Вам также может понравиться
- 10 Planificacion y Prueba de La Continuidad Del NegocioДокумент20 страниц10 Planificacion y Prueba de La Continuidad Del Negocioandres muñozОценок пока нет
- NT 34 Cargas en ElevaciónДокумент18 страницNT 34 Cargas en ElevaciónByron Marcelo Paez OlallaОценок пока нет
- Procedimiento Mantenimiento Cerramiento PerimetralДокумент15 страницProcedimiento Mantenimiento Cerramiento PerimetralMartha Bossio MendezОценок пока нет
- Gestión de Mantenimiento en Pymes Industriales PDFДокумент20 страницGestión de Mantenimiento en Pymes Industriales PDFJose R. NavasTorcatesОценок пока нет
- Gestión flotas transporteДокумент7 страницGestión flotas transporteIvonne R. ContrerasОценок пока нет
- Iso 31000 2018Документ41 страницаIso 31000 2018Ana BermudezОценок пока нет
- CelecДокумент40 страницCelecMirian NacipuchaОценок пока нет
- Normas de seguridad en el trabajo módulo de salud ocupacionalДокумент29 страницNormas de seguridad en el trabajo módulo de salud ocupacionalMonik VasquezОценок пока нет
- Evitar Las Crisis Empresariales, Gestión de Riesgos de Liquidez y MercadoДокумент15 страницEvitar Las Crisis Empresariales, Gestión de Riesgos de Liquidez y MercadoANGELITA STEPHANY BROCA GAMBOAОценок пока нет
- Trabajodeplaneacion HoyДокумент26 страницTrabajodeplaneacion HoyAntuan Ortega ArrietaОценок пока нет
- Indicadores de Gestion Clase5Документ10 страницIndicadores de Gestion Clase5Carlos Julio Castaneda BlancoОценок пока нет
- PSI-In-12 Conducción de Vehículos y Seguridad VialДокумент6 страницPSI-In-12 Conducción de Vehículos y Seguridad VialPaola CalderonОценок пока нет
- SSO-Auditoría-SG-SeguridadДокумент742 страницыSSO-Auditoría-SG-SeguridadLuis Gustavo Montes CastroОценок пока нет
- Iso 14224Документ56 страницIso 14224Edgar Santiago Gomez AguirreОценок пока нет
- Sistema DupontДокумент2 страницыSistema DupontGabiiiTah100% (1)
- Integracion de Sistema CAI en Sistema CCTVДокумент7 страницIntegracion de Sistema CAI en Sistema CCTVRafael Jhosept PeñaОценок пока нет
- HPortafolio IV - Indicadores de GestiónДокумент6 страницHPortafolio IV - Indicadores de GestiónJHENSENОценок пока нет
- Gestión flotas: optimiza logística con seguimiento GPSДокумент6 страницGestión flotas: optimiza logística con seguimiento GPSTrafico LedsaОценок пока нет
- Politicas SVДокумент4 страницыPoliticas SVHSEQCAROLINA BARRERA LEONОценок пока нет
- Modelo de Mejora Del Proceso de Mantenimiento Preventivo de AscensoresДокумент105 страницModelo de Mejora Del Proceso de Mantenimiento Preventivo de AscensoresIvan DumontОценок пока нет
- Estrategia Tactica y Practica Implementacion de Sistemas en Gestion de Activos Luis Alberto TilleriaДокумент39 страницEstrategia Tactica y Practica Implementacion de Sistemas en Gestion de Activos Luis Alberto TilleriaIvanRodriguezОценок пока нет
- PDF SeguridadДокумент13 страницPDF SeguridadbetoОценок пока нет
- Sistema de gestión de inventarios Trimble PerúДокумент106 страницSistema de gestión de inventarios Trimble PerúJorge ArcadioОценок пока нет
- Preventiva de Consumo de Alcohol y Drogas en ADASAДокумент9 страницPreventiva de Consumo de Alcohol y Drogas en ADASAGAMERPRO2.0 LOLОценок пока нет
