Вам также может понравиться
- TDI41 Tank Inspection Repair & Alteration API 653 Sec 9Документ13 страницTDI41 Tank Inspection Repair & Alteration API 653 Sec 9Faizal Sattu100% (2)
- AST Nozzle Repair Req.Документ10 страницAST Nozzle Repair Req.Irvansyah RazadinОценок пока нет
- Tam-Sc-2-B Doorsheet Removal and Reinstallation: February 2003 © Chevrontexaco 1 of 9Документ9 страницTam-Sc-2-B Doorsheet Removal and Reinstallation: February 2003 © Chevrontexaco 1 of 9Herlys Pereira100% (1)
- Procedure of Tank RepairДокумент4 страницыProcedure of Tank RepairCepi Sindang KamulanОценок пока нет
- Tank Inspection NotesДокумент5 страницTank Inspection Notesaneeshjose013Оценок пока нет
- API Tank Estimate SheetДокумент3 страницыAPI Tank Estimate SheetKjunwolf100% (1)
- Job Methodology For DRT Tank Procedure - 0618-R1Документ15 страницJob Methodology For DRT Tank Procedure - 0618-R1purshottam GHОценок пока нет
- Annular Plate RemovalДокумент2 страницыAnnular Plate RemovalVishvjeet Prakash TiwariОценок пока нет
- Storagetank Field ErectionДокумент25 страницStoragetank Field Erectioneka cempaka putri100% (1)
- Tank Procedure by Conventional MethodДокумент8 страницTank Procedure by Conventional Methodsatish04Оценок пока нет
- Tank Erection Method Statement For Mot Oil Storage TanksДокумент13 страницTank Erection Method Statement For Mot Oil Storage TanksErmal RulaОценок пока нет
- Cone Roof Tank Erection ProcedureДокумент8 страницCone Roof Tank Erection ProcedureBoby Thomas100% (1)
- Chevron Specification TAM-MN-2Документ9 страницChevron Specification TAM-MN-2Burak GülenОценок пока нет
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Документ6 страницQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- API-653 Now Permits Lap-Welded Patch Plates For Shell Repairs - Carmagen EngineeringДокумент2 страницыAPI-653 Now Permits Lap-Welded Patch Plates For Shell Repairs - Carmagen Engineeringmohsen_267100% (1)
- API 653 Examination Sample ItemsДокумент3 страницыAPI 653 Examination Sample ItemsAbdelhakim MaghnoujОценок пока нет
- Intermediate Wind Girder CalДокумент1 страницаIntermediate Wind Girder CalAnonymous p0iwBoОценок пока нет
- Shell Plate Dimension CheckДокумент7 страницShell Plate Dimension Checksetak0% (1)
- Roundness Check Accetance of Storage Tank - TierДокумент1 страницаRoundness Check Accetance of Storage Tank - Tierarkaprava ghoshОценок пока нет
- Example of Tank Field ErectionДокумент12 страницExample of Tank Field Erectionfazeel mohammedОценок пока нет
- Storage TanksДокумент2 страницыStorage Tanksarif99pakОценок пока нет
- API 650 Peaking - BandingДокумент4 страницыAPI 650 Peaking - BandingZaheedManoo100% (11)
- Roundness Check Record of 1St Shell CourseДокумент1 страницаRoundness Check Record of 1St Shell CourseRhannie GarciaОценок пока нет
- Installation Procedure For Air Heater CoolerДокумент4 страницыInstallation Procedure For Air Heater CoolerRachel FloresОценок пока нет
- Method Statement Replace Bottom PlateДокумент5 страницMethod Statement Replace Bottom Plateคุณพ่อน้อง บิ๊กบอส100% (6)
- RoundnessДокумент35 страницRoundnesssrinivasansscОценок пока нет
- Peaking BandingДокумент2 страницыPeaking Bandingsetak100% (4)
- Tank Bottoms in Atmospheric Storage TanksДокумент5 страницTank Bottoms in Atmospheric Storage TankslsatchithananthanОценок пока нет
