Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- IIUM ECE 1201 Engineering Lab II Prelab4Документ1 страницаIIUM ECE 1201 Engineering Lab II Prelab4Ridhwan AsriОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- IIUM ECE 1201 Engineering Lab II Prelab5Документ1 страницаIIUM ECE 1201 Engineering Lab II Prelab5Ridhwan AsriОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- IIUM ECE 1201 Engineering Lab II Prelab9Документ2 страницыIIUM ECE 1201 Engineering Lab II Prelab9Ridhwan AsriОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- IIUM ECE 1201 Engineering Lab II Prelab8Документ2 страницыIIUM ECE 1201 Engineering Lab II Prelab8Ridhwan AsriОценок пока нет
- IIUM ECE 1201 Engineering Lab II Prelab7Документ1 страницаIIUM ECE 1201 Engineering Lab II Prelab7Ridhwan AsriОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Prelab 1&2Документ1 страницаPrelab 1&2Atheerah ArisОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- IIUM ECE 1201 Engineering Lab II Prelab3Документ1 страницаIIUM ECE 1201 Engineering Lab II Prelab3Ridhwan AsriОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- IIUM ECE 1201 Engineering Lab II Prelab6Документ1 страницаIIUM ECE 1201 Engineering Lab II Prelab6Ridhwan AsriОценок пока нет
- ECE 1231 Electronics Quiz 1Документ3 страницыECE 1231 Electronics Quiz 1nbhaОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- IIUM ELECTRONICS Quiz4Документ2 страницыIIUM ELECTRONICS Quiz4Ridhwan AsriОценок пока нет
- IIUM ELECTRONICS Quiz1 Set B SoluДокумент2 страницыIIUM ELECTRONICS Quiz1 Set B SoluRidhwan AsriОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- IIUM ELECTRONICS Quiz2 Setb SolutionДокумент2 страницыIIUM ELECTRONICS Quiz2 Setb SolutionRidhwan AsriОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- IIUM ELECTRONICS Quiz2 Setb Solution p2Документ2 страницыIIUM ELECTRONICS Quiz2 Setb Solution p2Ridhwan AsriОценок пока нет
- IIUM ELECTRONICS Quiz2 - Set - A - Ques+soluДокумент4 страницыIIUM ELECTRONICS Quiz2 - Set - A - Ques+soluRidhwan AsriОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- IIUM ELECTRONICS Quiz2 THUR SolutionДокумент4 страницыIIUM ELECTRONICS Quiz2 THUR SolutionRidhwan AsriОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- IIUM ELECTRONICS Quiz2 SolutionДокумент4 страницыIIUM ELECTRONICS Quiz2 SolutionRidhwan AsriОценок пока нет
- IIUM ELECTRONICS Quiz2 SolutionДокумент4 страницыIIUM ELECTRONICS Quiz2 SolutionRidhwan AsriОценок пока нет
- IIUM ELECTRONICS Quiz2 THUR SolutionДокумент4 страницыIIUM ELECTRONICS Quiz2 THUR SolutionRidhwan AsriОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- IIUM ELECTRONICS Quiz5 - SolnДокумент3 страницыIIUM ELECTRONICS Quiz5 - SolnRidhwan AsriОценок пока нет
- Iium Electronics Ece 1231 Mid-Term Examination Semester Ii, 2008/2009 SessionДокумент8 страницIium Electronics Ece 1231 Mid-Term Examination Semester Ii, 2008/2009 SessionRidhwan AsriОценок пока нет
- Iium Electronics Ece 1231 Mid-Term Examination Semester Iii, 2008/2009 SessionДокумент8 страницIium Electronics Ece 1231 Mid-Term Examination Semester Iii, 2008/2009 SessionRidhwan AsriОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Iium Electronics Ece 1231 Mid-Term Examination Semester Iii, 2009/2010 SessionДокумент8 страницIium Electronics Ece 1231 Mid-Term Examination Semester Iii, 2009/2010 SessionRidhwan AsriОценок пока нет
- IIUM Electronics ECE 1312/ECE 1231 Final Exam Sem 1 (2012 - 2013)Документ8 страницIIUM Electronics ECE 1312/ECE 1231 Final Exam Sem 1 (2012 - 2013)Ridhwan Asri100% (1)
- IIUM MEC1105 WORKSHOP TECHNOLOGY Final Set 1 (2004-2005)Документ8 страницIIUM MEC1105 WORKSHOP TECHNOLOGY Final Set 1 (2004-2005)Ridhwan AsriОценок пока нет
- IIUM MEC1103 WORKSHOP TECHNOLOGY Semester X, 20XX 20XX Final Set 3Документ6 страницIIUM MEC1103 WORKSHOP TECHNOLOGY Semester X, 20XX 20XX Final Set 3Ridhwan AsriОценок пока нет
- Test Class MethodsДокумент7 страницTest Class Methodsvarun.chintatiОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Chapter3 Torsion FinalДокумент78 страницChapter3 Torsion FinalNaveen KumarОценок пока нет
