Вам также может понравиться
- Fire and Gas Systems Handbook - KenexisДокумент202 страницыFire and Gas Systems Handbook - KenexisardiyantoОценок пока нет
- Space Pressurization Concept PracticeДокумент23 страницыSpace Pressurization Concept PracticeADsupermanОценок пока нет
- Australian/New Zealand Standard: Classification of Hazardous Areas Part 3.1: Examples of Area Classification-GeneralДокумент7 страницAustralian/New Zealand Standard: Classification of Hazardous Areas Part 3.1: Examples of Area Classification-Generalmuneeb.irfan98730% (1)
- Australian/New Zealand Standard: Classification of Hazardous Areas Part 3.1: Examples of Area Classification-GeneralДокумент7 страницAustralian/New Zealand Standard: Classification of Hazardous Areas Part 3.1: Examples of Area Classification-Generalmuneeb.irfan98730% (1)
- Features of Field Control Station Hardware: KATO Eiji Nakamoto Eiji MATSUDA ToshihikoДокумент4 страницыFeatures of Field Control Station Hardware: KATO Eiji Nakamoto Eiji MATSUDA Toshihikomuneeb.irfan9873Оценок пока нет
- 2 Sealing Requirements April 2010Документ6 страниц2 Sealing Requirements April 2010muneeb.irfan9873Оценок пока нет
- Epc ChecklistДокумент181 страницаEpc Checklistrezarea100% (16)
- Ansi Isa 101-01-2015 Toc ExcerptДокумент9 страницAnsi Isa 101-01-2015 Toc Excerptmuneeb.irfan9873Оценок пока нет
- Design Control RoomДокумент7 страницDesign Control Roomwq22030202Оценок пока нет
- 9davis Et Al PaperДокумент18 страниц9davis Et Al Paperuserscribd2011Оценок пока нет
- Analog IO ModulesДокумент22 страницыAnalog IO Modulesmuneeb.irfan9873Оценок пока нет
- AutoCAD Commands 1 PDFДокумент6 страницAutoCAD Commands 1 PDFAlvin YanglayОценок пока нет
- Afp-400 Inst Prog ManualДокумент40 страницAfp-400 Inst Prog Manualmuneeb.irfan9873Оценок пока нет
- NEC - NFPA 496 Three Types of Purge (X-Y-Z)Документ1 страницаNEC - NFPA 496 Three Types of Purge (X-Y-Z)채원종Оценок пока нет
- 2 Sealing Requirements April 2010Документ6 страниц2 Sealing Requirements April 2010muneeb.irfan9873Оценок пока нет
- 03 Fire Prevention Method Statement - LeithДокумент4 страницы03 Fire Prevention Method Statement - Leithmuneeb.irfan9873Оценок пока нет
- Terminal BlocksДокумент3 страницыTerminal Blocksmuneeb.irfan9873Оценок пока нет
- Cables (For FIO)Документ21 страницаCables (For FIO)muneeb.irfan9873Оценок пока нет
- 04.0 MocДокумент6 страниц04.0 MocHaitham NegmОценок пока нет
- Room Pressurization Control Application Guide - A6V10308401 - Us en PDFДокумент64 страницыRoom Pressurization Control Application Guide - A6V10308401 - Us en PDFKagitha TirumalaОценок пока нет
- Ethernet Communication ModuleДокумент11 страницEthernet Communication Modulemuneeb.irfan9873Оценок пока нет
- 4 Areal Klassificering I Olie Gas Petroleums Industrien Med DS EN 60079-10-1 Baseret På IP 15 PDFДокумент29 страниц4 Areal Klassificering I Olie Gas Petroleums Industrien Med DS EN 60079-10-1 Baseret På IP 15 PDFHakim Yahiaoui100% (1)
- Sonos Sounder - FIRE PDFДокумент1 страницаSonos Sounder - FIRE PDFmuneeb.irfan9873Оценок пока нет
- Formatted DBM Feb 27 PDFДокумент97 страницFormatted DBM Feb 27 PDFmuneeb.irfan9873Оценок пока нет
- Formatted DBM Feb 27 PDFДокумент97 страницFormatted DBM Feb 27 PDFmuneeb.irfan9873Оценок пока нет
- Diff Temp Ag Pc102-En-02 2010Документ8 страницDiff Temp Ag Pc102-En-02 2010muneeb.irfan9873Оценок пока нет
- HTTP Services - Bepress.com Cgi Viewcontent-20Документ5 страницHTTP Services - Bepress.com Cgi Viewcontent-20muneeb.irfan9873Оценок пока нет
- PART 2-A SIS Applications in BoilersДокумент29 страницPART 2-A SIS Applications in BoilersAdila AnbreenОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Automatic Bag Applicator: Haver RadimatДокумент12 страницAutomatic Bag Applicator: Haver Radimatnedim986Оценок пока нет