- Procedure Erection Storage TankДокумент7 страницProcedure Erection Storage Tanknur hudaОценок пока нет
- Visual Inspection Method of Storage TankДокумент2 страницыVisual Inspection Method of Storage TankAnonymous NDkWQpp100% (1)
- Job Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptДокумент5 страницJob Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaОценок пока нет
- Storage Tank Test & Inspection Report enДокумент10 страницStorage Tank Test & Inspection Report enMarketing CTNОценок пока нет
- Tank-API-650-docx V-V-I-P PDFДокумент20 страницTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- Tank Erection JackДокумент2 страницыTank Erection JackardaneОценок пока нет
- Erection Procedure For Floating Roof TankДокумент10 страницErection Procedure For Floating Roof Tankabdul1207100% (2)
- Niigata - Replacing Bottom Plates of Oil Storage TanksДокумент7 страницNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- Vaccum Box Procedure API 650 OKДокумент7 страницVaccum Box Procedure API 650 OKTouil Houssem100% (1)
- SCTPL Q SP 002 A1 Vaccum Box Testing ProcedureДокумент6 страницSCTPL Q SP 002 A1 Vaccum Box Testing ProcedureKandula Raju100% (1)
- Erection 009 CTP Storage TankДокумент44 страницыErection 009 CTP Storage Tankgst ajah100% (1)
- Techniques & Methodologies For Tank Bottom Plate Replacement of Floating Roof Crude Oil Storage Tanks - A Case Study in Oil India LimitedДокумент9 страницTechniques & Methodologies For Tank Bottom Plate Replacement of Floating Roof Crude Oil Storage Tanks - A Case Study in Oil India LimitedMS100% (1)
- Procedure For Tin - inДокумент13 страницProcedure For Tin - inAdil IjazОценок пока нет
- Tank 7 Repair Procedure Rev1Документ6 страницTank 7 Repair Procedure Rev1Mohd Shafuaaz Kassim33% (3)
- Tanks - Addition of Shell Nozzles by Hot TappingДокумент2 страницыTanks - Addition of Shell Nozzles by Hot TappingJuan DelacruzОценок пока нет
- New Bottom PlateДокумент9 страницNew Bottom PlateEmmanuel kusimo100% (1)
- Tank ProcedureДокумент5 страницTank ProcedurejacquesmayolОценок пока нет
- 24.tank Oil Chalk TestДокумент3 страницы24.tank Oil Chalk TestShubham ShuklaОценок пока нет
- Shop Fabrication Procedure (Supply of Tank Option#3) PDFДокумент7 страницShop Fabrication Procedure (Supply of Tank Option#3) PDFGATOTОценок пока нет
- Inspection and Repair of Storage Tanks 1710346228Документ113 страницInspection and Repair of Storage Tanks 1710346228Jayapal BhukyaОценок пока нет
- ONS-09-0-PR-5254 - R3 ITP For Atmospheric Tank Work - AFCДокумент34 страницыONS-09-0-PR-5254 - R3 ITP For Atmospheric Tank Work - AFCshankarmech04@gmail.comОценок пока нет
- 5 - Tank Itp - Inspection & Test Plan For TanksДокумент10 страниц5 - Tank Itp - Inspection & Test Plan For TanksAhmed Hassan100% (2)
- Proposed Change: Sheet 1 of Revision: Agenda Item 65Документ3 страницыProposed Change: Sheet 1 of Revision: Agenda Item 65SUKhanОценок пока нет
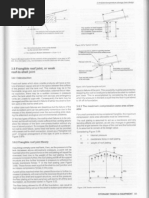
- Frangible Roof Joint, or Weak PDFДокумент5 страницFrangible Roof Joint, or Weak PDFseth_shelby007Оценок пока нет
- Double Deck Floating RoofДокумент16 страницDouble Deck Floating RoofInamullah Khan100% (3)
