Вам также может понравиться
- 1 Design of Machine Tool DrivesДокумент23 страницы1 Design of Machine Tool DrivesFurkan Ahmad100% (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsОт EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsРейтинг: 4 из 5 звезд4/5 (1)
- 1 Design of Machine Tool DrivesДокумент23 страницы1 Design of Machine Tool DrivesFurkan AhmadОценок пока нет
- 1 Design of Machine Tool DrivesДокумент23 страницы1 Design of Machine Tool DrivesFurkan AhmadОценок пока нет
- Design of Bed Column and HousingДокумент18 страницDesign of Bed Column and HousingVishnu Prasad100% (2)
- Classification of Machine ToolsДокумент7 страницClassification of Machine ToolsglisoОценок пока нет
- Adaptive Design of Machine Tool GearboxesДокумент9 страницAdaptive Design of Machine Tool Gearboxesأحمد دعبسОценок пока нет
- Generation Motions of Machine Tools, Requirements of Machine Tools, Fundamental of Machine Tool DesignДокумент50 страницGeneration Motions of Machine Tools, Requirements of Machine Tools, Fundamental of Machine Tool DesignDeepan RajОценок пока нет
- Slide Ways of Machine ToolsДокумент42 страницыSlide Ways of Machine ToolsTousif RezaОценок пока нет
- Regulation of Speed and Feed RatesДокумент38 страницRegulation of Speed and Feed RatesSudipta Paul100% (7)
- General Principles of Machine Tool DesignДокумент16 страницGeneral Principles of Machine Tool DesignChiragJansari100% (1)
- Moog-Ball Screws Planetary Roller Screws-DatasheetДокумент2 страницыMoog-Ball Screws Planetary Roller Screws-DatasheetvaneaОценок пока нет
- Spur Gear Design ProcedureДокумент11 страницSpur Gear Design ProcedureRamji RaoОценок пока нет
- Imperial To Find:-: Telephone+44 (0) 1246268080 Fax +44 (0) 1246260003Документ13 страницImperial To Find:-: Telephone+44 (0) 1246268080 Fax +44 (0) 1246260003roger1231175100% (1)
- NPTEL - Design of Machine Elements 1Документ464 страницыNPTEL - Design of Machine Elements 1Hardik Gupta75% (8)
- Optimization of Surface Roughness Material Removal Rate and Cutting Tool Flank Wear in Turning Using Extended Taguchi Approach 3Документ127 страницOptimization of Surface Roughness Material Removal Rate and Cutting Tool Flank Wear in Turning Using Extended Taguchi Approach 3ଦିଲ୍ଲୀପ କୁମାର ମହାନ୍ତОценок пока нет
- Report - Hydraulic Pipe Bending MachineДокумент2 страницыReport - Hydraulic Pipe Bending MachinedhirajОценок пока нет
- Lecture-3 Tolerances and SurfacesДокумент56 страницLecture-3 Tolerances and SurfacesAswaja313Оценок пока нет
- Kinematics of Machine ToolsДокумент28 страницKinematics of Machine ToolsRohit Kaushik100% (6)
- Jigsfixtures Kuliah 1 Sesi Jun 2010Документ79 страницJigsfixtures Kuliah 1 Sesi Jun 2010JahazielОценок пока нет
- Mbeya University of Science and TechnologyДокумент37 страницMbeya University of Science and TechnologySadikiel100% (1)
- Machine Tool Design Lab ManualДокумент40 страницMachine Tool Design Lab ManualRohitGupta100% (2)
- Gear Box Design Assignment S2 2012Документ10 страницGear Box Design Assignment S2 2012Nang TruongОценок пока нет
- Milling Tool DesignДокумент18 страницMilling Tool DesignSiddharth DubeyОценок пока нет
- Design of Slideways For Wear ResistanceДокумент25 страницDesign of Slideways For Wear ResistanceShivam AgarwalОценок пока нет
- CNC of Machine ToolsДокумент16 страницCNC of Machine ToolsNirmalaThangaveluОценок пока нет
- Helical Gears ProjectДокумент42 страницыHelical Gears ProjectRavi Tarun100% (1)
- Manufacturing of Spur Gear: Aim of The ExperimentДокумент5 страницManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaОценок пока нет
- 1.machine Tool Design Assignment 2017Документ6 страниц1.machine Tool Design Assignment 2017Charles OndiekiОценок пока нет
- Unit I DME II Spur Gears by Sachin DhavaneДокумент63 страницыUnit I DME II Spur Gears by Sachin DhavaneSachiin Dhavane100% (1)