- Begin With Open Rail Desainer PDFДокумент10 страницBegin With Open Rail Desainer PDFArieОценок пока нет
- Integrar 430 AutopilotДокумент4 страницыIntegrar 430 Autopilotnelson vasquezОценок пока нет
- Ads PWR 001Документ4 страницыAds PWR 001TeJeS farioОценок пока нет
- SicmaДокумент8 страницSicmaCarli BraunОценок пока нет
- IRC5 Track Motion 3HEA800970 001Документ96 страницIRC5 Track Motion 3HEA800970 001martinimartiiniОценок пока нет
- Variants, Attributes, and Skus-Oh My!: Simple Instructions For Reaching The Emerald City of Ecommerce InventoryДокумент6 страницVariants, Attributes, and Skus-Oh My!: Simple Instructions For Reaching The Emerald City of Ecommerce InventoryJonathan ArmentorОценок пока нет
- Eio0000001766 00Документ42 страницыEio0000001766 00mhafizanОценок пока нет
- Digitalisation, Robotics & Automation: National Competition OnДокумент1 страницаDigitalisation, Robotics & Automation: National Competition OnNarendranОценок пока нет
- Automation Solutions For Hydropower PlantsДокумент20 страницAutomation Solutions For Hydropower PlantsyeferdalОценок пока нет
- Juniper - Partner SupportДокумент6 страницJuniper - Partner SupporttnhphuongОценок пока нет
- Ecostruxure Control Expert With Topology ManagerДокумент11 страницEcostruxure Control Expert With Topology Managerharold_anilloОценок пока нет
- Neural Machine Translation and Artificial Intelligence: What Is Left For The Human Translator?Документ141 страницаNeural Machine Translation and Artificial Intelligence: What Is Left For The Human Translator?Esraa EldadОценок пока нет
- Projects DocsДокумент8 страницProjects DocsAbhi ReddyОценок пока нет
- York Usa Pac 3 - 6.3 TRДокумент44 страницыYork Usa Pac 3 - 6.3 TRDANISHОценок пока нет
- Demo Script - Employee Central OverviewДокумент27 страницDemo Script - Employee Central Overviewxanhdo_abcxyz100% (1)
- Transformer Protection and Control RET615Документ60 страницTransformer Protection and Control RET615Himdad TahirОценок пока нет
- Production OperationsДокумент29 страницProduction OperationsNEGESA BEKUMAОценок пока нет
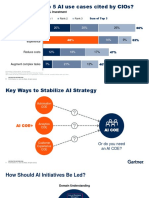
- Gartner - AI Use Cases, Implementation and AdoptionДокумент3 страницыGartner - AI Use Cases, Implementation and AdoptionMuriel PresnoОценок пока нет
- Sew General Catalogue PDFДокумент368 страницSew General Catalogue PDFDanilo SantosОценок пока нет
- World Class ManufacturingДокумент78 страницWorld Class ManufacturingRAJASREE SОценок пока нет
- InTech-221022-NOVDEC 2013 PDFДокумент60 страницInTech-221022-NOVDEC 2013 PDFizadi1979100% (1)
- Emami Cover Story - Insight SuccessДокумент4 страницыEmami Cover Story - Insight SuccessPrathamОценок пока нет
- Pid and Pide Getting Started Guide For Controllogix and CompactlogixДокумент14 страницPid and Pide Getting Started Guide For Controllogix and CompactlogixdroncanciomОценок пока нет
- Psychrometric ChartДокумент1 страницаPsychrometric ChartAhmad FikriОценок пока нет
- Report Lab 1 Air Cond X CompleteДокумент14 страницReport Lab 1 Air Cond X CompleteMuhammad Faez100% (2)
- Assignment Two: Dennis Wanyoike DIT-035-0022/2009 2/7/2010Документ8 страницAssignment Two: Dennis Wanyoike DIT-035-0022/2009 2/7/2010Dennis WanyoikeОценок пока нет
- Load BalancerДокумент10 страницLoad Balancerbjivani411Оценок пока нет
- Mauser-Titan r07 Titan Users ManualДокумент123 страницыMauser-Titan r07 Titan Users ManualOliver Quezada InostrozaОценок пока нет
- Office Automation Syllabus PDFДокумент2 страницыOffice Automation Syllabus PDFPeter50% (4)