Вам также может понравиться
- HRSG I&C Training ProgramДокумент106 страницHRSG I&C Training Programnardo antonio llanos matus100% (3)
- Circulating Fluidized Bed Boilers: Design and OperationsОт EverandCirculating Fluidized Bed Boilers: Design and OperationsРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОт EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОценок пока нет
- HRSG StartupДокумент19 страницHRSG Startuptpplant100% (1)
- Basic of Boiler and HRSG DesignДокумент183 страницыBasic of Boiler and HRSG Designvyrmanadd100% (1)
- HRSG Overview PDFДокумент36 страницHRSG Overview PDF55312714100% (6)
- HMBD IndicativeДокумент1 страницаHMBD Indicativeponmanikandan1Оценок пока нет
- Steam Generation from Biomass: Construction and Design of Large BoilersОт EverandSteam Generation from Biomass: Construction and Design of Large BoilersРейтинг: 4.5 из 5 звезд4.5/5 (8)
- Cmi - The View of The HRSG.Документ32 страницыCmi - The View of The HRSG.Pajoohesh100% (1)
- Analytical Procedures and Quality Assurance For Geothermal Water ChemistryДокумент229 страницAnalytical Procedures and Quality Assurance For Geothermal Water ChemistryPajoohesh100% (1)
- Heat Transfer - A Basic Approach - OzisikДокумент760 страницHeat Transfer - A Basic Approach - OzisikMaraParesque91% (33)
- Problems PDFДокумент9 страницProblems PDFEduarGelvezОценок пока нет
- Boiler Learning ModuleДокумент158 страницBoiler Learning ModuleMallinatha PNОценок пока нет
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversОт EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversРейтинг: 5 из 5 звезд5/5 (2)
- Retrofitting Duct Burners For CO ControlДокумент7 страницRetrofitting Duct Burners For CO ControlarjmandquestОценок пока нет
- Duct Firing SystemДокумент40 страницDuct Firing Systemrahul_choubey_9Оценок пока нет
- Boiler Hand Book PDFДокумент648 страницBoiler Hand Book PDFyousufali56Оценок пока нет
- Natural Circulation in BoilerДокумент9 страницNatural Circulation in BoilerSajjad AhmedОценок пока нет
- Ansaldo Energia AE94.2 Upgrading ProjectДокумент20 страницAnsaldo Energia AE94.2 Upgrading Projectvincent8295547100% (1)
- AFBC BoilerДокумент12 страницAFBC BoilerNaman Sharma0% (1)
- Fluidized Combustion PDFДокумент72 страницыFluidized Combustion PDFSuriyan ArifОценок пока нет
- Heat and Mass Balance Index: S.N. Topics Page NosДокумент50 страницHeat and Mass Balance Index: S.N. Topics Page NosRavi Satyapal100% (1)
- Circulating Fluidized Bed Boiler Optimization ControlДокумент84 страницыCirculating Fluidized Bed Boiler Optimization ControlAerox neoОценок пока нет
- HRSG 01 Basic DesignДокумент40 страницHRSG 01 Basic DesignPremadi SetyokoОценок пока нет
- Superheater Problems in Steam GeneratorsДокумент11 страницSuperheater Problems in Steam GeneratorsMarcus BaltesОценок пока нет
- Extraction Condensing Steam TurbineДокумент3 страницыExtraction Condensing Steam TurbineNaeemSiddiquiОценок пока нет
- Monitoring Update Defect UPDATEДокумент268 страницMonitoring Update Defect UPDATEGita RushenantoОценок пока нет
- Innovation For Boiler TubeДокумент2 страницыInnovation For Boiler TubemasgrahaОценок пока нет
- HRSG FundamentalsДокумент11 страницHRSG Fundamentalschatuusumitava100% (1)
- C1 CCPPДокумент109 страницC1 CCPPSubrahmanyan Edamana100% (1)
- Nooter Eriksen PresentationДокумент72 страницыNooter Eriksen Presentationahmadarya100% (4)
- Zeeco Burner Division DB SeriesДокумент6 страницZeeco Burner Division DB Series1mmahoneyОценок пока нет
- Heat Recovery Steam GeneratorДокумент69 страницHeat Recovery Steam GeneratorAayushi Agarwal100% (5)
- Deaerator in A Thermal Power PlantДокумент48 страницDeaerator in A Thermal Power PlantVivek Tiwari100% (1)
- CFBC Boiler CalculationДокумент5 страницCFBC Boiler Calculationabdul2wajidОценок пока нет
