100% (7)
- CNC Pilot 640: User's ManualДокумент619 страницCNC Pilot 640: User's ManualcioparОценок пока нет
- Easy Guide Programming Manual For Mc.Документ55 страницEasy Guide Programming Manual For Mc.JohnPaulSmith1Оценок пока нет
- Turn Mate I Operator's ManualДокумент322 страницыTurn Mate I Operator's ManualAnirban PalОценок пока нет
- H4CL T Operation ManualДокумент149 страницH4CL T Operation Manuals_barrios100% (1)
- Complete 4 Axis Mill Format and Library PDFДокумент2 страницыComplete 4 Axis Mill Format and Library PDFKeerthi Kumar100% (1)
- CNC Lathe CrownДокумент93 страницыCNC Lathe CrownReynaldo Antonio MarcosОценок пока нет
- Living and Nonliving Things PDFДокумент2 страницыLiving and Nonliving Things PDFRelingado GraceОценок пока нет
- 808D OP Turning 0113 en PDFДокумент118 страниц808D OP Turning 0113 en PDFemir_delic2810100% (1)
- Heidenhain TC 640 (Eng) PDFДокумент948 страницHeidenhain TC 640 (Eng) PDFDalibor JankovicОценок пока нет
- NCStudio CNC Router ManualV4.4Документ31 страницаNCStudio CNC Router ManualV4.4pejic1722Оценок пока нет
- Makino Milling Machine Libraries (MML) : For Professional A / 3 / 5Документ12 страницMakino Milling Machine Libraries (MML) : For Professional A / 3 / 5Erich KreisederОценок пока нет
- Programming TT Series CNCДокумент6 страницProgramming TT Series CNCRevolusiSoekarnoОценок пока нет
- Milling Programming ManualДокумент207 страницMilling Programming ManualAhmad Suffian IsmailОценок пока нет
- Meldasmagic Monitor Operation Manual: BNP-B2192 (ENG)Документ14 страницMeldasmagic Monitor Operation Manual: BNP-B2192 (ENG)Durairaj TОценок пока нет
- Руководство пользователя V600Документ119 страницРуководство пользователя V600Marković AlexandarОценок пока нет
- MISSALETTE Roman Catholic Wedding Mass 10-12-2021 PDFДокумент12 страницMISSALETTE Roman Catholic Wedding Mass 10-12-2021 PDFJoseph LeoОценок пока нет
- HNC-180xp-M3 (08M Softeware) Programming ManualДокумент68 страницHNC-180xp-M3 (08M Softeware) Programming ManualaaaОценок пока нет
- Ponz Controller Fanuc Oi PF ManualДокумент89 страницPonz Controller Fanuc Oi PF ManualRose Ann C. RofuliОценок пока нет
- Cnctrain Fanuc0M: CNC Simulation Systems 1995 2010Документ51 страницаCnctrain Fanuc0M: CNC Simulation Systems 1995 2010Siti Idah TawhidОценок пока нет
- M800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFДокумент780 страницM800-M80 Series PLC Programming Manual - IB1501271-C (ENG) PDFXavier TorrasОценок пока нет
- Yasnac MX-1Документ252 страницыYasnac MX-1DOBJANОценок пока нет
- ROBOSHOT a-SiA-Series Data SheetsДокумент22 страницыROBOSHOT a-SiA-Series Data SheetsHernan LopezОценок пока нет
- GSK980TD Turning Machine CNC System User Manual (English Version)Документ408 страницGSK980TD Turning Machine CNC System User Manual (English Version)Yadai CastilloОценок пока нет
- A Letter Engraving Custom MacroДокумент15 страницA Letter Engraving Custom Macrofirepower117Оценок пока нет
- L L N '/R: 3. Setting and Adjustment of Velocity Control Unit 3.1 Setting and Adjustment of Velocity Control Unit PCBДокумент8 страницL L N '/R: 3. Setting and Adjustment of Velocity Control Unit 3.1 Setting and Adjustment of Velocity Control Unit PCBMohamed Sayed Abdel-khalekОценок пока нет
- CNC ProgramiranjeДокумент333 страницыCNC ProgramiranjeSimon RisteskiОценок пока нет
