Вам также может понравиться
- Understanding Process Equipment for Operators and EngineersОт EverandUnderstanding Process Equipment for Operators and EngineersРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Design ChallengesДокумент52 страницыDesign ChallengesDrSurendra Pratap SinghОценок пока нет
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersОт EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Chemical Recovery Data BookДокумент100 страницChemical Recovery Data BookROHIT EINSTIENОценок пока нет
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsОт EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsОценок пока нет
- Interview Questions For Chemical EngineeringДокумент6 страницInterview Questions For Chemical EngineeringNikunj PatelОценок пока нет
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- Nalco Cooling Tower PresentationДокумент115 страницNalco Cooling Tower PresentationAnonymous ffje1rpa80% (10)
- Process Engineering: Facts, Fiction and FablesОт EverandProcess Engineering: Facts, Fiction and FablesРейтинг: 3 из 5 звезд3/5 (2)
- Presentation On Cooling TowersДокумент52 страницыPresentation On Cooling TowersMuhammad Haris HamayunОценок пока нет
- Cooling Tower Presentation - Brandon Rees - 2012-10-03 PDFДокумент67 страницCooling Tower Presentation - Brandon Rees - 2012-10-03 PDFAhmad Zulkifli100% (1)
- EvaporationДокумент21 страницаEvaporationMarvelous EkunОценок пока нет
- LDPE EloallitasaДокумент29 страницLDPE Eloallitasatatarey79Оценок пока нет
- Evaporation Principles & Black Liquor PropertiesДокумент15 страницEvaporation Principles & Black Liquor PropertiesNaveenGoyalОценок пока нет
- Presentation On Fluid Catalytic Cracking Unit: S.K.Mukherjee Technical ConsultantДокумент76 страницPresentation On Fluid Catalytic Cracking Unit: S.K.Mukherjee Technical ConsultantShankarMukherjeeОценок пока нет
- Steam Generation System OverviewДокумент35 страницSteam Generation System OverviewNevermoreОценок пока нет
- Gas Dehydration Using Glycol: Processes, Design, TroubleshootingДокумент25 страницGas Dehydration Using Glycol: Processes, Design, TroubleshootingBaha Eddine GharbiОценок пока нет
- Fouling of Heat Transfer SurfacesДокумент20 страницFouling of Heat Transfer Surfacessakshi_devi_mec14Оценок пока нет
- Co2 AshraeДокумент62 страницыCo2 Ashraegreerush100% (1)
- Cooling Tower DriveДокумент32 страницыCooling Tower DriveHassan KhanОценок пока нет
- RefrigerationДокумент65 страницRefrigerationUMA MAHESHОценок пока нет
- Tappi 3-1 Black Liquor Properties PDFДокумент6 страницTappi 3-1 Black Liquor Properties PDFserseh100% (1)
- Double Pipe Heat Exchanger - SsДокумент72 страницыDouble Pipe Heat Exchanger - SsNathanian100% (2)
- Using Separations in Chemical ProcessingДокумент30 страницUsing Separations in Chemical Processinggmrp2000Оценок пока нет
- Mass Transfer Operation BasicsДокумент37 страницMass Transfer Operation BasicspavijayaОценок пока нет
- Che 801 WHBДокумент51 страницаChe 801 WHBTaha Furkan GülОценок пока нет
- 1 EvaporationДокумент36 страниц1 EvaporationDoaa Badarneh100% (1)
- CO2 Refrigerant Guide for Industrial Refrigeration SystemsДокумент81 страницаCO2 Refrigerant Guide for Industrial Refrigeration Systemsmirali74Оценок пока нет
- 4 ReboilersДокумент33 страницы4 ReboilersĀĥMệd HĀşşan100% (3)
- Unit ConversionДокумент20 страницUnit ConversionHimanshu YadavОценок пока нет