- HRSG StartupДокумент20 страницHRSG StartupKvvPrasad100% (1)
- performance test procedure 最终提交业主版 - 都利项目性能试验大纲(英文)2014-9-30 PDFДокумент36 страницperformance test procedure 最终提交业主版 - 都利项目性能试验大纲(英文)2014-9-30 PDFarunrajmech09100% (1)
- Sulphuric Acid PlantsДокумент16 страницSulphuric Acid PlantsSekar.SОценок пока нет
- MHPS TurbineДокумент20 страницMHPS Turbinesuzy100% (3)
- ME6701-Power Plant EngineeringДокумент16 страницME6701-Power Plant EngineeringNizam MAОценок пока нет
- Cold-Start Up of Coal Fired PowerplantsДокумент6 страницCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirОценок пока нет
- Basic Design of A Fluidized Bed Gasifier For Rice Husk PDFДокумент8 страницBasic Design of A Fluidized Bed Gasifier For Rice Husk PDFAnna Yunita SitompulОценок пока нет
- Wingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018Документ3 страницыWingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018parthi20065768Оценок пока нет
- Air HeaterДокумент48 страницAir HeaterPratik GanvitОценок пока нет
- CFBC Boiler Training ManualДокумент4 страницыCFBC Boiler Training ManualGusti Prasetyo Rendy AnggaraОценок пока нет
- Anti-Icing in Gas Turbines PDFДокумент133 страницыAnti-Icing in Gas Turbines PDFAbelio TavaresОценок пока нет
- CFBC OperationДокумент110 страницCFBC Operationmistryhardik89Оценок пока нет
- Chapter 4 HRSGДокумент39 страницChapter 4 HRSGGloria Del Carmen Muñoz100% (1)
- 90325.presentation (HRSG)Документ17 страниц90325.presentation (HRSG)Kumar Raja100% (2)
- Once Through BoilerДокумент9 страницOnce Through Boilerbhuvi_patu12Оценок пока нет
- DEC CFBC Boiler ManualДокумент104 страницыDEC CFBC Boiler Manualace-winnie100% (5)
- Types and Functions, Constructional Details,: Air Pre HeatersДокумент77 страницTypes and Functions, Constructional Details,: Air Pre HeatersBala VigneshОценок пока нет
- Bi-Drum Vs Single Drum - Research Paper 2Документ6 страницBi-Drum Vs Single Drum - Research Paper 2Parth Merchant100% (1)
- Gravimetric Feeder For Pulvurised FuelДокумент2 страницыGravimetric Feeder For Pulvurised FuelVijay KumarОценок пока нет
- Standard For Closed Feedwater HeatersДокумент80 страницStandard For Closed Feedwater Heatersrenoyabo100% (2)
- Title: Boiler No.:-PH0351 Page No. 1 of 22 Project: M/s Jacobs Netherlands BV A/c Schoonebeek Oil Field Redevelopment ProjectДокумент24 страницыTitle: Boiler No.:-PH0351 Page No. 1 of 22 Project: M/s Jacobs Netherlands BV A/c Schoonebeek Oil Field Redevelopment ProjectRamalingam PrabhakaranОценок пока нет
- CFBC BoilerДокумент7 страницCFBC Boilerkaruna346Оценок пока нет
- Bhel Mechanical Training ReportДокумент118 страницBhel Mechanical Training ReportNitish KumarОценок пока нет
- Steam Turbine-Document ListДокумент31 страницаSteam Turbine-Document Listoksa100% (1)
- Chemistry and Metallurgy: Second Revised and Enlarged EditionОт EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryОценок пока нет
- Detailed Energy Audit of Thermal Power Plant EquipmentДокумент22 страницыDetailed Energy Audit of Thermal Power Plant EquipmentPajooheshОценок пока нет
- Technical TermodynamicsДокумент8 страницTechnical TermodynamicsPajooheshОценок пока нет
- Pump and Pipe Sizing For A Solar WaterДокумент17 страницPump and Pipe Sizing For A Solar WaterPajooheshОценок пока нет
- Mitsubishi Power Systems AmericasДокумент22 страницыMitsubishi Power Systems AmericasPajooheshОценок пока нет
- Laboratory Vacuum PumpsДокумент40 страницLaboratory Vacuum PumpsPajooheshОценок пока нет
- Energy Performance Assessment of Boiler at P.S.S.K. LTDДокумент12 страницEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshОценок пока нет
- Collection of Geothermal Fluids For Chemical AnalysisДокумент17 страницCollection of Geothermal Fluids For Chemical AnalysisPajooheshОценок пока нет