- Plan de Contingencia InformaticaДокумент28 страницPlan de Contingencia InformaticaKarina Muñoz ArevaloОценок пока нет
- Problema 4Документ12 страницProblema 4heidylalocaОценок пока нет
- Caso Práctico Nancy 3Документ4 страницыCaso Práctico Nancy 3Nancy CifuentesОценок пока нет
- 03 AB MSC PR 20 006 02 Observaciones de Trabajo PDFДокумент15 страниц03 AB MSC PR 20 006 02 Observaciones de Trabajo PDFAnonymous YTiBI3P3tОценок пока нет
- Outsourcing de mantenimientoДокумент12 страницOutsourcing de mantenimientoNJunior LeónОценок пока нет
- Residencia 1ra RevisionДокумент66 страницResidencia 1ra RevisionEdgar MartinezОценок пока нет
- 193 - TTG - Diseño e Implementacion de Un Programa de Mantenimiento Preventivo para La Maquinaria de La Empresa Mejia Villegas Constructores S.A.Документ186 страниц193 - TTG - Diseño e Implementacion de Un Programa de Mantenimiento Preventivo para La Maquinaria de La Empresa Mejia Villegas Constructores S.A.Ana Martinez100% (1)
- Plan contingencia seguridad industrial UVM GdlДокумент11 страницPlan contingencia seguridad industrial UVM Gdlfeme_roux100% (1)
- Planificacion Del MantenimientoДокумент35 страницPlanificacion Del Mantenimientojoseflores888Оценок пока нет
- Políticas Respecto A La Disciplina y Las Medidas DisciplinariasДокумент2 страницыPolíticas Respecto A La Disciplina y Las Medidas Disciplinariasjcmn110Оценок пока нет
- Indicadores de Gestion PresentacionДокумент51 страницаIndicadores de Gestion PresentacionBlanca Mireya Tovar OrtegaОценок пока нет
- Manual Del Guarda V5.Документ5 страницManual Del Guarda V5.Amarilis arboleda menaОценок пока нет
- Metodologá JITДокумент2 страницыMetodologá JITLau GuerreroОценок пока нет
- Indicadores de Gestion MBДокумент86 страницIndicadores de Gestion MBjhonantan PeñaОценок пока нет
- Objetivos de Un Sistema CCTVДокумент4 страницыObjetivos de Un Sistema CCTVEl Librero Recolector100% (1)
- Control de PerdidasДокумент93 страницыControl de PerdidasCiaAndina67% (3)
- Codigo de Etica MecatronicaДокумент7 страницCodigo de Etica MecatronicaSamuel Camacho MirandaОценок пока нет
- Investigacion Programas Prev - ConsumoДокумент11 страницInvestigacion Programas Prev - Consumoanon_201050587Оценок пока нет
- Imss Manual de Procedimientos para Revision de VolumenesДокумент53 страницыImss Manual de Procedimientos para Revision de Volumenespaulocdadog5Оценок пока нет
- Modificación matrícula académicaДокумент2 страницыModificación matrícula académicaMayte Barajas CortesОценок пока нет
- Mantenimiento Productivo TotalДокумент55 страницMantenimiento Productivo TotalSalvador Deyvi RojasОценок пока нет
- 2 PPT InacapДокумент45 страниц2 PPT InacapDavid MoscosoОценок пока нет
- Evaluación ergonómica puestos trabajo softwareДокумент6 страницEvaluación ergonómica puestos trabajo softwarefabiansito83Оценок пока нет
- MP Software para Gestion de ManttoДокумент13 страницMP Software para Gestion de ManttoGakeer SaesОценок пока нет
- NMX CC 39001 Imnc 2019Документ48 страницNMX CC 39001 Imnc 2019laura.isela.arballoОценок пока нет
- Kpi Vs Benkhmarking PDFДокумент14 страницKpi Vs Benkhmarking PDFAbner VillanuevaОценок пока нет
- ADMINISTRACIÓN ESTRATÉGICA (Presentacion)Документ14 страницADMINISTRACIÓN ESTRATÉGICA (Presentacion)Leonardo ParraОценок пока нет
