Вам также может понравиться
- Sop - Pre-Heater Cyclone Blockage ClearingДокумент18 страницSop - Pre-Heater Cyclone Blockage ClearingVisnu Sankar100% (2)
- Hot Meal Burns Guidance 2nd Edition December 2005 PDFДокумент19 страницHot Meal Burns Guidance 2nd Edition December 2005 PDFSuad BushiОценок пока нет
- Preheater BLOДокумент24 страницыPreheater BLOSanth Raul100% (1)
- 7holcim PDFДокумент41 страница7holcim PDFbulentbulut100% (2)
- Rotary Kiln Reconditioning Tyre and Roller GrindingДокумент8 страницRotary Kiln Reconditioning Tyre and Roller GrindingTiago CamposОценок пока нет
- Cement Mill ReportДокумент13 страницCement Mill ReportYhaneОценок пока нет
- PS05 - PS ReportsДокумент9 страницPS05 - PS Reportssaji kumarОценок пока нет
- Cooler ETA Vs Grate JG (Документ39 страницCooler ETA Vs Grate JG (NaelОценок пока нет
- Kiln Mechanics - (1.4) - ''Quizz Practices''Документ7 страницKiln Mechanics - (1.4) - ''Quizz Practices''Diego AlejandroОценок пока нет
- Kiln Control UnicemfinalДокумент26 страницKiln Control UnicemfinalOUSSAMA LAKHILI100% (1)
- 08 M Roller Lube Mill Greas SysДокумент16 страниц08 M Roller Lube Mill Greas SysDavid Vilca MamaniОценок пока нет
- TiraxunidanrawmillДокумент4 страницыTiraxunidanrawmillsreejilmenon4724Оценок пока нет
- Clinker Coolers Part 1 & 2 96dpiДокумент246 страницClinker Coolers Part 1 & 2 96dpigustavo50% (2)
- 24 00 RP and BM Operation EДокумент9 страниц24 00 RP and BM Operation EDiego AlejandroОценок пока нет
- How To Ensure Safety For Castable MixingДокумент4 страницыHow To Ensure Safety For Castable MixingNaelОценок пока нет
- PR RFR P07 27 v1-0 How To Ensure Safety For Cyclone Lining WorkДокумент6 страницPR RFR P07 27 v1-0 How To Ensure Safety For Cyclone Lining WorkJuan Nacimba NacimbaОценок пока нет
- Pre Calci NerДокумент61 страницаPre Calci NerJoko Dewoto100% (2)
- Unwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyДокумент5 страницUnwanted False Air in Cement Plants Can Be A Big Problem and Has To Be Taken SeriouslyharyantoaditОценок пока нет
- Session 1 - Advancement Technologies in Pyro-ProcessingДокумент85 страницSession 1 - Advancement Technologies in Pyro-Processingmahendra sen100% (1)
- Kiln Inlet Lamella Seal FLSДокумент2 страницыKiln Inlet Lamella Seal FLSamir100% (3)
- 3 Rollers Skewing - AДокумент9 страниц3 Rollers Skewing - AFurqan ShabbirОценок пока нет
- Training For Tensioning Hydraulic System MPS MillsДокумент69 страницTraining For Tensioning Hydraulic System MPS MillsImam SampoernoОценок пока нет
- Atox 20 Coal Mill Critical Interlock SheetДокумент6 страницAtox 20 Coal Mill Critical Interlock SheetValipireddy NagarjunОценок пока нет
- Case Study - Maintenance ManagementДокумент27 страницCase Study - Maintenance ManagementDuke Maher SalemОценок пока нет
- Hot Kiln SurveyДокумент2 страницыHot Kiln SurveyHenok Moges KassahunОценок пока нет
- Ball Mill Training - Walk-By Inspections (Tuesday) : Objective of The WorkshopДокумент2 страницыBall Mill Training - Walk-By Inspections (Tuesday) : Objective of The WorkshopDiego AlejandroОценок пока нет
- Phillips Kiln Kiln Alignment Gebhart 2006Документ36 страницPhillips Kiln Kiln Alignment Gebhart 2006mustaf100% (2)
- Operation of The Kiln Line: TrainingДокумент32 страницыOperation of The Kiln Line: TraininglafecapoОценок пока нет
- PR RFR P07-31 How To Perform TrialsДокумент3 страницыPR RFR P07-31 How To Perform TrialsJuan Nacimba NacimbaОценок пока нет