- 2014) - (11 Api 653 653 ApiДокумент4 страницы2014) - (11 Api 653 653 Apitayyab ali100% (1)
- Optional Precast Reinforced Concrete (2-14-04) Box Culvert at StationДокумент5 страницOptional Precast Reinforced Concrete (2-14-04) Box Culvert at StationSayed Moussa El-KellawyОценок пока нет
- PSP024 - Precast Reinforced Concrete Box Culvert at Station PDFДокумент5 страницPSP024 - Precast Reinforced Concrete Box Culvert at Station PDFHpeso EmohseОценок пока нет
- API 650 PageДокумент2 страницыAPI 650 PageGerry Dan ChanliongcoОценок пока нет
- 1 API 653 Memories Sept 2012Документ20 страниц1 API 653 Memories Sept 2012majid100% (1)
- Exam July 2021Документ16 страницExam July 202101280724321 Helmy100% (1)
- Buildings Structural Open Issues With TBC Remarks 25apr2013Документ5 страницBuildings Structural Open Issues With TBC Remarks 25apr2013niginpОценок пока нет
- Valve ListДокумент10 страницValve ListShanmuga NavaneethanОценок пока нет
- Monthly Report FormatДокумент47 страницMonthly Report FormatShanmuga Navaneethan100% (1)
- Ut-Aws D1.5Документ21 страницаUt-Aws D1.5Shanmuga NavaneethanОценок пока нет
- QC Observation of EPC ProjectsДокумент1 страницаQC Observation of EPC ProjectsShanmuga Navaneethan0% (1)
- Nace Ampp CP1 EpgДокумент16 страницNace Ampp CP1 EpgShanmuga Navaneethan0% (1)
- Bgas Gr.2 CertificateДокумент1 страницаBgas Gr.2 CertificateShanmuga NavaneethanОценок пока нет
- Asnt Level 1 Thermography Course ManualДокумент45 страницAsnt Level 1 Thermography Course Manualchitturi jagadish100% (1)
- Personnel Qualification Record ListДокумент1 страницаPersonnel Qualification Record ListShanmuga NavaneethanОценок пока нет
- Material Grades ChartДокумент2 страницыMaterial Grades ChartShanmuga NavaneethanОценок пока нет
- Petronics - Musafah-AbudhabiДокумент1 страницаPetronics - Musafah-AbudhabiShanmuga NavaneethanОценок пока нет
- NDE Personnel QualificationДокумент316 страницNDE Personnel QualificationShanmuga Navaneethan100% (1)
- Piping QC PocketBook Navaneethan SundaramДокумент25 страницPiping QC PocketBook Navaneethan SundaramShanmuga NavaneethanОценок пока нет
- Positive ParentingДокумент31 страницаPositive ParentingShanmuga NavaneethanОценок пока нет
- Welding Master Piece Hand Written VishaljiДокумент61 страницаWelding Master Piece Hand Written VishaljiShanmuga NavaneethanОценок пока нет
- NDT-Acceptance Various CodesДокумент17 страницNDT-Acceptance Various CodesShanmuga NavaneethanОценок пока нет
- UT - L2 For L3 ExamДокумент139 страницUT - L2 For L3 ExamShanmuga Navaneethan0% (1)
- RT-Procedure-Native File - For Easy Edit Urgent Doc Submission PurposeДокумент19 страницRT-Procedure-Native File - For Easy Edit Urgent Doc Submission PurposeShanmuga NavaneethanОценок пока нет
- Asnt India Section Yearbook 2020Документ37 страницAsnt India Section Yearbook 2020Shanmuga NavaneethanОценок пока нет
- SNT-TC-1A 2020 ChangesДокумент33 страницыSNT-TC-1A 2020 ChangesShanmuga Navaneethan100% (5)
- Cold Bending of 3LPP-Flowline PipesДокумент2 страницыCold Bending of 3LPP-Flowline PipesShanmuga NavaneethanОценок пока нет
- Api 510 MCQДокумент126 страницApi 510 MCQShanmuga Navaneethan100% (1)
- BGAS-MCQ-Exam QuestionsДокумент11 страницBGAS-MCQ-Exam QuestionsShanmuga Navaneethan100% (5)
- TWI Specification CSWIP 3.2 PDFДокумент27 страницTWI Specification CSWIP 3.2 PDFKhalilahmad Khatri100% (2)
