Вам также может понравиться
- Liquiline CM442: Technical InformationДокумент20 страницLiquiline CM442: Technical InformationWilmer Quishpe AndradeОценок пока нет
- Master StationДокумент138 страницMaster StationWilmer Quishpe AndradeОценок пока нет
- PH GuíaДокумент15 страницPH GuíaWilmer Quishpe AndradeОценок пока нет
- S172E - Packscan IQ Field Unit Technical ManualДокумент38 страницS172E - Packscan IQ Field Unit Technical ManualWilmer Quishpe AndradeОценок пока нет
- SS2 GTX00D 0100 PDFДокумент24 страницыSS2 GTX00D 0100 PDFWilmer Quishpe AndradeОценок пока нет
- Tank Relief PhilosophyДокумент7 страницTank Relief PhilosophyWilmer Quishpe AndradeОценок пока нет
- Caterpillar Owners Manual Customer Communication ModuleДокумент70 страницCaterpillar Owners Manual Customer Communication ModuleWilmer Quishpe Andrade100% (2)
- 1sxu000023c0202 08 Components Modular 30mm PDFДокумент22 страницы1sxu000023c0202 08 Components Modular 30mm PDFWilmer Quishpe AndradeОценок пока нет
- Control Loop Foundation OverviewДокумент163 страницыControl Loop Foundation Overviewsubhu1981Оценок пока нет
- ApolloДокумент32 страницыApolloToniHospitalerОценок пока нет
- AGIMC-0343-US Valvulas Aguja y Manifold AgcoДокумент52 страницыAGIMC-0343-US Valvulas Aguja y Manifold AgcoWilmer Quishpe AndradeОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Access Modifiers in JavaДокумент48 страницAccess Modifiers in JavaSachin AgarwalОценок пока нет
- Exception HandlingДокумент6 страницException Handlinghonaday945Оценок пока нет
- Resume 1Документ2 страницыResume 1api-336360984Оценок пока нет
- PPMM ProgramaДокумент16 страницPPMM ProgramaJesús Albino DextreОценок пока нет
- CSE Lecture02.noteДокумент22 страницыCSE Lecture02.noteEyasuОценок пока нет
- Ascenflow Data SheetДокумент6 страницAscenflow Data SheetMohamed YagoubОценок пока нет
- 13 Week12 System Design - Part 2Документ14 страниц13 Week12 System Design - Part 2hdsasdadОценок пока нет
- Eaton Fire Addressable Control Panel cf3000 Datasheet 0719 PDFДокумент2 страницыEaton Fire Addressable Control Panel cf3000 Datasheet 0719 PDFmjay90Оценок пока нет
- Effective Windows PowerShellДокумент50 страницEffective Windows PowerShellAbby LiuОценок пока нет
- Automotive Fact SheetДокумент2 страницыAutomotive Fact Sheetsa ltyОценок пока нет
- ValueCut User Manual EnglishДокумент112 страницValueCut User Manual EnglishJavier Espinoza GamarraОценок пока нет
- Ach Transfer 2021Документ2 страницыAch Transfer 2021Aj Style100% (6)
- Toshiba E-Studio 350 450 352 452 353 453 Service HandBookДокумент764 страницыToshiba E-Studio 350 450 352 452 353 453 Service HandBookAlex_Batlex80% (30)
- Optimized Adec Genset 03.2007 eДокумент49 страницOptimized Adec Genset 03.2007 eFERNANDO INOCENTE TRINIDAD GUERRA100% (1)
- Product Registration (Ecodial Advance Calculation 4.4 SP1 INT)Документ1 страницаProduct Registration (Ecodial Advance Calculation 4.4 SP1 INT)Ezeldeen Agory0% (1)
- Real Power M850 Product SheetДокумент3 страницыReal Power M850 Product SheetGabriel GarciaОценок пока нет
- Licensing - Brief - PLT - Licensing Windows 365 and Windows 11 Virtual Desktops For Remote AccessДокумент8 страницLicensing - Brief - PLT - Licensing Windows 365 and Windows 11 Virtual Desktops For Remote AccessDariusG.BermeoОценок пока нет
- What Is Multi OrgДокумент3 страницыWhat Is Multi Orglog_anupamОценок пока нет
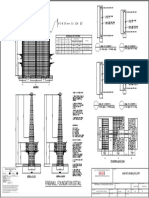
- Ar-En-005-0001-04 - Firewall Plan and DetailsДокумент1 страницаAr-En-005-0001-04 - Firewall Plan and DetailsAmol ChavanОценок пока нет
- Hemisphere Crescent VS110 GPS Compass: Call: EmailДокумент2 страницыHemisphere Crescent VS110 GPS Compass: Call: EmailNguyen Phuoc HoОценок пока нет
- LAB5 - CSE3501 - 19BEC1289 ReferenceДокумент11 страницLAB5 - CSE3501 - 19BEC1289 ReferencepranavОценок пока нет
- 6.design and Development of Fuzzy Logic Algorithm With Varying Set Points For Fan Speed Control System Using Arduino Microcontroller PDFДокумент15 страниц6.design and Development of Fuzzy Logic Algorithm With Varying Set Points For Fan Speed Control System Using Arduino Microcontroller PDFravikumar rayalaОценок пока нет
- Interrupts and 8259 ChipДокумент48 страницInterrupts and 8259 ChipYaar RaiderОценок пока нет
- DslamДокумент2 страницыDslamIslam AhmedОценок пока нет
- You Exec - Organizational Chart Template FreeДокумент15 страницYou Exec - Organizational Chart Template Freesairam smartОценок пока нет
- Illustrated Microsoft Office 365 and Office 2016 Projects Loose Leaf Version 1st Edition Cram Solutions Manual DownloadДокумент10 страницIllustrated Microsoft Office 365 and Office 2016 Projects Loose Leaf Version 1st Edition Cram Solutions Manual DownloadJan Neeley100% (22)
- Say Goodbye To Loops in Python, and Welcome Vectorization! - by Anmol Tomar - CodeX - MediumДокумент10 страницSay Goodbye To Loops in Python, and Welcome Vectorization! - by Anmol Tomar - CodeX - MediumzutiОценок пока нет
- GM67 Barcode Reader Module User Manual-V1.3Документ82 страницыGM67 Barcode Reader Module User Manual-V1.3Arif RachmadiОценок пока нет
- Vieka,+4 +TAZKIYAH+HERDIДокумент14 страницVieka,+4 +TAZKIYAH+HERDIsuandi yusupОценок пока нет
- Esquare Info Solution Presentation 2023Документ13 страницEsquare Info Solution Presentation 2023ahamedsahibОценок пока нет