Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Shankar DurgamДокумент9 страницShankar DurgamasdfОценок пока нет
- Training ProjectДокумент43 страницыTraining ProjectlokeshkrkushwahaОценок пока нет
- Flow Control ValveДокумент2 страницыFlow Control ValveBiswanath LenkaОценок пока нет
- 1 - NDT Basics Ut, MT.,PT, RiДокумент20 страниц1 - NDT Basics Ut, MT.,PT, RiGMОценок пока нет
- Pumps HighPressureDrainage D42AB D53AB DatasheetДокумент2 страницыPumps HighPressureDrainage D42AB D53AB DatasheetMohammad ZeeshanОценок пока нет
- Dynamometer: Types of Dynamometers: There Are Mainly Two Types of DynamometersДокумент11 страницDynamometer: Types of Dynamometers: There Are Mainly Two Types of DynamometersKumar BabuОценок пока нет
- VOLVO AT2412D IshiftДокумент16 страницVOLVO AT2412D IshiftSaray Aljure Ospino100% (1)
- Pc3 Clamp DrawingДокумент4 страницыPc3 Clamp DrawingSujin SujiОценок пока нет
- Everything You Need to Know About Your Yanmar Diesel EngineДокумент56 страницEverything You Need to Know About Your Yanmar Diesel EngineScott Erik Chisling100% (1)
- Brazing Case Study Repairs Cracks in Turbine BladesДокумент15 страницBrazing Case Study Repairs Cracks in Turbine BladesNarendra PatelОценок пока нет
- D4EB-EngineElectricalSystemДокумент38 страницD4EB-EngineElectricalSystemNap Florendo100% (2)
- Oldsmobile Engine DecoderДокумент5 страницOldsmobile Engine DecoderJohn PerzyloОценок пока нет
- Equipment Sizing Criteria TDEДокумент32 страницыEquipment Sizing Criteria TDEEngr. Anees Ahmad100% (1)
- Date: Drawn Trac. Scale Checked Apprd.: Replacement: Replaced By: DWG: Rev.Документ1 страницаDate: Drawn Trac. Scale Checked Apprd.: Replacement: Replaced By: DWG: Rev.Deepak DasОценок пока нет
- Din 6914-10.9 PDFДокумент2 страницыDin 6914-10.9 PDFvpjagannaathОценок пока нет
- CAT C13 2007 Service Bulletin (Cooling Sys, DPF, and Diagnostic Trouble Codes)Документ34 страницыCAT C13 2007 Service Bulletin (Cooling Sys, DPF, and Diagnostic Trouble Codes)Jonathan Carlson100% (4)
- Force and Acceleration WorksheetДокумент2 страницыForce and Acceleration WorksheetMIS NURUL IMAN JakbarОценок пока нет
- Guide to Selecting Artificial Lift for Gas WellsДокумент20 страницGuide to Selecting Artificial Lift for Gas WellsRaymundo Leonardo Pérez SierraОценок пока нет
- Mechanics of Material Lab ManualДокумент64 страницыMechanics of Material Lab ManualMOAZОценок пока нет
- SCIENCEДокумент4 страницыSCIENCEMaria Dhalia MarquezОценок пока нет
- Ra92060 2006-12 PDFДокумент36 страницRa92060 2006-12 PDFabdelrhmangbr86Оценок пока нет
- Oil SeparatorДокумент2 страницыOil SeparatorOnofreОценок пока нет
- Earthquake DescriptorsДокумент13 страницEarthquake DescriptorsDiane Demariano Torcuator60% (5)
- PMS Series Hand Pumps PDFДокумент3 страницыPMS Series Hand Pumps PDFTran DucОценок пока нет
- Physio Mechanical Properties-8Документ2 страницыPhysio Mechanical Properties-8Umesh MishraОценок пока нет
- Tutorial 5Документ6 страницTutorial 5Mohammad Asri ChristopherОценок пока нет
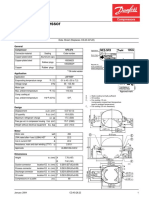
- NF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsДокумент2 страницыNF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsMiguel CamposОценок пока нет
- M10S Ball Valve DN " To DN2 ": Full BoreДокумент4 страницыM10S Ball Valve DN " To DN2 ": Full BoreTsion GtatiosОценок пока нет
- Earthquake Resistant Design of Structures PDFДокумент3 страницыEarthquake Resistant Design of Structures PDFPraveen JainОценок пока нет
- Preliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKДокумент4 страницыPreliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKRaol VarshabenОценок пока нет