Вам также может понравиться
- Weld Design1Документ26 страницWeld Design1Reab SimanthОценок пока нет
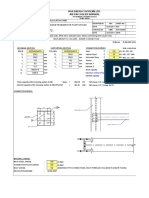
- Weld CalcДокумент29 страницWeld CalcAbubakar Arome MuhammadОценок пока нет
- Bracing Design for Asian Paints Phase III Expansion ProjectДокумент2 страницыBracing Design for Asian Paints Phase III Expansion ProjectGopi GopinathanОценок пока нет
- Design of C and I Shape Weld GroupДокумент4 страницыDesign of C and I Shape Weld GroupkarthicksipОценок пока нет
- Online steel calculation tool covers carbon equivalents, phase transformationsДокумент1 страницаOnline steel calculation tool covers carbon equivalents, phase transformationshaharameshОценок пока нет
- Bolt Group DesignДокумент4 страницыBolt Group Designezarul fitriОценок пока нет
- Weld Calculation Equivalent To BoltsДокумент3 страницыWeld Calculation Equivalent To Boltskalpanaadhi100% (2)
- Bolt Torque Value CalcsДокумент1 страницаBolt Torque Value CalcskalpanaadhiОценок пока нет
- Bolt DesignДокумент5 страницBolt DesignDifa LiuОценок пока нет
- Support CalculationДокумент16 страницSupport Calculationhosny1987Оценок пока нет
- Welding 01Документ307 страницWelding 01belkadelОценок пока нет
- Connections EC3Документ7 страницConnections EC3bosi1Оценок пока нет
- Fillet Welding ConnectionДокумент1 страницаFillet Welding ConnectionUmesh ChamaraОценок пока нет
- Bolts Shear and TensionДокумент4 страницыBolts Shear and Tensionpjuvvadi100% (1)
- Anchor BoltДокумент4 страницыAnchor BoltAhmed Shaban0% (1)
- Steel SectionsДокумент69 страницSteel SectionsGautam SharmaОценок пока нет
- Weld Consumable CalculatorДокумент7 страницWeld Consumable CalculatoretienetergolinoОценок пока нет
- Saddle design calculationsДокумент9 страницSaddle design calculationsduf fuОценок пока нет
- Standard - BaseplateДокумент139 страницStandard - BaseplateWelcomePopeFrancis100% (2)
- Bracing Connection EC3Документ9 страницBracing Connection EC3Mustafa AyşeОценок пока нет
- Double Angle Connection Design ChecksДокумент13 страницDouble Angle Connection Design ChecksrunkirОценок пока нет
- Weld CalcДокумент8 страницWeld CalcOmil RastogiОценок пока нет
- Splice Design - LRFDДокумент22 страницыSplice Design - LRFDkalpanaadhiОценок пока нет
- Welded connection designДокумент16 страницWelded connection designAnkit SinghОценок пока нет
- Weld ConnectionДокумент70 страницWeld ConnectionSudhakar KrishnamurthyОценок пока нет
- Structural Steel Sections As Per BS CodesДокумент45 страницStructural Steel Sections As Per BS Codeshaiman20Оценок пока нет
- Weldment Strength Excel CalculationsДокумент38 страницWeldment Strength Excel CalculationsRAMSINGH CHAUHAN100% (4)
- TrunnionДокумент7 страницTrunnionRUDHRA DHANASEKAR100% (1)
- Steel Connections v1.3Документ83 страницыSteel Connections v1.3Mateus GehlenОценок пока нет
- Design of Base Plate by EurocodeДокумент13 страницDesign of Base Plate by EurocodeBharati MajlekarОценок пока нет
- Flust-Extended End Plate ConnectionДокумент8 страницFlust-Extended End Plate ConnectionamachmouchiОценок пока нет
- Cover Plate CalculationДокумент1 страницаCover Plate CalculationSachin5586Оценок пока нет
