Вам также может понравиться
- Treatment of Coke Oven & Coal EffluentsДокумент77 страницTreatment of Coke Oven & Coal EffluentsCHELLA BOBYОценок пока нет
- Maihar Cement by SunnyДокумент20 страницMaihar Cement by Sunnyiqbalindira100% (3)
- Study On Supply Chain Management at Visakhapatnam Steelplant (Rinl), VizagДокумент76 страницStudy On Supply Chain Management at Visakhapatnam Steelplant (Rinl), VizagSahil GouthamОценок пока нет
- Presented by Mohammed Fajis Mahesh M Narmatha Devi V.PДокумент20 страницPresented by Mohammed Fajis Mahesh M Narmatha Devi V.Pmahy_1986Оценок пока нет
- Mahakal Institute of Technology, Ujjain: TH THДокумент35 страницMahakal Institute of Technology, Ujjain: TH THashlay evans100% (1)
- Vesuvius ResearchДокумент9 страницVesuvius ResearchRohit ThapliyalОценок пока нет
- 2003 Final Term Paper of CreativityДокумент27 страниц2003 Final Term Paper of CreativityAnkur SharmaОценок пока нет
- Detail of LPGДокумент15 страницDetail of LPGDawood Jamshaid100% (1)
- JSWДокумент41 страницаJSWsushantmishra85100% (1)
- Prepared By:-Sumant Sahu Metallurgy 3203808302Документ21 страницаPrepared By:-Sumant Sahu Metallurgy 3203808302Rahul PandeyОценок пока нет
- Iron and Steel Industries in IndiaДокумент13 страницIron and Steel Industries in IndiaShyam AbhishekОценок пока нет
- CumiДокумент56 страницCumiRahul NairОценок пока нет
- MCFP Catalogue 2016Документ33 страницыMCFP Catalogue 2016bader_222_jo50% (2)
- 2018 Top 12 Largest Cement CompaniesДокумент1 страница2018 Top 12 Largest Cement CompaniesNaelОценок пока нет
- Fertilizer Catalogue (UreaN46 & DAP 18:46:0)Документ7 страницFertilizer Catalogue (UreaN46 & DAP 18:46:0)Ajay PandeyОценок пока нет
- Dana Steel - UAE-INDIA-QATAR-SAUDI-ARABIA-OMAN-BAHRAIN Steel Coils/Sheets/Slits SupplierДокумент11 страницDana Steel - UAE-INDIA-QATAR-SAUDI-ARABIA-OMAN-BAHRAIN Steel Coils/Sheets/Slits SupplierankurdanaОценок пока нет
- H010ARДокумент22 страницыH010ARMohammed ChaabateОценок пока нет
- BF Design PDFДокумент4 страницыBF Design PDFhalder_kalyan9216Оценок пока нет
- Termolab General Catalogue High Temperature FurnacesДокумент27 страницTermolab General Catalogue High Temperature Furnacesedwcaran100% (1)
- How's Steel Manufactured?: Raw Materials For IronmakingДокумент6 страницHow's Steel Manufactured?: Raw Materials For IronmakingUpendra93Оценок пока нет
- 10208-15101387124325secondary Steel Making OverviewДокумент13 страниц10208-15101387124325secondary Steel Making OverviewOmar TahaОценок пока нет
- Gulf Petrochem To Distribute GP Petroleums IPOL in UAE & Oman (Company Update)Документ3 страницыGulf Petrochem To Distribute GP Petroleums IPOL in UAE & Oman (Company Update)Shyam SunderОценок пока нет
- Stamped Charging Review: How Coke Quality Improves with Dense Coal BlendsДокумент31 страницаStamped Charging Review: How Coke Quality Improves with Dense Coal BlendsJorge MadiasОценок пока нет
- VT-SAIL Abhishek ShrivastavaДокумент105 страницVT-SAIL Abhishek ShrivastavaCHINMAYA BHURE0% (1)
- The Best Integrated Shipping Software Solution at a GlanceДокумент60 страницThe Best Integrated Shipping Software Solution at a GlanceRohit TuliОценок пока нет
- Influence of Steel Slag Addition On Strength Characteristics of Clayey SoilДокумент11 страницInfluence of Steel Slag Addition On Strength Characteristics of Clayey SoilIJRASETPublicationsОценок пока нет
- Group Project: JSW Steel Mergers & Acquisitions - Analysis: Classification: PublicДокумент17 страницGroup Project: JSW Steel Mergers & Acquisitions - Analysis: Classification: PublicKumar VibhavОценок пока нет
- Compare alumina and magnesia-based castables containing graphiteДокумент15 страницCompare alumina and magnesia-based castables containing graphiteBagas Prasetyawan Adi NugrohoОценок пока нет
- Slide Gate System DevelopmentДокумент14 страницSlide Gate System DevelopmentA.S.M. Mosayeb RafiОценок пока нет
- Optimization of Tap Hole Concept in JSPL BFДокумент9 страницOptimization of Tap Hole Concept in JSPL BFSaumit PalОценок пока нет