- 03 EvaporatorsДокумент17 страниц03 EvaporatorsMarie RobertsОценок пока нет
- Super Critical BoilerДокумент32 страницыSuper Critical BoilerSyaiful Fuad89% (9)
- Effect of Fouling FactorДокумент5 страницEffect of Fouling FactorMehta Mehul100% (1)
- Dropwise and Filmwise CondensationДокумент20 страницDropwise and Filmwise CondensationRaviyank Patel100% (1)
- Main Differences - Oil & Gas DevtДокумент7 страницMain Differences - Oil & Gas DevtFemi DeleОценок пока нет
- 10d Troubleshooting Crude HeatersДокумент15 страниц10d Troubleshooting Crude HeatersTissa1969Оценок пока нет
- Operaciones - GlycolДокумент76 страницOperaciones - GlycolIsaac MuñozОценок пока нет
- Stripper Low EfficiencyДокумент14 страницStripper Low EfficiencyMuhammad Irfaan MeoОценок пока нет
- 2-Boiler Corrosion Issues-By Harmen Bouwman-SHELLДокумент65 страниц2-Boiler Corrosion Issues-By Harmen Bouwman-SHELLanand_basuri100% (1)
- Basic Deaerator Science RevealedДокумент50 страницBasic Deaerator Science RevealedMayur-03111986Оценок пока нет
- Heat Transfer Fundamentals - 19th JuneДокумент75 страницHeat Transfer Fundamentals - 19th JuneVivek RathodОценок пока нет
- Boiler Efficiency Improvement: Ankur Gaikwad B.E (Mechanical), Bits-PilaniДокумент36 страницBoiler Efficiency Improvement: Ankur Gaikwad B.E (Mechanical), Bits-PilaniAnonymous nw5AXJqjdОценок пока нет
- University of Tennessee - ChattanoogaДокумент49 страницUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARОценок пока нет
- TEP10 Natural Gas Liquefaction - 2008Документ28 страницTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- Flow AssuranceДокумент80 страницFlow AssuranceArief IhsanОценок пока нет
- Methanol Converter TypesДокумент43 страницыMethanol Converter TypesdigecaОценок пока нет
- Design and Operation of Black Liquor EvaporatorsДокумент0 страницDesign and Operation of Black Liquor EvaporatorsLissette Jeri AmaoОценок пока нет
- Mini Project StyereneДокумент25 страницMini Project StyereneMard Apik100% (1)
- Introduction to Condensing & Regenerative Systems THERMAL POWER PLANTДокумент57 страницIntroduction to Condensing & Regenerative Systems THERMAL POWER PLANTEzhil Vendhan Palanisamy100% (1)
- Generator ChemisДокумент86 страницGenerator ChemisVasudevan Krishnan100% (6)
- ALFA LAVAL Compact Heat Exchangers in HVAC SystemsДокумент27 страницALFA LAVAL Compact Heat Exchangers in HVAC SystemsvickersОценок пока нет
- University of Nottingham Butanol Project - Design Guide 1Документ6 страницUniversity of Nottingham Butanol Project - Design Guide 1Tom HartОценок пока нет
- 해양 자원 개발 시스템 개론Документ56 страниц해양 자원 개발 시스템 개론Sean PorterОценок пока нет
- FLUID DEGRADATION CAUSES AND EFFECTSДокумент1 страницаFLUID DEGRADATION CAUSES AND EFFECTSEng Kim WeiОценок пока нет
- Apparatus Dew PointДокумент4 страницыApparatus Dew PointS DasОценок пока нет
- Fouling FactorsДокумент3 страницыFouling FactorshurrikenОценок пока нет
- Kettle ChoiceДокумент5 страницKettle ChoiceHow Jie WeiОценок пока нет
- Heat Exchanger DesignДокумент48 страницHeat Exchanger DesignJose SotoОценок пока нет
- CO 2 Capture by Aqueous Na 2 CO 3 Integrated With High-Quality Caco3Документ9 страницCO 2 Capture by Aqueous Na 2 CO 3 Integrated With High-Quality Caco3isosicaОценок пока нет
- Flowserve General Product Guide PDFДокумент84 страницыFlowserve General Product Guide PDFSIMON S. FLORES G.Оценок пока нет
- Family eДокумент24 страницыFamily eisosicaОценок пока нет