- Weld Strengths To BS5950 01.01.03Документ1 страницаWeld Strengths To BS5950 01.01.03Pallavi DalviОценок пока нет
- Connection DesignДокумент94 страницыConnection DesignAnand.5100% (1)
- Calculation of Steel Weldability and Weld Metal PropertyДокумент7 страницCalculation of Steel Weldability and Weld Metal PropertyJohn Metaxas100% (1)
- Design of Laterally Supported Beams As Per Is 800:2007Документ12 страницDesign of Laterally Supported Beams As Per Is 800:2007Divyanshu ShekharОценок пока нет
- Welded Connection With I BeamДокумент8 страницWelded Connection With I BeamНемања КараклајићОценок пока нет
- Plate Girder DesignДокумент23 страницыPlate Girder DesignMatthew Chin100% (1)
- Design & Detailing of Bolts & Welds To BS5950-2000Документ26 страницDesign & Detailing of Bolts & Welds To BS5950-2000sitehab100% (4)
- Moment Connection DETAIL 2Документ5 страницMoment Connection DETAIL 2way2vaseemОценок пока нет
- Splice Connection CHSДокумент180 страницSplice Connection CHSRaveendra Babu Cherukuri100% (2)
- Base Plate CalculationДокумент10 страницBase Plate Calculationsiva100% (2)
- Gusset PlateДокумент484 страницыGusset Platemodulor3dОценок пока нет
- Bolt Grip Length PDFДокумент1 страницаBolt Grip Length PDFmatthewwalls4386100% (2)
- Lifting Lug CalculationsДокумент1 страницаLifting Lug CalculationsshazanОценок пока нет
- F F F F Data:: ASTM A 307 Grade A Foundation Anchor BoltsДокумент6 страницF F F F Data:: ASTM A 307 Grade A Foundation Anchor BoltsAnonymous qejp7t100% (1)
- Sanken Lanka Pvt Ltd bolt tension calculationsДокумент2 страницыSanken Lanka Pvt Ltd bolt tension calculationsUmesh Chamara100% (1)
- Tailing Lug - 173004-05Документ1 страницаTailing Lug - 173004-05shazan100% (1)
- Weldind Grup WeldsДокумент30 страницWeldind Grup WeldsEndryjiuОценок пока нет
- Cone Design Tool: Pressure Vessel Engineering LTDДокумент1 страницаCone Design Tool: Pressure Vessel Engineering LTDrina2393Оценок пока нет
- Base PlateДокумент12 страницBase PlateD SRINIVAS100% (1)
- Design of Anchor Bolt - Rev.AДокумент8 страницDesign of Anchor Bolt - Rev.AcivilaskarОценок пока нет
- PAI Standard O-Ring Dimensions PDFДокумент48 страницPAI Standard O-Ring Dimensions PDFsalam87Оценок пока нет
- Jaw in ShearДокумент8 страницJaw in ShearchikoopandaОценок пока нет
- Understanding - Unbrako Fasteners (Technical Brochure)Документ48 страницUnderstanding - Unbrako Fasteners (Technical Brochure)pavan_jssatebОценок пока нет
- Complete CatalogДокумент86 страницComplete CatalogJuan Gabo0% (1)
- Components For Chain Conveyors: Heko Ketten GMBHДокумент36 страницComponents For Chain Conveyors: Heko Ketten GMBHCesar AraujoОценок пока нет
- Index Metric Fasteners: M e T R I C SДокумент22 страницыIndex Metric Fasteners: M e T R I C Sjai_79Оценок пока нет
- BeamДокумент42 страницыBeamlavyОценок пока нет
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreОт EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreРейтинг: 4.5 из 5 звезд4.5/5 (11)
- CmmaДокумент8 страницCmmamg504100% (1)
- Scissor Lift Wind Load AnalysisДокумент6 страницScissor Lift Wind Load Analysismg504Оценок пока нет
- Lecture SlidesДокумент6 страницLecture Slidesmg504Оценок пока нет