- Thermal & Chemical - Kilb 2015Документ37 страницThermal & Chemical - Kilb 2015Moud SaklyОценок пока нет
- Unique Fan Vibration ProblemsДокумент4 страницыUnique Fan Vibration ProblemsSafrin SangiaОценок пока нет
- Kilns Khaled PDFДокумент16 страницKilns Khaled PDFbulentbulut100% (1)
- Kiln Mechanics - (2.3) - ''Quizz Photos''Документ7 страницKiln Mechanics - (2.3) - ''Quizz Photos''Diego AlejandroОценок пока нет
- MHR21924 CMC Chapter CCДокумент48 страницMHR21924 CMC Chapter CCDede KaladriОценок пока нет
- Clinker Cooler OperationДокумент5 страницClinker Cooler OperationJCSОценок пока нет
- Co Processing Cement KilnsДокумент10 страницCo Processing Cement Kilnshanhccid0% (1)
- Alkali Bypass MaintencnceДокумент15 страницAlkali Bypass MaintencnceJCS100% (1)
- Bag Filters Types, Working Principles & Daily Maintenance - INFINITY FOR CEMENT EQUIPMENT PDFДокумент14 страницBag Filters Types, Working Principles & Daily Maintenance - INFINITY FOR CEMENT EQUIPMENT PDFRICARDOALEXBORGES100% (2)
- PG 1591-1634 Chap5-RawMealHomogenization TextДокумент44 страницыPG 1591-1634 Chap5-RawMealHomogenization TextMKPashaPasha100% (3)
- 273Документ75 страниц273LabroufiAbdelouahedОценок пока нет
- Firing: Vii - CombustionДокумент207 страницFiring: Vii - CombustionMustafa RamadanОценок пока нет
- Cement Mill Ball Mill TestingДокумент30 страницCement Mill Ball Mill Testingzementhead100% (2)
- Ball Mill InspectionДокумент9 страницBall Mill InspectionmahantmtechОценок пока нет
- 08 Rp-Trouble ShootingДокумент26 страниц08 Rp-Trouble Shootingaff bearОценок пока нет
- Type of SurfaceДокумент31 страницаType of SurfaceD N SHARMAОценок пока нет
- Kiln Inlet Risk AssessmentДокумент2 страницыKiln Inlet Risk AssessmentmunatsiОценок пока нет
- Cement Division Technical Training Tools: 090519 Technicaltrainingtools DescriptionДокумент6 страницCement Division Technical Training Tools: 090519 Technicaltrainingtools Descriptionrupesh soniОценок пока нет
- Cecil Module 5 Lesson 70 Red Spots On Kiln Shell PDFДокумент38 страницCecil Module 5 Lesson 70 Red Spots On Kiln Shell PDFbulentbulut100% (1)
- 3 SOP For Cleaning of Clinker Cooler DischargeДокумент3 страницы3 SOP For Cleaning of Clinker Cooler DischargekakaОценок пока нет
- Combined PDF Courses Outlines A&E 2011Документ47 страницCombined PDF Courses Outlines A&E 2011emad sabriОценок пока нет
- Cement Milling I Blue Circle PDFДокумент24 страницыCement Milling I Blue Circle PDFIrshad HussainОценок пока нет
- 26 00 Special Cases and Experiences EДокумент9 страниц26 00 Special Cases and Experiences EDiego AlejandroОценок пока нет
- Repair and Maintenance: CoolerДокумент61 страницаRepair and Maintenance: CoolerYhaneОценок пока нет
- ETA Inspection and Maintanance - ETA 10+15 - Rev - 09 - 09Документ66 страницETA Inspection and Maintanance - ETA 10+15 - Rev - 09 - 09serkalemtОценок пока нет
- MillOpBasics OperationДокумент36 страницMillOpBasics OperationIrshad HussainОценок пока нет
- 10 Golden Rules For Clinker Burning - INFINITY FOR CEMENT EQUIPMENT PDFДокумент15 страниц10 Golden Rules For Clinker Burning - INFINITY FOR CEMENT EQUIPMENT PDFNahro AdnanОценок пока нет
- CH-13 Boiler SafetyДокумент10 страницCH-13 Boiler SafetyRavi ShankarОценок пока нет
- Accident Incident InvestigationДокумент2 страницыAccident Incident InvestigationKhawarizmi JaferyОценок пока нет