- Developing Updated Performance Parameters For EPRI Heat Rate Improvement GuidelinesДокумент21 страницаDeveloping Updated Performance Parameters For EPRI Heat Rate Improvement GuidelinesPajoohesh100% (1)
- Application of GIS and Remote Sensing in Exploration and Environmental ManagementДокумент124 страницыApplication of GIS and Remote Sensing in Exploration and Environmental ManagementPajooheshОценок пока нет
- Tutorial - 05 - Excavation Settle 3DДокумент13 страницTutorial - 05 - Excavation Settle 3DAlejandro Camargo SanabriaОценок пока нет
- Component Modeling - HДокумент5 страницComponent Modeling - HVasu IyerОценок пока нет
- Noise and Vibration During CosntructionДокумент12 страницNoise and Vibration During Cosntructionpierre3101Оценок пока нет
- SQ Presentation 2021-r2Документ43 страницыSQ Presentation 2021-r2nadeem4ahmed-805026Оценок пока нет
- Circuiting Explained-Water Coils PDFДокумент2 страницыCircuiting Explained-Water Coils PDFFrancisОценок пока нет
- The Difference Between The Internet and World Wide WebДокумент3 страницыThe Difference Between The Internet and World Wide WebSonal Jain100% (1)
- Ball Mill SizingДокумент10 страницBall Mill Sizingvvananth100% (1)
- Adjusting Well Pump Pressure SwitchesДокумент1 страницаAdjusting Well Pump Pressure SwitchesD_D_76Оценок пока нет
- Justine J. Beroy: Career ObjectivesДокумент5 страницJustine J. Beroy: Career ObjectivesJustine BeroyОценок пока нет
- FL-02-01 PM SheetДокумент12 страницFL-02-01 PM SheetBikas SahaОценок пока нет
- Engine Maintenance PartsДокумент13 страницEngine Maintenance PartsSerkanAl100% (1)
- Advanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itДокумент16 страницAdvanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itHubert MoforОценок пока нет
- WT Lab ManualДокумент44 страницыWT Lab ManualVenkatanagasudheer Thummapudi100% (1)
- 2 Coagulation FlocculationДокумент26 страниц2 Coagulation FlocculationNurSyuhada AОценок пока нет
- 4.10) Arch Shaped Self Supporting Trussless Roof SpecificationsДокумент11 страниц4.10) Arch Shaped Self Supporting Trussless Roof Specificationshebh123100% (1)
- Bio-Sensors and Bio-Devices: Spring 2020Документ22 страницыBio-Sensors and Bio-Devices: Spring 2020barristertoto99 chanОценок пока нет
- Optimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanДокумент7 страницOptimasi Blending Pertalite Dengan Komponen Reformate Di PT. XYZ BalikpapanFrizki AkbarОценок пока нет
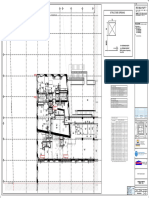
- 20105-AR-HOT-07-105-01 Rev 00Документ1 страница20105-AR-HOT-07-105-01 Rev 00Bahaa MohamedОценок пока нет
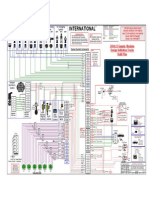
- Esquema Elétrico NGD 9.3Документ2 страницыEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- Web 2.0: Dynamic Web PagesДокумент12 страницWeb 2.0: Dynamic Web PagesAra PantaleonОценок пока нет
- 85GДокумент4 страницы85GBeny StephenОценок пока нет
- Online Examination System For AndroidДокумент7 страницOnline Examination System For AndroidSri Sai UniversityОценок пока нет
- Prospects For Alkaline Zero Gap Water Electrolysers For Hydrogen ProductionДокумент16 страницProspects For Alkaline Zero Gap Water Electrolysers For Hydrogen Productionkhan47pkОценок пока нет
- Cif Purge Plug Systems en 3Документ3 страницыCif Purge Plug Systems en 3abdeljalil elbadrОценок пока нет
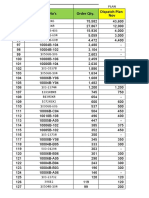
- Order Qty Vs Dispatch Plan - 04 11 20Документ13 страницOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPОценок пока нет
- Report On HACCP ManualДокумент72 страницыReport On HACCP ManualRizwan KhanОценок пока нет
- OoselabДокумент53 страницыOoselabHarshpreet KaurОценок пока нет
- Structured ProgrammingДокумент31 страницаStructured ProgrammingkakaboomОценок пока нет