- Module IV: Gears and Gear TrainsДокумент38 страницModule IV: Gears and Gear TrainsSuraj VinayОценок пока нет
- Chapter 2-Belt Drive SystemДокумент29 страницChapter 2-Belt Drive SystemDanielRao100% (1)
- 3-2-1 Principle Used For Jig and Fixture Locating MethodДокумент3 страницы3-2-1 Principle Used For Jig and Fixture Locating MethodrlwersalОценок пока нет
- Spline Design Using KISSSoftДокумент8 страницSpline Design Using KISSSoftAllan John Sala Limson0% (1)
- Gear ShavingДокумент6 страницGear ShavingRuchira Chanda InduОценок пока нет
- Grinding MachineДокумент22 страницыGrinding MachineImGlobalCitizenОценок пока нет
- MP II - Lecture 3 - Thread and Gear ManufacturingДокумент57 страницMP II - Lecture 3 - Thread and Gear ManufacturingArif Hossain100% (1)
- CNC Turning CentreДокумент10 страницCNC Turning CentreArun100% (1)
- Jigs - and Fixtures PDFДокумент29 страницJigs - and Fixtures PDFNiel Cool100% (1)
- Limits and FitsДокумент6 страницLimits and Fitscamohunter71Оценок пока нет
- Lecture 3 Introduction To Machine Tool Drives and MechanismsДокумент59 страницLecture 3 Introduction To Machine Tool Drives and Mechanismskhalil alhatab100% (1)
- Gear ManufacturingДокумент31 страницаGear Manufacturingvinu1175Оценок пока нет
- Design of Belts & PulleysДокумент40 страницDesign of Belts & PulleysManoj ChepeОценок пока нет
- GD&T Position TolДокумент204 страницыGD&T Position Toldramilt100% (2)
- Shaper and PlannerДокумент33 страницыShaper and PlannerCody Lee100% (1)
- Study of Power Transmission DevicesДокумент11 страницStudy of Power Transmission Devices01parthОценок пока нет
- Form Design of Castings and WeldmentsДокумент38 страницForm Design of Castings and WeldmentsAnonymous UEAa6FX60% (10)
- UNIT-2 Design of Spur GearДокумент56 страницUNIT-2 Design of Spur GearMarthandeОценок пока нет
- Design and Selection of HobsДокумент2 страницыDesign and Selection of HobsFrancisco ArévaloОценок пока нет
- CuñaДокумент20 страницCuñaJulian Granados RicoОценок пока нет
- Power SawДокумент5 страницPower SawGodfrey Matii100% (1)
- UNIT-1 Locating and Clamping: S.Dharani KumarДокумент86 страницUNIT-1 Locating and Clamping: S.Dharani KumarSaivineeth Gampa100% (1)
- Spur Gears - SlidesДокумент45 страницSpur Gears - SlidesKim Jeff BeringuelОценок пока нет
- Design of Machine Elements - Ebook - 03112015 - 063217AM PDFДокумент205 страницDesign of Machine Elements - Ebook - 03112015 - 063217AM PDFArjun ChandraОценок пока нет
- Machine Design Project IIДокумент5 страницMachine Design Project IIYigremachew bizualew AyenewОценок пока нет
- Element of CNC MachinesДокумент63 страницыElement of CNC MachinesmahavircОценок пока нет
- High Speed Spindle Design and ConstructionДокумент13 страницHigh Speed Spindle Design and ConstructionSahil KumarОценок пока нет
- Ball Traction Drive - FinalДокумент46 страницBall Traction Drive - FinalTejas Shete0% (1)
- Kassahun Tadess GeerboxДокумент16 страницKassahun Tadess Geerboxabubekery61Оценок пока нет
- File Work of IRHRMДокумент1 страницаFile Work of IRHRMOnkar KakadОценок пока нет
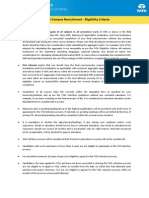
- TCS Eligibility CriteriaДокумент1 страницаTCS Eligibility CriteriaOnkar KakadОценок пока нет
- Foundations of Engineering EconomyДокумент5 страницFoundations of Engineering EconomyOnkar KakadОценок пока нет
- Metal Forming ProcessesДокумент40 страницMetal Forming ProcessesRyat AtmadjaОценок пока нет
- A Machine Tool GearboxДокумент2 страницыA Machine Tool GearboxSanket ShahОценок пока нет
- 8085 Microprocessor Based DC Motor Speed Control SystemДокумент4 страницы8085 Microprocessor Based DC Motor Speed Control SystemOnkar KakadОценок пока нет
- FM HydraulicsДокумент4 страницыFM HydraulicsOnkar KakadОценок пока нет