- CSWIP TWI - Latest NotesДокумент115 страницCSWIP TWI - Latest NotesShanmuga Navaneethan100% (1)
- IWE-Welding Inspection BookДокумент540 страницIWE-Welding Inspection BookShanmuga NavaneethanОценок пока нет
- Ig 100Документ16 страницIg 100Rhoderic Radomes JrОценок пока нет
- Boq CME Asrama Putra Angga Tama Rev.1Документ3 страницыBoq CME Asrama Putra Angga Tama Rev.1Cindy Marcell100% (1)
- Hardness of Tempered Martensite in Carbon and Low-Alloy SteelsДокумент11 страницHardness of Tempered Martensite in Carbon and Low-Alloy Steelsjose antonio100% (1)
- ACABAMENTO FINO WZH 21 204 72dpi enДокумент112 страницACABAMENTO FINO WZH 21 204 72dpi enToniase Guimaraes BarrosОценок пока нет
- B39-79 (2013) Standard Specification For NickelДокумент3 страницыB39-79 (2013) Standard Specification For NickeldcardonasterОценок пока нет
- Crucible Dictionary German-Chinese-EnglishДокумент13 страницCrucible Dictionary German-Chinese-EnglishOliver FischerОценок пока нет
- Astm A479Документ8 страницAstm A479Orlando Rojas100% (3)
- Forging A Cold Chisel WorksheetДокумент2 страницыForging A Cold Chisel WorksheetdaveОценок пока нет
- Loading ArmДокумент6 страницLoading ArmSardar ShahnawazОценок пока нет
- Zener - Fire Fighting BrochureДокумент19 страницZener - Fire Fighting BrochureRama Lakshmi Saradhi100% (1)
- A790 PDFДокумент2 страницыA790 PDFrizairawan09Оценок пока нет
- Chemistry Module Form 4Документ32 страницыChemistry Module Form 4mohd faisol100% (3)
- Sept 12 Zirconium Clad Vessel PresentationДокумент19 страницSept 12 Zirconium Clad Vessel PresentationPapaeng ChantakaewОценок пока нет
- Equations:: TH TH TH THДокумент6 страницEquations:: TH TH TH THwithraviОценок пока нет
- CementДокумент18 страницCementmmmaaarrrОценок пока нет
- Class Viii Week 6 Lesson 3Документ12 страницClass Viii Week 6 Lesson 3Mahrukh JawedОценок пока нет
- MD Pinoybix 900Документ961 страницаMD Pinoybix 900Stephen TabiarОценок пока нет
- ImperialДокумент6 страницImperialVinoth ShankarОценок пока нет
- Discussion MoldingДокумент4 страницыDiscussion MoldingNur' Ayuni100% (1)
- Custom Tariff PDFДокумент1 488 страницCustom Tariff PDFTyfun Rizkidina P.Оценок пока нет
- Interview Type Question Manufacturing PDFДокумент4 страницыInterview Type Question Manufacturing PDFSourav KayalОценок пока нет
- Elkem Poster For Ductile Iron PDFДокумент1 страницаElkem Poster For Ductile Iron PDFvivek1312100% (4)
- The Iron AgeДокумент22 страницыThe Iron AgeJeff SzuchmanОценок пока нет
- DD 10Документ9 страницDD 10joОценок пока нет
- Din 7992-2010Документ9 страницDin 7992-2010Vinicio SelleriОценок пока нет
- Hand Cups h1102Документ12 страницHand Cups h1102Kamlesh DalavadiОценок пока нет
- Project 3 Angle Clamp Assembly: Autodesk Inventor Professional 2021 For Designers Projects Project 3Документ14 страницProject 3 Angle Clamp Assembly: Autodesk Inventor Professional 2021 For Designers Projects Project 3Vn BijumonОценок пока нет
- Power Cable Data SheetДокумент11 страницPower Cable Data SheetFaty BercasioОценок пока нет
- Interior Partition Wire MeshДокумент9 страницInterior Partition Wire MeshKağan ZorluoğluОценок пока нет
- Recent Advances in Sand CastingДокумент25 страницRecent Advances in Sand Casting9591007896Оценок пока нет