- DIUPL Project TextДокумент29 страницDIUPL Project Textca_akr0% (1)
- Utilization of Waste From Rice ProductionДокумент17 страницUtilization of Waste From Rice ProductionEmilia_P100% (2)
- A Comprehensive Review of Recent Advances in Magnesia Carbon RefractoryДокумент9 страницA Comprehensive Review of Recent Advances in Magnesia Carbon RefractorySoumya MukherjeeОценок пока нет
- Gujarat NRE Coke Strategy AnalysisДокумент20 страницGujarat NRE Coke Strategy AnalysisMangesh GulkotwarОценок пока нет
- MgAl2O4 spinel improves MgO-C refractory propertiesДокумент51 страницаMgAl2O4 spinel improves MgO-C refractory propertiesSandip KumarОценок пока нет
- Technip Germany Coke Calcining ExpertiseДокумент17 страницTechnip Germany Coke Calcining ExpertiseSimin Coke Co.Оценок пока нет
- Mathios Refractories Catalog Web EditionДокумент92 страницыMathios Refractories Catalog Web EditionNick Limperios100% (1)
- InsightsДокумент72 страницыInsightsArunkumar DurairajОценок пока нет
- Seasa GoaДокумент11 страницSeasa GoaPratik WasnikОценок пока нет
- Refractory Materials For Different Parts of Electric ARC Furnace - Catherine Gao - Pulse - LinkedInДокумент4 страницыRefractory Materials For Different Parts of Electric ARC Furnace - Catherine Gao - Pulse - LinkedInceng el samiuОценок пока нет
- Reverberatory Furnace: By: Walid Khalid AbdulkaderДокумент9 страницReverberatory Furnace: By: Walid Khalid Abdulkaderanon_665535262Оценок пока нет
- CMR Jan 13Документ7 страницCMR Jan 13James WarrenОценок пока нет
- Danieli Corus Hot Blast Stoves Achieve 30-Year LifetimesДокумент8 страницDanieli Corus Hot Blast Stoves Achieve 30-Year LifetimesINDRAJIT SAOОценок пока нет
- SAIL IISCO Marketing Project PDFДокумент74 страницыSAIL IISCO Marketing Project PDFABCDОценок пока нет
- Bokaro An OverviewДокумент55 страницBokaro An OverviewSunny SinhaОценок пока нет
- Expansion Behavior of CementДокумент9 страницExpansion Behavior of CementJarek PlaszczycaОценок пока нет
- Thermal Conductivity of Refractory MaterialsДокумент108 страницThermal Conductivity of Refractory MaterialsKhaled BOUALIОценок пока нет
- JSW Steels LimitedДокумент18 страницJSW Steels Limitedrinkal_143Оценок пока нет
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Документ22 страницыA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyОценок пока нет
- JSW Steel's Export Documentation ProcessДокумент103 страницыJSW Steel's Export Documentation Processdeep1aroraОценок пока нет
- HM FURNACES: Tailored Design for Every Heat Treatment NeedДокумент4 страницыHM FURNACES: Tailored Design for Every Heat Treatment NeedMohamed Diaa MortadaОценок пока нет
- Project (Final) NEW - OriginalДокумент26 страницProject (Final) NEW - OriginalNagesh BhadoleОценок пока нет
- Drive Failure and Interruption in SCP Machines of Battery 567, Coke PlantДокумент37 страницDrive Failure and Interruption in SCP Machines of Battery 567, Coke Plantnarendramaharana39Оценок пока нет
- Group 9 Thermal Shock Ceramic Group PresentationДокумент15 страницGroup 9 Thermal Shock Ceramic Group PresentationfayzaОценок пока нет
- Lectures on steelmaking processes and referencesДокумент10 страницLectures on steelmaking processes and referencesPalash SwarnakarОценок пока нет
- RefractoriesДокумент24 страницыRefractoriesArnulfo PerezОценок пока нет
- Summer Training at Bokaro Steel PlantДокумент16 страницSummer Training at Bokaro Steel PlantDeepak KumarОценок пока нет
- SIFL Training ReportДокумент26 страницSIFL Training Reportahmadmashhoorum100% (3)
- Isgec Project Report 2Документ24 страницыIsgec Project Report 2Manu BhaRdWaJОценок пока нет
- (Title in Capital Letters) : Format of A CoverДокумент9 страниц(Title in Capital Letters) : Format of A CoverMalathiОценок пока нет
- Covid AntiBodies Rapid Test Kits MarketingДокумент30 страницCovid AntiBodies Rapid Test Kits MarketingAlpa ParmarОценок пока нет
- Covid AntiBodies Rapid Test Kits MarketingДокумент30 страницCovid AntiBodies Rapid Test Kits MarketingAlpa ParmarОценок пока нет