- Beam Element in FEM/FEAДокумент24 страницыBeam Element in FEM/FEAOnkar KakadОценок пока нет
- Machine Tool Design - SEM-6-Production EngineeringДокумент2 страницыMachine Tool Design - SEM-6-Production EngineeringOnkar KakadОценок пока нет
- Design of Jigs and FixturesДокумент7 страницDesign of Jigs and FixturesOnkar KakadОценок пока нет
- 18/28/38P Series: High Pressure FiltersДокумент8 страниц18/28/38P Series: High Pressure FiltersChris BanksОценок пока нет
- Micron User GuideДокумент57 страницMicron User GuidetaliamatОценок пока нет
- 3bse046133 Vip ExtenДокумент69 страниц3bse046133 Vip ExtenSakhawat Hossain RonyОценок пока нет
- EEPROM - m24c64-w PDFДокумент38 страницEEPROM - m24c64-w PDFLodewyk KleynhansОценок пока нет
- Manual Modbus InfoДокумент69 страницManual Modbus InfoGilberto Alejandro Tun BritoОценок пока нет
- VHF Marine Transcever: S-14414XZ-C1 Nov. 2007Документ36 страницVHF Marine Transcever: S-14414XZ-C1 Nov. 2007Jadi Purwono0% (1)
- ASME Fittings StandardДокумент44 страницыASME Fittings Standardnaruto256100% (1)
- PQMДокумент32 страницыPQMJun KhoОценок пока нет
- Lenovo Ideapad S145-15iil LCFC Nm-c711 Gs44d Gs54dДокумент60 страницLenovo Ideapad S145-15iil LCFC Nm-c711 Gs44d Gs54dJulián ToméОценок пока нет
- Rheoplus Software: Instruction ManualДокумент106 страницRheoplus Software: Instruction Manualnirapa007Оценок пока нет
- Atlas Copco - Scooptram ST18 (18t) PDFДокумент4 страницыAtlas Copco - Scooptram ST18 (18t) PDFДмитрий АсташонокОценок пока нет
- How To Improve Your Self-Control - PsyBlogДокумент117 страницHow To Improve Your Self-Control - PsyBlogShree KrishnaОценок пока нет
- TIJ BK640 Ink Data SheetДокумент2 страницыTIJ BK640 Ink Data SheetYsabel Cristina Yaguaracuto TorrealbaОценок пока нет
- C Chap08Документ25 страницC Chap08Srinidhi UpadhyaОценок пока нет
- Openvswitch - Brezular's Technical BlogДокумент48 страницOpenvswitch - Brezular's Technical BlogbrandonОценок пока нет
- Iso 9001 Implementation WorkplanДокумент9 страницIso 9001 Implementation WorkplanSAОценок пока нет
- Vu-Ngoc Minh W5Документ3 страницыVu-Ngoc Minh W5Ngọc MinhОценок пока нет
- SOA Enterprise Deployment GuideДокумент450 страницSOA Enterprise Deployment GuidegisharoyОценок пока нет
- As 2129-2000 Flanges For Pipes Valves and FittingsДокумент7 страницAs 2129-2000 Flanges For Pipes Valves and FittingsSAI Global - APACОценок пока нет
- Learning PandasДокумент171 страницаLearning PandasMadhu MandavaОценок пока нет
- Mqseries: - Infrastructure Team - Websphere MQ OverviewДокумент50 страницMqseries: - Infrastructure Team - Websphere MQ Overviewnandoooo86100% (1)
- Gap Analysis of Multispecialty Hospital in Bahadurgarh As Per NABH NormsДокумент1 страницаGap Analysis of Multispecialty Hospital in Bahadurgarh As Per NABH NormsSanjeev ChouguleОценок пока нет
- PD Cen TR 12401-2009Документ14 страницPD Cen TR 12401-2009serkandmОценок пока нет
- CGC Construction Handbook Ch9 Acoustical Ceiling Design and Application Can en PDFДокумент26 страницCGC Construction Handbook Ch9 Acoustical Ceiling Design and Application Can en PDFKeri Gobin SamarooОценок пока нет
- PEGA Session NotesДокумент2 страницыPEGA Session Notesahrenus DОценок пока нет
- ST100 Series Complete Manual (06EN003400a)Документ54 страницыST100 Series Complete Manual (06EN003400a)negrinОценок пока нет
- Pressure Test / Leakage Test Quality Control Check Sheet: Project Name & No. Main Contractor MEP ContractorДокумент1 страницаPressure Test / Leakage Test Quality Control Check Sheet: Project Name & No. Main Contractor MEP ContractorJIJU100% (1)
- 6.1.1.1 Video Tutorial - The Purpose of QoSДокумент1 страница6.1.1.1 Video Tutorial - The Purpose of QoSCao Chi KienОценок пока нет
- STD-7230 User S ManualДокумент28 страницSTD-7230 User S Manualrifqi sutrisnoОценок пока нет