- ExpressPCB2 PDFДокумент1 страницаExpressPCB2 PDFisosicaОценок пока нет
- Rows Numbering in ExcelДокумент5 страницRows Numbering in ExcelisosicaОценок пока нет
- ParChem - Hexachloroacetone Supplier DistributorДокумент10 страницParChem - Hexachloroacetone Supplier DistributorisosicaОценок пока нет
- Eric Clapton Wonderful Tonight Song LyricsДокумент1 страницаEric Clapton Wonderful Tonight Song LyricsisosicaОценок пока нет
- Problema - 1 (Op Aritm Simple)Документ1 страницаProblema - 1 (Op Aritm Simple)isosicaОценок пока нет
- Chemical Engineering and Processing: Process IntensificationДокумент10 страницChemical Engineering and Processing: Process IntensificationisosicaОценок пока нет
- Air - Composition and Molecular WeightДокумент4 страницыAir - Composition and Molecular WeightisosicaОценок пока нет
- IHS - August 2011Документ3 страницыIHS - August 2011isosicaОценок пока нет
- Funke Shell Tube He eДокумент24 страницыFunke Shell Tube He eisosicaОценок пока нет
- D:/Noi/Convertor CCIR-OIRT (PCB Design) /convertor - Express/convertor5.1.pcb (Top Layer, Bottom Layer)Документ1 страницаD:/Noi/Convertor CCIR-OIRT (PCB Design) /convertor - Express/convertor5.1.pcb (Top Layer, Bottom Layer)isosicaОценок пока нет
- Jinan Shandong, ChinaДокумент2 страницыJinan Shandong, ChinaisosicaОценок пока нет
- Cooling Towers Design Feb12 - CHENG PDFДокумент6 страницCooling Towers Design Feb12 - CHENG PDFisosicaОценок пока нет
- Chlormequat RedДокумент74 страницыChlormequat RedisosicaОценок пока нет
- Heat Exchanger DutyДокумент5 страницHeat Exchanger DutyisosicaОценок пока нет
- Hazard and Operability Study - WikipediaДокумент5 страницHazard and Operability Study - WikipediaisosicaОценок пока нет
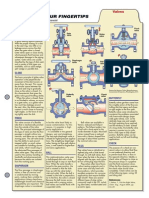
- Valves CHE Facts 0808Документ1 страницаValves CHE Facts 0808isosicaОценок пока нет
- Particle Size Reduction CHE - Facts - 1112 PDFДокумент1 страницаParticle Size Reduction CHE - Facts - 1112 PDFisosicaОценок пока нет
- Forbidden Chemistries Go Flow in API SynthesisДокумент8 страницForbidden Chemistries Go Flow in API SynthesisisosicaОценок пока нет
- Safety in Sulfuric Acid Storage Tanks - Chem. Eng. 11-2015Документ6 страницSafety in Sulfuric Acid Storage Tanks - Chem. Eng. 11-2015isosica100% (2)
- Metal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyДокумент5 страницMetal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyisosicaОценок пока нет
- Live Gold Price, Silver Price and Spot Precious Metals Quotes and ChartsДокумент5 страницLive Gold Price, Silver Price and Spot Precious Metals Quotes and ChartsisosicaОценок пока нет
- Metal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyДокумент5 страницMetal Organic Frameworks (Mofs) :: Time For A Breakthrough in Material SupplyisosicaОценок пока нет
- MELF/mini-MELF/LL-34 Package Diode IdentificationДокумент2 страницыMELF/mini-MELF/LL-34 Package Diode IdentificationisosicaОценок пока нет
- London Metal Exchange Prices - Markets Data Center - WSJДокумент1 страницаLondon Metal Exchange Prices - Markets Data Center - WSJisosicaОценок пока нет
- Anti-Oxidant/pro-Oxidant Activity of Ascorbic AcidДокумент6 страницAnti-Oxidant/pro-Oxidant Activity of Ascorbic AcidisosicaОценок пока нет
- Optimal Design of Experiments: For The Identification of Kinetic Models of Methanol Oxidation Over Silver CatalystДокумент7 страницOptimal Design of Experiments: For The Identification of Kinetic Models of Methanol Oxidation Over Silver CatalystisosicaОценок пока нет