- Petróleo en la Altillanura: caso Pacific en ColombiaДокумент164 страницыPetróleo en la Altillanura: caso Pacific en Colombiajuan sebastianОценок пока нет
- Eliminar valor no agregado en mantenimientoДокумент5 страницEliminar valor no agregado en mantenimientoDiego AlejandroОценок пока нет
- Instituto Tecnologico de Morelia InformeДокумент69 страницInstituto Tecnologico de Morelia InformeAldoОценок пока нет
- Actualización Del PGIRS 2015 - 2027 Pereira PDFДокумент190 страницActualización Del PGIRS 2015 - 2027 Pereira PDFPaola NmzОценок пока нет
- CRINI Tecnicas 5S Kaizen Calidad, Productividad y Seguridad LaboralДокумент97 страницCRINI Tecnicas 5S Kaizen Calidad, Productividad y Seguridad LaboralMarcos David Briones CedeñoОценок пока нет
- Buenas Practicas Operacionales Con La Norma PAS 55 - IsO 55000 Asset ManagementДокумент27 страницBuenas Practicas Operacionales Con La Norma PAS 55 - IsO 55000 Asset ManagementJulio MendezОценок пока нет
- Hoja de Mantto Sopladora PlastimacДокумент7 страницHoja de Mantto Sopladora PlastimacSeVictor Rudas CajaОценок пока нет
- T-01-02-GL Mantenimiento de Bomba de AguaДокумент42 страницыT-01-02-GL Mantenimiento de Bomba de AguaJoelcito Pillco AlarconОценок пока нет
- Actualizacion de Los AMEF de Procesos de Ensamblaje Del Area de Carroceria Presentacion ModificadoДокумент40 страницActualizacion de Los AMEF de Procesos de Ensamblaje Del Area de Carroceria Presentacion ModificadoJesus Rojo Angola100% (2)
- CapacidadДокумент6 страницCapacidadnepokiniОценок пока нет
- Trabajo Práctico Nº12ºCuatrimestre 2009Документ1 страницаTrabajo Práctico Nº12ºCuatrimestre 2009nepokiniОценок пока нет
- 3-02-La Planificacion en Argentina Hasta 1968Документ27 страниц3-02-La Planificacion en Argentina Hasta 1968nepokiniОценок пока нет
- Dafo EolicaДокумент10 страницDafo Eolicayamile100% (1)
- Resumen Primer Parcial de AdministraciónДокумент12 страницResumen Primer Parcial de AdministraciónnepokiniОценок пока нет
- Club de AmigosДокумент8 страницClub de AmigosnepokiniОценок пока нет
- Ejercicio El Puentecito FinalДокумент28 страницEjercicio El Puentecito FinalnepokiniОценок пока нет
- Cronogramadelcurso Segundo Cuatrimestre 2009Документ1 страницаCronogramadelcurso Segundo Cuatrimestre 2009nepokiniОценок пока нет
- Cronogramadelcurso Segundo Cuatrimestre 2009Документ1 страницаCronogramadelcurso Segundo Cuatrimestre 2009nepokiniОценок пока нет
- Introduccion A La Macro Eco No Mia Argentina Parte IДокумент67 страницIntroduccion A La Macro Eco No Mia Argentina Parte IateneaxОценок пока нет
- Planeamiento A Largo Plazo - Serra - El Nuevo Juego de Los NegociosДокумент22 страницыPlaneamiento A Largo Plazo - Serra - El Nuevo Juego de Los Negociosluanda_laОценок пока нет
- (Deluxe) Civil (Borda Resumen)Документ90 страниц(Deluxe) Civil (Borda Resumen)alpchino100% (2)
- Msds AluminioДокумент2 страницыMsds Aluminioruben_hugo_fernandezОценок пока нет
- Compuestos BinariosДокумент3 страницыCompuestos BinariosWagner FernandoОценок пока нет
- Triptico InorganicaДокумент3 страницыTriptico InorganicaAlonso Benitez FeriaОценок пока нет
- Presentacion 4 Diseño A Flexion de Vigas y RecubrimientosДокумент36 страницPresentacion 4 Diseño A Flexion de Vigas y RecubrimientosYanCarlos Brenes NОценок пока нет