- Basic Turret Press Set Up TrainingДокумент29 страницBasic Turret Press Set Up TrainingBobfarabaughjr100% (2)
- Doosan Puma MX Series BrochureДокумент28 страницDoosan Puma MX Series BrochuremarkoskitpОценок пока нет
- Q&A Manual Guide 16i 18i 21iДокумент23 страницыQ&A Manual Guide 16i 18i 21ivrpatel1Оценок пока нет
- Solidcam Mill TutorialДокумент50 страницSolidcam Mill TutorialPramote.Su100% (1)
- Microcut ColorWS ManualДокумент64 страницыMicrocut ColorWS ManualJuan Esteban Henao DurangoОценок пока нет
- DanteДокумент69 страницDante8tswshgtmtОценок пока нет
- 8064910D DA 41 V3 EnglishДокумент36 страниц8064910D DA 41 V3 EnglishErwin CordeelОценок пока нет
- Using Tutorials Tutorial 1in MM Tutorial 1in Inch Tutorial 2Документ55 страницUsing Tutorials Tutorial 1in MM Tutorial 1in Inch Tutorial 2patel_vicky87100% (1)
- Operating A CNC Powered Machine ShopДокумент6 страницOperating A CNC Powered Machine ShopAnonymous PJP78mSxОценок пока нет
- Doosan Puma MX Series BrochureДокумент28 страницDoosan Puma MX Series BrochuremarkoskitpОценок пока нет
- Fanuc RetraceДокумент14 страницFanuc RetracemarkoskitpОценок пока нет
- Fanuc Seria 30,300,31,310,32,320i - ENGДокумент568 страницFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roОценок пока нет
- CAPE Computer Science 2015 U1 P1 PDFДокумент8 страницCAPE Computer Science 2015 U1 P1 PDFjuОценок пока нет
- Module 1-Types of Verbs - 3Документ18 страницModule 1-Types of Verbs - 3May Ann IgguaОценок пока нет
- Mendeley Creating Communities of ScholarДокумент14 страницMendeley Creating Communities of Scholardinda annisaОценок пока нет
- CGRДокумент32 страницыCGRTausifk871Оценок пока нет
- My Last Duchess: Robert BrowningДокумент2 страницыMy Last Duchess: Robert Browningchetan jewariaОценок пока нет
- Simple Future TenseДокумент2 страницыSimple Future TenseTika Dinari DelliyantiОценок пока нет
- Coordinating ConjunctionДокумент8 страницCoordinating ConjunctionKharxz Hanz Christian GalendezОценок пока нет
- Huawei Confidential Huawei ConfidentialДокумент26 страницHuawei Confidential Huawei ConfidentialCarlos Jeriff Perez RuizОценок пока нет
- CW - Fcm2043 - CHДокумент3 страницыCW - Fcm2043 - CHFarrukhakaОценок пока нет
- "Wouldn'T It Be Funny If You Didn'T Have A Nose?" by Roger McgoughДокумент2 страницы"Wouldn'T It Be Funny If You Didn'T Have A Nose?" by Roger McgoughA Puffin LekvárОценок пока нет
- Universal Grammar Theory and The Language Classroom by Vivan CookДокумент11 страницUniversal Grammar Theory and The Language Classroom by Vivan CookHaleema KhalidОценок пока нет
- VLSI Resume SampleДокумент2 страницыVLSI Resume SampleNavdeep Panwar100% (1)
- Daily Lesson Plan: Mathematics Friday Numbers and Operation 1.0 Whole Numbers Up To 100Документ7 страницDaily Lesson Plan: Mathematics Friday Numbers and Operation 1.0 Whole Numbers Up To 100nel5532Оценок пока нет
- Speech and WritingДокумент12 страницSpeech and Writingmjourney2Оценок пока нет
- Week 11b ViewsДокумент26 страницWeek 11b ViewsKenanОценок пока нет
- Lab ReportДокумент7 страницLab ReportAiman IftikharОценок пока нет
- Din Ling, 'Miss Sophia's Diary'Документ2 страницыDin Ling, 'Miss Sophia's Diary'StudenteОценок пока нет
- Simple Object Access Protocol (SOAP) : in This ChapterДокумент34 страницыSimple Object Access Protocol (SOAP) : in This ChapterSuraj JathannaОценок пока нет