- The Spring-And-Lever Balancing Mechanism, George Carwardine and The Anglepoise LampДокумент8 страницThe Spring-And-Lever Balancing Mechanism, George Carwardine and The Anglepoise Lampmg504Оценок пока нет
- MBG - 531-09 Metal Bar Grating ManualДокумент36 страницMBG - 531-09 Metal Bar Grating ManualCarlo Monsalve100% (1)
- 3D-Model StarДокумент1 страница3D-Model Starmg504Оценок пока нет
- Hydraulic Elev A To 00 Bax T RichДокумент342 страницыHydraulic Elev A To 00 Bax T Richmg504Оценок пока нет
- Ada 225220Документ67 страницAda 225220SebastiánHoyosBeltránОценок пока нет
- Catalogo Perfiles Tubulares PDFДокумент4 страницыCatalogo Perfiles Tubulares PDFJavier Del Castillo SchiffinoОценок пока нет
- Detalle Cimentación 2Документ1 страницаDetalle Cimentación 2mg504Оценок пока нет
- Solutions To Design of Weldments - BlodgettДокумент80 страницSolutions To Design of Weldments - Blodgettstudent_bl94% (17)
- Detalle CimentaciónДокумент1 страницаDetalle Cimentaciónmg504Оценок пока нет
- Deep Groove Ball Bearings, Single Row - 635-RS1Документ1 страницаDeep Groove Ball Bearings, Single Row - 635-RS1mg504Оценок пока нет
- Autodesk Robot Structural Analysis Professional 2010 - Training Manual (Metric Version)Документ178 страницAutodesk Robot Structural Analysis Professional 2010 - Training Manual (Metric Version)ericfgОценок пока нет
- 34 - S1-ModelДокумент1 страница34 - S1-Modelmg504Оценок пока нет
- 34 - S1-Model 2Документ1 страница34 - S1-Model 2mg504Оценок пока нет
- List of DIN Standards - 2006-04-20 PDFДокумент4 страницыList of DIN Standards - 2006-04-20 PDFSerggie TabanaoОценок пока нет
- Yale Load King Low HeadroomДокумент2 страницыYale Load King Low Headroommg504Оценок пока нет
- Correpción MamparaДокумент1 страницаCorrepción Mamparamg504Оценок пока нет
- 2014 Tools CatalogДокумент56 страниц2014 Tools CatalogCarlos FriasОценок пока нет
- Ansys Workbench Release 11Документ242 страницыAnsys Workbench Release 11Pramote.SuОценок пока нет
- Rodam ModelДокумент1 страницаRodam Modelmg504Оценок пока нет
- Catalog SEALCOДокумент86 страницCatalog SEALCOmg504Оценок пока нет
- Diseno Con Aisc 360 10Документ173 страницыDiseno Con Aisc 360 10mg504Оценок пока нет
- 2014 Tools CatalogДокумент56 страниц2014 Tools CatalogCarlos FriasОценок пока нет
- Sprocket PDF 4275Документ88 страницSprocket PDF 4275Ivan HarijantoОценок пока нет
- Translate InfoДокумент1 страницаTranslate Infokleyton123Оценок пока нет
- The Picture of Dorian Gray - Oscar WildeДокумент198 страницThe Picture of Dorian Gray - Oscar WildeNaramel100% (1)
- Section4 Module8 Cam Example ProblemДокумент25 страницSection4 Module8 Cam Example Problemmg504Оценок пока нет
- Softened Truss Model For RC Torsional Members Under Combined ActionДокумент8 страницSoftened Truss Model For RC Torsional Members Under Combined ActionMinaksheePhutkeОценок пока нет
- RAPT Beam AnalysisДокумент16 страницRAPT Beam Analysisvikramjain66Оценок пока нет
- Board Exam Sample - Structural EngineeringДокумент3 страницыBoard Exam Sample - Structural EngineeringEl Mer100% (3)
- Dudek ETA 14 0181 Dudek I Beams ENДокумент20 страницDudek ETA 14 0181 Dudek I Beams ENJoseph BookerОценок пока нет