- Válvulas-Control Automatico PDFДокумент93 страницыVálvulas-Control Automatico PDFBertha LópezОценок пока нет
- Carga Unitaria - ArmadurasДокумент4 страницыCarga Unitaria - ArmadurasGeroge VanegasОценок пока нет
- Restauracion Ivcr Falcon Pedrero Cullera WДокумент2 страницыRestauracion Ivcr Falcon Pedrero Cullera WJaime Mujica SallesОценок пока нет
- Auropoxi 430Документ3 страницыAuropoxi 430JosueAlvarado100% (4)
- Aceros MaragingДокумент15 страницAceros MaragingMartín SosaОценок пока нет
- Estructuras-acero-ingeniería-fabricación-montajeДокумент4 страницыEstructuras-acero-ingeniería-fabricación-montajeAugusto CesarОценок пока нет
- AnimegoVol2 (08 10)Документ109 страницAnimegoVol2 (08 10)Konif Vargas RuizОценок пока нет
- Practica 2 - Resistencia de Materiales-Deformacion-ley de Hokee e Hiperestaticos - Carlos Joo - 2015Документ8 страницPractica 2 - Resistencia de Materiales-Deformacion-ley de Hokee e Hiperestaticos - Carlos Joo - 2015Carlos Eduardo Joo GarcíaОценок пока нет
- Juego de Los Cuadritos Tabla PeriodicaДокумент3 страницыJuego de Los Cuadritos Tabla Periodicamanueklito100% (2)
- ACEROS PARA HERRAMIENTA: CLASIFICACIÓN Y APLICACIONESДокумент30 страницACEROS PARA HERRAMIENTA: CLASIFICACIÓN Y APLICACIONESLuis Angel Baca GarciaОценок пока нет
- Examen SoldaduraДокумент75 страницExamen SoldaduraPedro Padilla20% (5)
- Tabla de AcerosДокумент137 страницTabla de AcerosValeria Davila100% (1)
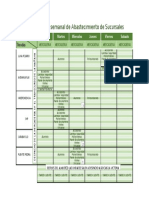
- Abastecimiento A SucursalesДокумент1 страницаAbastecimiento A SucursalesJob RosalesОценок пока нет
- Tipos de NomenclaturaДокумент11 страницTipos de NomenclaturaMichelle CattОценок пока нет
- Taller de MaterialesДокумент5 страницTaller de MaterialesDiana OstosОценок пока нет
- SWZ31 0316 ES WebДокумент48 страницSWZ31 0316 ES WebHERRAPROОценок пока нет
- Varillas Corrugadas y Lisas de Acero Al Carbono Laminadas en Caliente para Hormigon Armado RequisitosДокумент3 страницыVarillas Corrugadas y Lisas de Acero Al Carbono Laminadas en Caliente para Hormigon Armado RequisitosAnthony FrancoОценок пока нет
- Actividad Unidad 1 - Semana 1 - Concepto de Diseño y Forma FormaДокумент5 страницActividad Unidad 1 - Semana 1 - Concepto de Diseño y Forma FormaRingo AndresОценок пока нет
- Análisis microestructura metalesДокумент8 страницAnálisis microestructura metalesFABIAN VARGASОценок пока нет
- Almacenamiento y Transporte de SolidosДокумент5 страницAlmacenamiento y Transporte de SolidosBerenice Calderon100% (1)
- Requerimiento 04Документ1 страницаRequerimiento 04EDUARDO OCHOA ROCAОценок пока нет
- Brochure InamesaДокумент24 страницыBrochure InamesaDavidCanalesFarahОценок пока нет
- Fabricación de Puentes Tomando en Cuenta La AWS D1.5 Rev 2 PDFДокумент112 страницFabricación de Puentes Tomando en Cuenta La AWS D1.5 Rev 2 PDFsergioОценок пока нет
- Clasificación de DetonadoresДокумент7 страницClasificación de DetonadoresJemerson HinostrozaОценок пока нет
- Compuestos Binarios Con Oxígeno: Veamos Algunos Ejemplos Más de FormulaciónДокумент4 страницыCompuestos Binarios Con Oxígeno: Veamos Algunos Ejemplos Más de FormulaciónMiguel JimenezОценок пока нет