Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Bandwidth Lags Latency PDFДокумент5 страницBandwidth Lags Latency PDFBhargav Vara PrasadОценок пока нет
- Verifiable and Multi-Keyword Searchable Attribute-Based Encryption Scheme For Cloud StorageДокумент9 страницVerifiable and Multi-Keyword Searchable Attribute-Based Encryption Scheme For Cloud StorageInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V6i2p11 PDFДокумент8 страницIjet V6i2p11 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V6i2p11 PDFДокумент8 страницIjet V6i2p11 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V6i2p11Документ8 страницIjet V6i2p11International Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p94 PDFДокумент8 страницIjet V4i3p94 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p98 PDFДокумент7 страницIjet V4i3p98 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V5i6p1Документ5 страницIjet V5i6p1International Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p97 PDFДокумент4 страницыIjet V4i3p97 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p86 PDFДокумент5 страницIjet V4i3p86 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p96 PDFДокумент9 страницIjet V4i3p96 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p93 PDFДокумент10 страницIjet V4i3p93 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p100 PDFДокумент4 страницыIjet V4i3p100 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p101 PDFДокумент5 страницIjet V4i3p101 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p92 PDFДокумент12 страницIjet V4i3p92 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p89 PDFДокумент7 страницIjet V4i3p89 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p88 PDFДокумент7 страницIjet V4i3p88 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p95 PDFДокумент8 страницIjet V4i3p95 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p90 PDFДокумент3 страницыIjet V4i3p90 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p84 PDFДокумент7 страницIjet V4i3p84 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p72 PDFДокумент13 страницIjet V4i3p72 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p91 PDFДокумент10 страницIjet V4i3p91 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p87 PDFДокумент5 страницIjet V4i3p87 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p85 PDFДокумент7 страницIjet V4i3p85 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p79 PDFДокумент8 страницIjet V4i3p79 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p76 PDFДокумент4 страницыIjet V4i3p76 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p82 PDFДокумент7 страницIjet V4i3p82 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p83 PDFДокумент6 страницIjet V4i3p83 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p81 PDFДокумент7 страницIjet V4i3p81 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p80 PDFДокумент4 страницыIjet V4i3p80 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Ijet V4i3p70 PDFДокумент10 страницIjet V4i3p70 PDFInternational Journal of Engineering and TechniquesОценок пока нет
- Decimation PDFДокумент83 страницыDecimation PDFJose Gonzalez SapbeeОценок пока нет
- Service Manual: ONE TimeДокумент20 страницService Manual: ONE Time王军Оценок пока нет
- Power Quality Training - 30-31 Jul 2019, BrisbaneДокумент2 страницыPower Quality Training - 30-31 Jul 2019, Brisbanetosikur rahmanОценок пока нет
- LS800 CatalogДокумент11 страницLS800 CatalogZenab GeninaОценок пока нет
- Datasheet - HK Stgb14nc60kd Transistor de Ignicion para Automotriz para ECUДокумент17 страницDatasheet - HK Stgb14nc60kd Transistor de Ignicion para Automotriz para ECULuis Fernando Dorta VergaraОценок пока нет
- Physics Investigatory Project Class 12 CbseДокумент20 страницPhysics Investigatory Project Class 12 Cbsesyed50% (6)
- Baumer VeriSensC-Mount 2010-01 LRДокумент2 страницыBaumer VeriSensC-Mount 2010-01 LRpolychaetaОценок пока нет
- 20-24A EngineeringAnalysisInformationRequest 07 2019Документ5 страниц20-24A EngineeringAnalysisInformationRequest 07 2019Juan Carlos Tapia HenryОценок пока нет
- Single Instruction Stream Single Data Stream (SISD) : ClassificationsДокумент3 страницыSingle Instruction Stream Single Data Stream (SISD) : ClassificationsOLD BOYОценок пока нет
- Modulation (AM/DSB/SSB)Документ20 страницModulation (AM/DSB/SSB)Paul MalcolmОценок пока нет
- Xi4 Series Parts CatalogДокумент16 страницXi4 Series Parts Catalog2nd-levelОценок пока нет
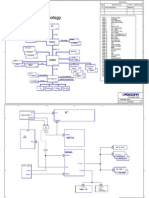
- Mainboard Foxconn Model 741M01CДокумент40 страницMainboard Foxconn Model 741M01CHo Thanh BinhОценок пока нет
- PA in The Marching Arts PDFДокумент51 страницаPA in The Marching Arts PDFABОценок пока нет
- Garmin Wiring Diagrams - G3X - AllДокумент15 страницGarmin Wiring Diagrams - G3X - AllAviv SofferОценок пока нет
- Module 5 - Digital Techniques Electronic Instrument Systems PDFДокумент42 страницыModule 5 - Digital Techniques Electronic Instrument Systems PDFanilmathew244Оценок пока нет
- DS HighSpeedStar4 GДокумент2 страницыDS HighSpeedStar4 GKaffelОценок пока нет
- Fire c166Документ108 страницFire c166carver_uaОценок пока нет
- Ip Ip InternetДокумент6 страницIp Ip InternetbanujayantakaОценок пока нет
- Blazer Pro Series User ManualДокумент9 страницBlazer Pro Series User ManualThanh TungОценок пока нет
- HandHeld Brochure HRДокумент6 страницHandHeld Brochure HRAndrewОценок пока нет
- TempДокумент16 страницTempcaoap3847Оценок пока нет
- Erros Sonda AlpinaДокумент2 страницыErros Sonda AlpinaraphaelpessОценок пока нет
- Alteon-Tech-Spec ODS-VLДокумент3 страницыAlteon-Tech-Spec ODS-VLYo ChepoОценок пока нет
- Exams Time TableДокумент3 страницыExams Time TableManwelSciclunaОценок пока нет
- 2LAN+1POTS+WiFi Dual Mode HGU User Manual - v1.0Документ65 страниц2LAN+1POTS+WiFi Dual Mode HGU User Manual - v1.0Robert Castro SanchОценок пока нет
- UPnP DLNA White PaperДокумент25 страницUPnP DLNA White PaperVivek ChughОценок пока нет
- Power Electronics Lab ManualДокумент86 страницPower Electronics Lab ManualmadhueeОценок пока нет
- s71500 CM PTP Function Manual en-US en-USДокумент88 страницs71500 CM PTP Function Manual en-US en-USArunagiri MurugesanОценок пока нет