- Fiber Series CTCДокумент31 страницаFiber Series CTCJorge GaitanОценок пока нет
- EE223 - Signals & Systems Assignment #3 (CLO#3)Документ3 страницыEE223 - Signals & Systems Assignment #3 (CLO#3)haider aliОценок пока нет
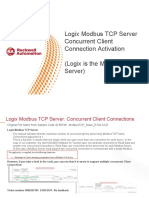
- Change To ModbusTCP Slave R102Документ8 страницChange To ModbusTCP Slave R102Евгений МалыченкоОценок пока нет
- Statistical Characteristics of Extreme Rainfall Events in EgyptДокумент9 страницStatistical Characteristics of Extreme Rainfall Events in EgyptAhmed El-AdawyОценок пока нет
- Python GUI Programming With Tkinter Deve-31-118 Job 1Документ88 страницPython GUI Programming With Tkinter Deve-31-118 Job 1Shafira LuthfiyahОценок пока нет
- ELTE 307 - DR Mohamed Sobh-Lec - 5-1-11-2022Документ28 страницELTE 307 - DR Mohamed Sobh-Lec - 5-1-11-2022Lina ElsayedОценок пока нет
- Sakshi: 7.coordinate GeometryДокумент3 страницыSakshi: 7.coordinate GeometryMartyn MartynОценок пока нет
- Early Thermal CrackingДокумент2 страницыEarly Thermal Crackingsudhir12345Оценок пока нет
- Solutions of Csca 2020 by Sourav GogoiДокумент11 страницSolutions of Csca 2020 by Sourav GogoiGyandeepОценок пока нет
- Irhlf77214 250V Radhard N MosfetДокумент9 страницIrhlf77214 250V Radhard N MosfetarsebiscuitsОценок пока нет
- Structure of Atom - Class 11thДокумент38 страницStructure of Atom - Class 11thAdil KhanОценок пока нет
- Human Face Recognition Attendance SystemДокумент17 страницHuman Face Recognition Attendance SystemAnish ArunaОценок пока нет
- Transformers 2023Документ36 страницTransformers 2023dgongorОценок пока нет
- CS6411 Network Lab Manual - 2013 - Regulation PDFДокумент71 страницаCS6411 Network Lab Manual - 2013 - Regulation PDFjayaprasanna123Оценок пока нет
- Thesis DocumentДокумент21 страницаThesis DocumentChris Lorenz83% (18)
- Python (Dictionary)Документ54 страницыPython (Dictionary)shahrukhkr.gptОценок пока нет
- ISO 10110 Optical Drawing StandardsДокумент17 страницISO 10110 Optical Drawing Standardskalvino314Оценок пока нет
- 8085 and 8051 PresentationДокумент54 страницы8085 and 8051 PresentationJitendra Chuugh100% (3)
- K-D Hawk: Manitou North America, IncДокумент334 страницыK-D Hawk: Manitou North America, IncRazvan MitruОценок пока нет
- Airplane Wing Geometry and ConfigurationsДокумент7 страницAirplane Wing Geometry and Configurationsh_mahdiОценок пока нет
- RC OscillatorДокумент8 страницRC OscillatorRavi TejaОценок пока нет
- SequencesДокумент6 страницSequencessundarismails544Оценок пока нет
- TERZ 94OMManualRev0107 PDFДокумент66 страницTERZ 94OMManualRev0107 PDFRoberto Andres Vasquez Campusano75% (4)
- IS30 IS50 WM CWL WM-L Schnittstellendoku enДокумент250 страницIS30 IS50 WM CWL WM-L Schnittstellendoku enspidigeОценок пока нет
- Stress Gradients in AlbertaДокумент22 страницыStress Gradients in AlbertaBehzadDastjerdyОценок пока нет
- Danfoss FC 301-302 AngДокумент268 страницDanfoss FC 301-302 AngkudakwasheОценок пока нет
- Learning Objectives: Lecture 3: Moving Averages and Exponential SmoothingДокумент6 страницLearning Objectives: Lecture 3: Moving Averages and Exponential SmoothingcuriousdumboОценок пока нет
- Qbake - Production Planning Guide - Bread Line.Документ27 страницQbake - Production Planning Guide - Bread Line.ahetОценок пока нет
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiОт EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiРейтинг: 4 из 5 звезд4/5 (3)
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersОт EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsОт EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsОценок пока нет
- House Rules: How to Decorate for Every Home, Style, and BudgetОт EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetОценок пока нет
- The Martha Manual: How to Do (Almost) EverythingОт EverandThe Martha Manual: How to Do (Almost) EverythingРейтинг: 4 из 5 звезд4/5 (11)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiОт Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiРейтинг: 5 из 5 звезд5/5 (2)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsОт EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsРейтинг: 4.5 из 5 звезд4.5/5 (10)