Вам также может понравиться
- United States Patent: Reimann Patent No.: Date of PatentДокумент5 страницUnited States Patent: Reimann Patent No.: Date of PatentFernando Beer FrenkelОценок пока нет
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- United States Patent: (10) Patent No.: US 7,910,784 B2Документ5 страницUnited States Patent: (10) Patent No.: US 7,910,784 B2Chandra AdityaОценок пока нет
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationОт EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationОценок пока нет
- External SeminarДокумент15 страницExternal SeminarPОценок пока нет
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesОт EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesОценок пока нет
- S Azeard 4252ae/: April 11, 1950 E. G. Scheeel 2,504,051Документ17 страницS Azeard 4252ae/: April 11, 1950 E. G. Scheeel 2,504,051عبودي رحيمОценок пока нет
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentОт EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentОценок пока нет
- Us 2710883Документ2 страницыUs 2710883onixexenОценок пока нет
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsОт EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerОценок пока нет
- Us 4396789Документ7 страницUs 4396789Elias JúniorОценок пока нет
- Kondisi Operasi Dari PatentДокумент6 страницKondisi Operasi Dari PatentMie ThahuОценок пока нет
- Us 20080005966Документ5 страницUs 20080005966trinasariОценок пока нет
- Publication Number:: Europaisches Patentamt European Patent Office Office Européen Des BrevetsДокумент13 страницPublication Number:: Europaisches Patentamt European Patent Office Office Européen Des BrevetsdiegoОценок пока нет
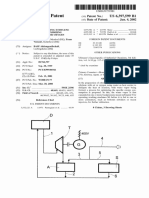
- United States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Документ6 страницUnited States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Refi RahmanОценок пока нет
- Mimura2000 PDFДокумент6 страницMimura2000 PDFVARUN JAGANNATH KAUSHIKОценок пока нет
- Evaporative Cooling CalculationsДокумент9 страницEvaporative Cooling CalculationsMichael ZhangОценок пока нет
- End CorrosionДокумент4 страницыEnd Corrosiondafteri11Оценок пока нет
- Permanent Link Bookmark This PageДокумент10 страницPermanent Link Bookmark This Pageshweta220586Оценок пока нет
- Dew Point Od Acid GasДокумент4 страницыDew Point Od Acid GassrshahОценок пока нет
- US1938609Документ3 страницыUS1938609分析室信箱Оценок пока нет
- CokeДокумент6 страницCokeDendy Wahyu RadityaОценок пока нет
- United States Patent Office: Patented Mar. 21, 1950Документ2 страницыUnited States Patent Office: Patented Mar. 21, 1950alexОценок пока нет
- Mini Project StyereneДокумент25 страницMini Project StyereneMard Apik100% (1)
- The Analysis of The Design Limitations of The Selected Thermodynamic Parameters of The Working Media in The Marine Waste Energy Recovery SystemsДокумент8 страницThe Analysis of The Design Limitations of The Selected Thermodynamic Parameters of The Working Media in The Marine Waste Energy Recovery SystemsManosG1976Оценок пока нет
- Process DescriptionДокумент5 страницProcess DescriptionGurunath EpiliОценок пока нет
- Ep 09015185 Nwa 1Документ9 страницEp 09015185 Nwa 1jdedfvОценок пока нет
- Topic 4b-MED-VC-2021Документ16 страницTopic 4b-MED-VC-2021Bilal AhmedОценок пока нет
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Документ6 страницQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraОценок пока нет
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Документ6 страницQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraОценок пока нет
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Документ6 страницQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraОценок пока нет
- Production of Sodium DithioniteДокумент10 страницProduction of Sodium DithioniteDhaval PadaliaОценок пока нет
- United States Patent (19) : Homme, Jr. 11 4,088,742Документ11 страницUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedОценок пока нет
- Optimization of Wsa TechnologyДокумент5 страницOptimization of Wsa TechnologyAhmed Ali100% (1)
- Us3850741 PDFДокумент6 страницUs3850741 PDFGandhi YellapuОценок пока нет