- The Challenges of Ecotox Testing of Nanomaterials and The BPRДокумент3 страницыThe Challenges of Ecotox Testing of Nanomaterials and The BPRisosicaОценок пока нет
- Biogeochemical CyclesДокумент31 страницаBiogeochemical CyclesJessica OliverОценок пока нет
- Hybrid Cooler Project PresentationДокумент13 страницHybrid Cooler Project PresentationJK COTTONОценок пока нет
- Science Specimen Paper 1 2012Документ20 страницScience Specimen Paper 1 2012siswaplus100% (2)
- Büchi Soxhlet E-500Документ14 страницBüchi Soxhlet E-500Cesmar AleniОценок пока нет
- Explanation Text - Reading Comprehensive - Text 1 To 3Документ4 страницыExplanation Text - Reading Comprehensive - Text 1 To 3DEA ANNОценок пока нет
- 3rd Quarter ModuleДокумент36 страниц3rd Quarter ModuleDela Cruz AraОценок пока нет
- 22-25 Vapour Absorption SystemДокумент50 страниц22-25 Vapour Absorption SystemAkshay GeraОценок пока нет
- EM65HHC 115 V 60 HZ 1Документ4 страницыEM65HHC 115 V 60 HZ 1Ricardo BarrosoОценок пока нет
- SpiraxSarco-B2-Steam Engineering Principles and Heat TransferДокумент186 страницSpiraxSarco-B2-Steam Engineering Principles and Heat Transferdanenic100% (4)
- Physics How Things WorkДокумент18 страницPhysics How Things WorkJosh LlarenaОценок пока нет
- Lesson 1 - Introduction To Water TreatmentДокумент5 страницLesson 1 - Introduction To Water TreatmentErica Nicole LabialОценок пока нет
- TÜV Industrie Service GmbH Waterside Scaling, Deposition and Corrosion in Steam GeneratorsДокумент19 страницTÜV Industrie Service GmbH Waterside Scaling, Deposition and Corrosion in Steam Generatorsking1qОценок пока нет
- Water Cycle WebquestДокумент6 страницWater Cycle Webquestapi-330037580100% (1)
- Lesson Plan Template Wac STD 1Документ2 страницыLesson Plan Template Wac STD 1api-510344957Оценок пока нет
- 4single Effect Evaporators ProblemsДокумент24 страницы4single Effect Evaporators Problemsananth2012100% (4)
- Astm D1078 PDFДокумент8 страницAstm D1078 PDFNok ChanОценок пока нет
- Chapter Test 3Документ2 страницыChapter Test 3Line Aban0% (1)
- Kinetic Molecular Theory Explains States of MatterДокумент31 страницаKinetic Molecular Theory Explains States of Matterashly jmgОценок пока нет
- Cambridge O Level: Physics 5054/12Документ20 страницCambridge O Level: Physics 5054/12maryy.army.77Оценок пока нет
- DLL Division DEMO Physical ChangeДокумент6 страницDLL Division DEMO Physical ChangeJR Pellejera100% (1)
- Spray DryerДокумент30 страницSpray Dryerrajesh kumar100% (1)
- 9701 s09 QP 5Документ12 страниц9701 s09 QP 5Hubbak KhanОценок пока нет
- Template Soal PAT B.ingg. Wajib XI 21Документ16 страницTemplate Soal PAT B.ingg. Wajib XI 21Fara AzzahraОценок пока нет
- Saint Louis School: Fire HazardsДокумент3 страницыSaint Louis School: Fire HazardsKimberly GonzalesОценок пока нет
- Water FormsДокумент8 страницWater FormsBasco Martin JrОценок пока нет
- SMEDA Aloe Vera ProcessingДокумент34 страницыSMEDA Aloe Vera ProcessingMuhammad Zargham Haider100% (2)
- 16 Gourdon F PDFДокумент8 страниц16 Gourdon F PDFJoão AlvesОценок пока нет
- Ccb2053 Assignment 1Документ2 страницыCcb2053 Assignment 1Yassin RoslanОценок пока нет
- Me Lab Assessment 1Документ10 страницMe Lab Assessment 1Emilio Joaquin FloresОценок пока нет
- Water Cycle Webquest Student Capture SheetДокумент5 страницWater Cycle Webquest Student Capture Sheetapi-268569185Оценок пока нет