Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
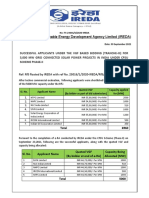
- Results of VGF Based Bidding (Tranche-Iii) For 5,000 MW Grid Connected Solar Power Projects in India Under Cpsu Scheme Phase-IiДокумент1 страницаResults of VGF Based Bidding (Tranche-Iii) For 5,000 MW Grid Connected Solar Power Projects in India Under Cpsu Scheme Phase-IiKopal ShrivastavaОценок пока нет
- CHAPTER 1 Solar Powered Power BankДокумент9 страницCHAPTER 1 Solar Powered Power BankDiane LogroñoОценок пока нет
- Power Switching Management System For The Power Efficiency of Hybrid E TricycleДокумент12 страницPower Switching Management System For The Power Efficiency of Hybrid E TricycleEL DamascoОценок пока нет
- Dairy Farm LightingДокумент18 страницDairy Farm Lightingroco13426ygОценок пока нет
- Quiz: Wind Energy Technology ConceptsДокумент6 страницQuiz: Wind Energy Technology ConceptsPedro Galvani63% (8)
- EcoGrid - DK - WP4 Report Measures PDFДокумент279 страницEcoGrid - DK - WP4 Report Measures PDFstevenblomОценок пока нет
- New Energy Web Quest KeyДокумент4 страницыNew Energy Web Quest Keyapi-250004821100% (1)
- Led Three-Phase Multifunction Meters: Dimensions in MMДокумент9 страницLed Three-Phase Multifunction Meters: Dimensions in MMHoang Le DangОценок пока нет
- Arco Norte Electrical Interconnection Study Component II Pre Feasibility StudyДокумент81 страницаArco Norte Electrical Interconnection Study Component II Pre Feasibility StudyTino RuizОценок пока нет
- Bill 565 000149029460 201108Документ1 страницаBill 565 000149029460 201108manojra_joshi453171Оценок пока нет
- DEWA Statistics Booklet 2021 en WebДокумент9 страницDEWA Statistics Booklet 2021 en WebPrasad MenonОценок пока нет
- Solar Water Pump Project ReportДокумент45 страницSolar Water Pump Project ReportDaya BindОценок пока нет
- B737-Powerplant Systems Summary PDFДокумент16 страницB737-Powerplant Systems Summary PDFScroaty McBoogerballsОценок пока нет
- Wind Turbines Facts and MythsДокумент6 страницWind Turbines Facts and MythsMad-Max-1Оценок пока нет
- Electric Battery Powered CarsДокумент21 страницаElectric Battery Powered CarsDavid ZhangОценок пока нет
- Bec-Ht< PNL-Q1605117-R1Документ24 страницыBec-Ht< PNL-Q1605117-R1Boobalan GnanamОценок пока нет
- Energy Audit Report PPUMДокумент39 страницEnergy Audit Report PPUMMuhammad Faiz bin Ahmad ShafiОценок пока нет
- Finalpapersolar Powered Auto Charging Grinding Machine For Small Scale Industries191504Документ8 страницFinalpapersolar Powered Auto Charging Grinding Machine For Small Scale Industries191504BADINEHALSANDEEPОценок пока нет
- European Road Atlas PDFДокумент2 страницыEuropean Road Atlas PDFJoeОценок пока нет
- Pehd 16 25Документ32 страницыPehd 16 25FUEN_MURCIA100% (1)
- Lecture 7 Integration of Renewable Energy SourcesДокумент48 страницLecture 7 Integration of Renewable Energy Sourcesas2899142Оценок пока нет
- Amelia 2020 IOP Conf. Ser. Mater. Sci. Eng. 767 012052Документ11 страницAmelia 2020 IOP Conf. Ser. Mater. Sci. Eng. 767 012052ecom mОценок пока нет
- Proceedings Eemods Vol 1 Read OnlyДокумент377 страницProceedings Eemods Vol 1 Read OnlyDavid Omar Torres GutierrezОценок пока нет
- Renee Lazarowich NRCan-EnGДокумент12 страницRenee Lazarowich NRCan-EnGruralcanada4987Оценок пока нет
- Folleto Powerflo Matrix-BOMBA ALBERCA SP1529Документ2 страницыFolleto Powerflo Matrix-BOMBA ALBERCA SP1529juangerardo2009Оценок пока нет
- Alternate Fuel For SI & CI Engine (-1Документ15 страницAlternate Fuel For SI & CI Engine (-1Verify KaroОценок пока нет
- Executive Summary: NACES 2015 - Plant DesignДокумент2 страницыExecutive Summary: NACES 2015 - Plant DesignVentrue LeongОценок пока нет
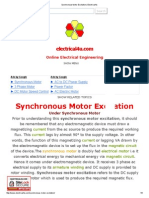
- Synchronous Motor Excitation - Electrical4u PDFДокумент5 страницSynchronous Motor Excitation - Electrical4u PDFRishiSunariyaОценок пока нет
- Performance HRSGДокумент7 страницPerformance HRSGalfnusi173100% (1)
- 400 Bad Request 400 Bad Request Nginx/1.2.9Документ128 страниц400 Bad Request 400 Bad Request Nginx/1.2.9ranid3030Оценок пока нет