- IPA 48S User Manual V1.1Документ50 страницIPA 48S User Manual V1.1ivoroОценок пока нет
- Elevate and Dominate: 21 Ways to Win On and Off the FieldОт EverandElevate and Dominate: 21 Ways to Win On and Off the FieldРейтинг: 5 из 5 звезд5/5 (7)
- Crazy for the Storm: A Memoir of SurvivalОт EverandCrazy for the Storm: A Memoir of SurvivalРейтинг: 3.5 из 5 звезд3.5/5 (217)
- Becky Lynch: The Man: Not Your Average Average GirlОт EverandBecky Lynch: The Man: Not Your Average Average GirlРейтинг: 4.5 из 5 звезд4.5/5 (15)
- The Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsОт EverandThe Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsРейтинг: 4 из 5 звезд4/5 (49)
- Peak: The New Science of Athletic Performance That is Revolutionizing SportsОт EverandPeak: The New Science of Athletic Performance That is Revolutionizing SportsРейтинг: 5 из 5 звезд5/5 (97)
- Welcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthОт EverandWelcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthРейтинг: 4 из 5 звезд4/5 (59)
- Life Is Not an Accident: A Memoir of ReinventionОт EverandLife Is Not an Accident: A Memoir of ReinventionРейтинг: 3.5 из 5 звезд3.5/5 (7)
- What Winners Won't Tell You: Lessons from a Legendary DefenderОт EverandWhat Winners Won't Tell You: Lessons from a Legendary DefenderРейтинг: 4.5 из 5 звезд4.5/5 (7)
- Badasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersОт EverandBadasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersРейтинг: 4 из 5 звезд4/5 (15)
- Bloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyОт EverandBloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyРейтинг: 4 из 5 звезд4/5 (8)
- Survive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveОт EverandSurvive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveОценок пока нет
- Body Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialОт EverandBody Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialРейтинг: 4 из 5 звезд4/5 (2)
- The Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItОт EverandThe Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItОценок пока нет
- The Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerОт EverandThe Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerРейтинг: 4 из 5 звезд4/5 (23)
- The Rise of Superman: Decoding the Science of Ultimate Human PerformanceОт EverandThe Rise of Superman: Decoding the Science of Ultimate Human PerformanceРейтинг: 4.5 из 5 звезд4.5/5 (194)
- The Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsОт EverandThe Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsОценок пока нет
- Can't Nothing Bring Me Down: Chasing Myself in the Race Against TimeОт EverandCan't Nothing Bring Me Down: Chasing Myself in the Race Against TimeРейтинг: 4 из 5 звезд4/5 (1)
- Patriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionОт EverandPatriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionРейтинг: 3.5 из 5 звезд3.5/5 (30)
- The Truth About Aaron: My Journey to Understand My BrotherОт EverandThe Truth About Aaron: My Journey to Understand My BrotherОценок пока нет
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerОт EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerРейтинг: 4.5 из 5 звезд4.5/5 (54)
- 438 Days: An Extraordinary True Story of Survival at SeaОт Everand438 Days: An Extraordinary True Story of Survival at SeaРейтинг: 4.5 из 5 звезд4.5/5 (189)
- Earnhardt Nation: The Full-Throttle Saga of NASCAR's First FamilyОт EverandEarnhardt Nation: The Full-Throttle Saga of NASCAR's First FamilyРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Strong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerОт EverandStrong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerРейтинг: 4 из 5 звезд4/5 (5)