- Duhok Polytechnic University College of Technical Engineering Department of PetrochemicalДокумент17 страницDuhok Polytechnic University College of Technical Engineering Department of PetrochemicalDll ZarОценок пока нет
- Boiler Operators SafetyДокумент7 страницBoiler Operators SafetyTrainer 01Оценок пока нет
- Coal CV 6000Документ4 страницыCoal CV 6000AnGahBasHaОценок пока нет
- Audit Report Form - For 1 StarsДокумент3 страницыAudit Report Form - For 1 StarsAnGahBasHaОценок пока нет
- Coal CV 6000Документ2 страницыCoal CV 6000AnGahBasHaОценок пока нет
- Coal CV 6000Документ2 страницыCoal CV 6000AnGahBasHaОценок пока нет
- Conversion m3h To Nm3h UpdateДокумент1 страницаConversion m3h To Nm3h UpdateAnGahBasHaОценок пока нет
- Impact of MoistureДокумент2 страницыImpact of MoistureAnGahBasHaОценок пока нет
- Tyre Ash AbsorbtionДокумент6 страницTyre Ash AbsorbtionAnGahBasHaОценок пока нет
- Preheat ProcessДокумент42 страницыPreheat ProcessAnGahBasHaОценок пока нет
- Ventilation Lecture 8 PH Alleen LezenДокумент27 страницVentilation Lecture 8 PH Alleen LezenIppiОценок пока нет
- Temperature Measurements With Thermocouples: How-To Guide: Document Type NI Supported Publish DateДокумент6 страницTemperature Measurements With Thermocouples: How-To Guide: Document Type NI Supported Publish DateDilip PatelОценок пока нет
- Temperature Measurements With ThermocouplesДокумент2 страницыTemperature Measurements With ThermocouplesAnGahBasHaОценок пока нет
- Muh 26 1 8 0010 7Документ12 страницMuh 26 1 8 0010 7AnGahBasHaОценок пока нет
- Water Consumption UpdateДокумент5 страницWater Consumption UpdateAnGahBasHaОценок пока нет
- Glossario de CementoДокумент16 страницGlossario de CementoCarlos LoyagaОценок пока нет
- Table Plant AirДокумент4 страницыTable Plant AirAnGahBasHaОценок пока нет
- ATOX Coal MillДокумент8 страницATOX Coal MillAnwar AliОценок пока нет
- Relations Between Coal Properties and Spontaneous Combustion ParametersДокумент6 страницRelations Between Coal Properties and Spontaneous Combustion ParametersZia Ru'ya HilalОценок пока нет
- V 106 N 03 P 199Документ6 страницV 106 N 03 P 199AnGahBasHaОценок пока нет
- Table Plant AirДокумент4 страницыTable Plant AirAnGahBasHaОценок пока нет
- It'S All in The Bag: by John B Johnson, Flsmidth Aft, UsaДокумент3 страницыIt'S All in The Bag: by John B Johnson, Flsmidth Aft, UsaAnGahBasHaОценок пока нет
- It'S All in The Bag: by John B Johnson, Flsmidth Aft, UsaДокумент3 страницыIt'S All in The Bag: by John B Johnson, Flsmidth Aft, UsaAnGahBasHaОценок пока нет
- It'S All in The Bag: by John B Johnson, Flsmidth Aft, UsaДокумент3 страницыIt'S All in The Bag: by John B Johnson, Flsmidth Aft, UsaAnGahBasHaОценок пока нет
- Preheat ProcessДокумент42 страницыPreheat ProcessAnGahBasHaОценок пока нет
- Cement Milling (Training)Документ3 страницыCement Milling (Training)AnGahBasHaОценок пока нет
- Preheat ProcessДокумент42 страницыPreheat ProcessAnGahBasHaОценок пока нет
- Preheat ProcessДокумент42 страницыPreheat ProcessAnGahBasHaОценок пока нет
- Rule of ThumbДокумент5 страницRule of ThumbAnGahBasHa100% (1)
- CER - Shree CementsДокумент3 страницыCER - Shree CementsHuyentrang NguyenОценок пока нет
- Acute Renal Failure in The Intensive Care Unit: Steven D. Weisbord, M.D., M.Sc. and Paul M. Palevsky, M.DДокумент12 страницAcute Renal Failure in The Intensive Care Unit: Steven D. Weisbord, M.D., M.Sc. and Paul M. Palevsky, M.Dkerm6991Оценок пока нет