- Mechanism of Fold Seminar by Abhinand B PradeepДокумент16 страницMechanism of Fold Seminar by Abhinand B Pradeepabhinandpradeep2000Оценок пока нет
- Computer Simulation of Pipe-Bending Processes With Small Bending Radius Using Local Induction HeatingДокумент5 страницComputer Simulation of Pipe-Bending Processes With Small Bending Radius Using Local Induction Heatingsatheeshsep24Оценок пока нет
- Section 507Документ3 страницыSection 507FerDenanUrotZzОценок пока нет
- FRP Lamella ACI User ManualДокумент0 страницFRP Lamella ACI User ManualThanit ThanadirekОценок пока нет
- SYLLABUS FOR CIVIL AND MECHANICAL ENGINEERING LECTURERSДокумент45 страницSYLLABUS FOR CIVIL AND MECHANICAL ENGINEERING LECTURERSAnonymous WCSYkPp100% (9)
- COMAC Method Damage DetectionДокумент15 страницCOMAC Method Damage DetectionJuanОценок пока нет
- Week 13-Pile CapДокумент38 страницWeek 13-Pile Capmuhammad nuruddin che ab malikОценок пока нет
- Pre and Post-Process Tools in Finite Element Analysis: Universitat de GironaДокумент213 страницPre and Post-Process Tools in Finite Element Analysis: Universitat de GironaMuneer SalimОценок пока нет
- Bearing Design PDFДокумент3 страницыBearing Design PDFSushmit SharmaОценок пока нет
- Beginner Ansys TutorialДокумент114 страницBeginner Ansys TutorialNGUYEN92% (12)
- Staging DesignДокумент8 страницStaging DesignAbhinandan Jasrotia0% (1)
- Surrey ENGM030 Unit 1 PresentationДокумент44 страницыSurrey ENGM030 Unit 1 PresentationPhilip YapОценок пока нет
- AASHTO LRFD 2014 CSiBridge PDFДокумент208 страницAASHTO LRFD 2014 CSiBridge PDFRaul Bedoya HerediaОценок пока нет
- Objective Civil EngineeringДокумент59 страницObjective Civil Engineeringutsav_koshtiОценок пока нет
- Structural Design 95 96 97 98 1Документ73 страницыStructural Design 95 96 97 98 1yanot leiОценок пока нет
- Testing of New 42-in Concrete Parapet Bridge Railing DesignДокумент42 страницыTesting of New 42-in Concrete Parapet Bridge Railing DesignIon PusculitaОценок пока нет
- Beam Splice Connection With End Plate CalculationДокумент76 страницBeam Splice Connection With End Plate CalculationFajar Alam HudiОценок пока нет
- Beam TheoryДокумент7 страницBeam TheoryserkanОценок пока нет
- Ansi O5.1-2002Документ49 страницAnsi O5.1-2002henryОценок пока нет
- Transfer Floor Loading Strategy Using R/C SoftwareДокумент7 страницTransfer Floor Loading Strategy Using R/C SoftwareKS Lee100% (2)
- DNV RP D101Документ75 страницDNV RP D101arjunprasannan7100% (2)
- Pantograph Catenary Dynamics and ControlДокумент37 страницPantograph Catenary Dynamics and ControlMutai KiprotichОценок пока нет
- Criteria For Skin Rupture and Core Shear Cracking Induced by Impact On Sandwich PanelsДокумент7 страницCriteria For Skin Rupture and Core Shear Cracking Induced by Impact On Sandwich PanelsMihaela NastaseОценок пока нет
- C E C T Steel Penstocks PDFДокумент80 страницC E C T Steel Penstocks PDFtecnidibujosОценок пока нет
- SSD SIR Cut - 1Документ9 страницSSD SIR Cut - 1Максим БобровничийОценок пока нет
- Floor Slab Design Parameters and Reinforcement DetailsДокумент18 страницFloor Slab Design Parameters and Reinforcement DetailsKurt Nicolas Villegas Paquibo86% (7)