- Career Objective: Manoj SharmaДокумент4 страницыCareer Objective: Manoj SharmaGolyanShubhamОценок пока нет
- Year Division/GradeДокумент1 страницаYear Division/GradeGolyanShubhamОценок пока нет
- Covid AntiBodies Rapid Test Kits MarketingДокумент30 страницCovid AntiBodies Rapid Test Kits MarketingAlpa ParmarОценок пока нет
- Duplicate Invoice: Item SummaryДокумент2 страницыDuplicate Invoice: Item SummaryGolyanShubhamОценок пока нет
- Aidan Singh ReportДокумент25 страницAidan Singh ReportGolyanShubhamОценок пока нет
- Anhoring I 130306003244 Phpapp02Документ5 страницAnhoring I 130306003244 Phpapp02GolyanShubhamОценок пока нет
- Plate-Load TestДокумент20 страницPlate-Load TestSalman LakhoОценок пока нет
- Juan Martin Garcia System Dynamics ExercisesДокумент294 страницыJuan Martin Garcia System Dynamics ExercisesxumucleОценок пока нет
- LTE EPC Technical OverviewДокумент320 страницLTE EPC Technical OverviewCristian GuleiОценок пока нет
- Theoretical and Actual CombustionДокумент14 страницTheoretical and Actual CombustionErma Sulistyo R100% (1)
- PC3 The Sea PeopleДокумент100 страницPC3 The Sea PeoplePJ100% (4)
- Elevator Traction Machine CatalogДокумент24 страницыElevator Traction Machine CatalogRafif100% (1)
- Compare Blocks - ResultsДокумент19 страницCompare Blocks - ResultsBramantika Aji PriambodoОценок пока нет
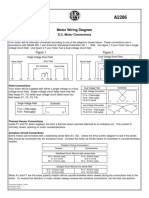
- Motor Wiring Diagram: D.C. Motor ConnectionsДокумент1 страницаMotor Wiring Diagram: D.C. Motor Connectionsczds6594Оценок пока нет
- ROMUS 2012 Flooring CatalogueДокумент20 страницROMUS 2012 Flooring CatalogueDan George IIIОценок пока нет
- Elements of ClimateДокумент18 страницElements of Climateእኔ እስጥፍОценок пока нет
- IEQ CompleteДокумент19 страницIEQ Completeharshal patilОценок пока нет
- Tds G. Beslux Komplex Alfa II (25.10.19)Документ3 страницыTds G. Beslux Komplex Alfa II (25.10.19)Iulian BarbuОценок пока нет
- Hypophosphatemic Rickets: Etiology, Clinical Features and TreatmentДокумент6 страницHypophosphatemic Rickets: Etiology, Clinical Features and TreatmentDeysi Blanco CohuoОценок пока нет
- Reinforced Concrete Beam DesignДокумент13 страницReinforced Concrete Beam Designmike smithОценок пока нет
- JY Series Single-Phase Capacitor Induction MotorsДокумент1 страницаJY Series Single-Phase Capacitor Induction MotorsAditya PrasetyoОценок пока нет
- WK 43 - Half-Past-TwoДокумент2 страницыWK 43 - Half-Past-TwoKulin RanaweeraОценок пока нет
- WOOD Investor Presentation 3Q21Документ65 страницWOOD Investor Presentation 3Q21Koko HadiwanaОценок пока нет
- Chemistry Implementation: Name: Rasheed Campbell School: Kingston College Candidate #.: Centre #: 100057Документ12 страницChemistry Implementation: Name: Rasheed Campbell School: Kingston College Candidate #.: Centre #: 100057john brownОценок пока нет
- BCP-8000 User's ManualДокумент36 страницBCP-8000 User's ManualAsad PatelОценок пока нет
- Gas Natural Aplicacion Industria y OtrosДокумент319 страницGas Natural Aplicacion Industria y OtrosLuis Eduardo LuceroОценок пока нет
- Chap 2 Debussy - LifejacketsДокумент7 страницChap 2 Debussy - LifejacketsMc LiviuОценок пока нет
- Drugs Pharmacy BooksList2011 UBPStДокумент10 страницDrugs Pharmacy BooksList2011 UBPStdepardieu1973Оценок пока нет
- Entrepreneurship Project On Jam, Jelly & PicklesДокумент24 страницыEntrepreneurship Project On Jam, Jelly & Picklesashish karshinkarОценок пока нет
- Taking Back SundayДокумент9 страницTaking Back SundayBlack CrowОценок пока нет
- House Designs, QHC, 1950Документ50 страницHouse Designs, QHC, 1950House Histories100% (8)
- FP-XH PGRG eДокумент936 страницFP-XH PGRG ebvladimirov85Оценок пока нет
- Nikola Tesla Was Murdered by Otto Skorzeny.Документ12 страницNikola Tesla Was Murdered by Otto Skorzeny.Jason Lamb50% (2)
- Rotary Twin Scew Brochure UK HRДокумент20 страницRotary Twin Scew Brochure UK HRNguyễn Hữu DũngОценок пока нет
- CG Module 1 NotesДокумент64 страницыCG Module 1 Notesmanjot singhОценок пока нет
- APLICACIONES PARA AUTOS Y CARGA LIVIANAДокумент50 страницAPLICACIONES PARA AUTOS Y CARGA LIVIANApancho50% (2)