- Study Notes On Isomers and Alkyl HalidesДокумент3 страницыStudy Notes On Isomers and Alkyl HalidesChristian Josef AvelinoОценок пока нет
- Chapter 2 and 3 ImmunologyДокумент16 страницChapter 2 and 3 ImmunologyRevathyОценок пока нет
- Crime Data Analysis 1Документ2 страницыCrime Data Analysis 1kenny laroseОценок пока нет
- Senior Project RiceberryДокумент76 страницSenior Project RiceberryIttisak PrommaОценок пока нет
- Feature: SFP Optical Module 1 .25G Double Optical Fiber 20kmДокумент2 страницыFeature: SFP Optical Module 1 .25G Double Optical Fiber 20kmDaniel Eduardo RodriguezОценок пока нет
- 6Документ2 страницы6Min Hsuan HsianОценок пока нет
- Multi-Wing Engineering GuideДокумент7 страницMulti-Wing Engineering Guidea_salehiОценок пока нет
- Pioneer PDP 5071 5070pu Arp 3354Документ219 страницPioneer PDP 5071 5070pu Arp 3354Dan Prewitt100% (1)
- Basics of Fire SprinklerДокумент21 страницаBasics of Fire SprinklerLeo_1982Оценок пока нет
- Neopuff PDFДокумент4 страницыNeopuff PDFoechimОценок пока нет
- Gendec - Inbound HS-HTNДокумент1 страницаGendec - Inbound HS-HTNKhalidОценок пока нет
- Riber 6-s1 SP s17-097 336-344Документ9 страницRiber 6-s1 SP s17-097 336-344ᎷᏒ'ᏴᎬᎪᏚᎢ ᎷᏒ'ᏴᎬᎪᏚᎢОценок пока нет
- Assignment - Lab Accidents and PrecautionsДокумент6 страницAssignment - Lab Accidents and PrecautionsAnchu AvinashОценок пока нет
- Analysis of Pure Copper - A Comparison of Analytical MethodsДокумент12 страницAnalysis of Pure Copper - A Comparison of Analytical Methodsban bekasОценок пока нет
- D6228 - 10Документ8 страницD6228 - 10POSSDОценок пока нет
- Ec Declaration of Conformity: W1/35 KEV KIRK - Protective Gloves - Cathegory IIДокумент3 страницыEc Declaration of Conformity: W1/35 KEV KIRK - Protective Gloves - Cathegory IICrystal HooverОценок пока нет
- Project Management A Technicians Guide Staples TOCДокумент5 страницProject Management A Technicians Guide Staples TOCAnonymous NwnJNO0% (3)
- Dr. Sajjad Hussain Sumrra Isomerism (CHEM-305) Inorganic Chemistry-IIДокумент48 страницDr. Sajjad Hussain Sumrra Isomerism (CHEM-305) Inorganic Chemistry-IITanya DilshadОценок пока нет
- Meat Plant FeasabilityДокумент115 страницMeat Plant FeasabilityCh WaqasОценок пока нет
- AFMAN91-201 NewДокумент458 страницAFMAN91-201 NewbombtechОценок пока нет
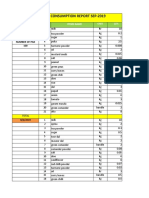
- Daily Staff Food Consumption Reports Sep-2019Документ4 страницыDaily Staff Food Consumption Reports Sep-2019Manjit RawatОценок пока нет
- Lesson 1 - Intro To Highway EngineeringДокумент15 страницLesson 1 - Intro To Highway EngineeringSaoirseОценок пока нет
- PPR Soft Copy Ayurvedic OkДокумент168 страницPPR Soft Copy Ayurvedic OkKetan KathaneОценок пока нет
- S ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do OntarioДокумент15 страницS ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do Ontariocarlos menaОценок пока нет
- Covid-19 Mitigation PlanДокумент8 страницCovid-19 Mitigation PlanEkum EdunghuОценок пока нет
- Case Report CMV RetinitisДокумент27 страницCase Report CMV RetinitistaniamaulaniОценок пока нет
- Service Manual: Multifunction Electrical Tester CalibratorДокумент106 страницService Manual: Multifunction Electrical Tester CalibratorJuan Carlos Ferrer OrtizОценок пока нет
- Employee Final SettlementДокумент1 страницаEmployee Final SettlementZeeshan Mirza0% (1)
- Feeder BrochureДокумент12 страницFeeder BrochureThupten Gedun Kelvin OngОценок пока нет