- EP0884278A1Документ7 страницEP0884278A184105851Оценок пока нет
- CATALYSTSДокумент21 страницаCATALYSTSJhon Jairo Rico CerqueraОценок пока нет
- US4232179Документ10 страницUS423217931415Оценок пока нет
- United States Patent: Patented June 15, 1971Документ3 страницыUnited States Patent: Patented June 15, 1971cantikОценок пока нет
- 1 s2.0 S0255270104001461 MainДокумент8 страниц1 s2.0 S0255270104001461 MainIlireaОценок пока нет
- ANEXO 7 US2220570 A Absorción de Ácido Clorhídrico (05 de Noviembre 1940)Документ7 страницANEXO 7 US2220570 A Absorción de Ácido Clorhídrico (05 de Noviembre 1940)CésarSánchezRosasОценок пока нет
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlДокумент5 страницUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiОценок пока нет
- May 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapataДокумент3 страницыMay 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapatasafiraginaОценок пока нет
- Etilbenzene 2 (Recovered)Документ8 страницEtilbenzene 2 (Recovered)Mario VensfiseCrewОценок пока нет
- Styrene Methods 2520of ProductionДокумент9 страницStyrene Methods 2520of ProductionMohd Zulazreen50% (2)
- (CH) Choh (CH) Co + HДокумент14 страниц(CH) Choh (CH) Co + HAhmad AlkhateebОценок пока нет
- 10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation PlantsДокумент16 страниц10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation Plantsbandi.shandrasekharОценок пока нет
- Solar Energy ChillerДокумент4 страницыSolar Energy Chilleraniketkulkarni1509Оценок пока нет
- 1988 - Bilgen - Solar h2Документ8 страниц1988 - Bilgen - Solar h2Evandro VettorazziОценок пока нет
- Heating Coil Sizing For Fuel Oil TankДокумент2 страницыHeating Coil Sizing For Fuel Oil TankAhmed Mujtaba93% (14)
- Mini Project On The Design of Heat ExchangerДокумент48 страницMini Project On The Design of Heat ExchangerSuraya AfriyaniОценок пока нет
- Design of Heat Exchanger Mini ProjectДокумент45 страницDesign of Heat Exchanger Mini ProjectSuraya Afriyani100% (1)
- Tutorial 5 E BalanceДокумент3 страницыTutorial 5 E BalanceYi Ying Hannie100% (1)
- Design of An Plant For Manufacturing of AcetaldehydeДокумент4 страницыDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalОценок пока нет
- Us 20120035390Документ18 страницUs 20120035390sariОценок пока нет
- European Patent Specification C23F 11/10, C02F 5/12: Printed by Jouve, 75001 PARIS (FR)Документ11 страницEuropean Patent Specification C23F 11/10, C02F 5/12: Printed by Jouve, 75001 PARIS (FR)mini2018Оценок пока нет
- Steam Jet Heaters For Vessels: Application Performance ChartДокумент4 страницыSteam Jet Heaters For Vessels: Application Performance ChartilincastОценок пока нет
- Gula Reduksi Analisa ISO 5377 1981Документ5 страницGula Reduksi Analisa ISO 5377 1981Mario VensfiseCrew100% (1)
- Gula Reduksi Analisa ISO 5377 1981Документ5 страницGula Reduksi Analisa ISO 5377 1981Mario VensfiseCrew100% (1)
- Germination KafirinДокумент7 страницGermination KafirinMario VensfiseCrewОценок пока нет
- Etilbenzene 2 (Recovered)Документ8 страницEtilbenzene 2 (Recovered)Mario VensfiseCrewОценок пока нет
- Asetaldehid (Recovered)Документ15 страницAsetaldehid (Recovered)Mario VensfiseCrewОценок пока нет
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Advanced Production Decline Analysis and ApplicationОт EverandAdvanced Production Decline Analysis and ApplicationРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Casing and Liners for Drilling and Completion: Design and ApplicationОт EverandCasing and Liners for Drilling and Completion: Design and ApplicationРейтинг: 5 из 5 звезд5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesОт EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesРейтинг: 4 из 5 звезд4/5 (2)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОт EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsОценок пока нет
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesОт EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesОценок пока нет
- Guide to the Practical Use of Chemicals in Refineries and PipelinesОт EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesРейтинг: 5 из 5 звезд5/5 (1)