Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Labour Productivity Chart in UaeДокумент11 страницLabour Productivity Chart in Uaegeorge israel50% (4)
- Factory Layout PDFДокумент17 страницFactory Layout PDFSyed MahirОценок пока нет
- Food Processing and ManufacturingДокумент35 страницFood Processing and ManufacturingAl ImranОценок пока нет
- SRB BlindadosДокумент28 страницSRB BlindadosLuisSilvaОценок пока нет
- Grinding FundamentalsДокумент49 страницGrinding FundamentalsanruloОценок пока нет
- Tamil IsoДокумент57 страницTamil IsoSuyash Kejriwal100% (1)
- Ship Unloader PDFДокумент7 страницShip Unloader PDFdony ramdhaniОценок пока нет
- Leading Tray TechnologyДокумент24 страницыLeading Tray Technologyachmad.Оценок пока нет
- PSP-06 (Blasting & Painting Procedure)Документ6 страницPSP-06 (Blasting & Painting Procedure)beruslee82% (11)
- Facility Decisions: Network Design in A Supply ChainДокумент35 страницFacility Decisions: Network Design in A Supply Chainmushtaque61Оценок пока нет
- Port Shipping Warehouse Business Develop Etc1Документ9 страницPort Shipping Warehouse Business Develop Etc1Subhankar MahapatraОценок пока нет
- Markplast Flow-30 PDFДокумент3 страницыMarkplast Flow-30 PDFNijjal ShresthaОценок пока нет
- Exhibitor List - IfEX 2017 & Cast India 2017Документ1 страницаExhibitor List - IfEX 2017 & Cast India 2017sentamil vigneshwaranОценок пока нет
- Estimating Building CostДокумент8 страницEstimating Building CostFREDIELABRADORОценок пока нет
- Tyre Derived FuelДокумент3 страницыTyre Derived FuelWhawam AswamedhikaОценок пока нет
- SCM-2013-Coordinated Product and Supply Chain Design-1.0Документ51 страницаSCM-2013-Coordinated Product and Supply Chain Design-1.0Hrishikesh MahapatraОценок пока нет
- Example Calculations: Example Calculation For A Single Strong-Bolt 2 Anchor Using SDДокумент2 страницыExample Calculations: Example Calculation For A Single Strong-Bolt 2 Anchor Using SDmordidomiОценок пока нет
- 14PHDME001 Advanced Manufacturing TechnologyДокумент2 страницы14PHDME001 Advanced Manufacturing TechnologyRing MasterОценок пока нет
- Strong Ceramic Foams From Polyurethane TemplatesДокумент5 страницStrong Ceramic Foams From Polyurethane TemplatesAnonymous TcHXxaVОценок пока нет
- Introduction To M & M SwarajДокумент21 страницаIntroduction To M & M SwarajRahul SainiОценок пока нет
- Indirect Labor Is Not A Component of Manufacturing OverheadДокумент5 страницIndirect Labor Is Not A Component of Manufacturing OverheadAmol Kothawade100% (1)
- Ceramic Insulator and Waste ManagementДокумент18 страницCeramic Insulator and Waste ManagementVerry HendrawanОценок пока нет
- Phase Transformations and Heat TreatmentДокумент76 страницPhase Transformations and Heat TreatmentJimmy HarvianОценок пока нет
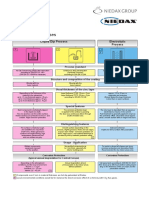
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessДокумент3 страницыGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaОценок пока нет
- Hydro Testing ProcedureДокумент12 страницHydro Testing ProcedureGaapchuОценок пока нет
- Unit 5 Welding ProcessДокумент57 страницUnit 5 Welding Processmahammad kamaluddeenОценок пока нет
- Brief Introduction of CNPC JPECДокумент42 страницыBrief Introduction of CNPC JPECMaria Fernanda Bonilla SalasОценок пока нет
- Chapter 5 (Simulation of Distillation Columns)Документ43 страницыChapter 5 (Simulation of Distillation Columns)AnaBelenMedranoBarrientosОценок пока нет
- BarillaДокумент22 страницыBarillaWeiwei ShaoОценок пока нет
- Asme Sa 213 Grade t92 TubesДокумент1 страницаAsme Sa 213 Grade t92 TubesFerroPipEОценок пока нет