Вам также может понравиться
- Khaled Saeed PMP Udemy Certificate 5Документ1 страницаKhaled Saeed PMP Udemy Certificate 5khsaeedОценок пока нет
- 1509111888361Документ2 страницы1509111888361khsaeedОценок пока нет
- Ch01-Introduction - ExamДокумент7 страницCh01-Introduction - Examkhsaeed100% (1)
- ITP CommentsДокумент1 страницаITP CommentskhsaeedОценок пока нет
- EPC10-11 Contact ListДокумент11 страницEPC10-11 Contact Listkhsaeed50% (2)
- V D43 K 1801A 0050 Gear DrawingsДокумент2 страницыV D43 K 1801A 0050 Gear DrawingskhsaeedОценок пока нет
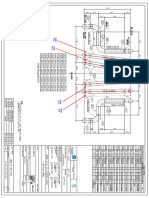
- J20-F-1500-047 - R1 ModelДокумент1 страницаJ20-F-1500-047 - R1 ModelkhsaeedОценок пока нет
- SER STR No Mark No FLOW TYPE ITEMS NO. Qty. Unit Wt Tot Wt COMMENTS MATING STRUCTURE R F PaintДокумент2 страницыSER STR No Mark No FLOW TYPE ITEMS NO. Qty. Unit Wt Tot Wt COMMENTS MATING STRUCTURE R F PaintkhsaeedОценок пока нет
- Cases Weights Item Number NO Net KG Gross KG Item Number Pieces Description Internal Paint Last Status (16 AprilДокумент1 страницаCases Weights Item Number NO Net KG Gross KG Item Number Pieces Description Internal Paint Last Status (16 AprilkhsaeedОценок пока нет
- V D43 K 1801A 0002 - P&I Diagram LegendДокумент2 страницыV D43 K 1801A 0002 - P&I Diagram LegendkhsaeedОценок пока нет
- VEFV1100 - Flange Face AlignmentДокумент1 страницаVEFV1100 - Flange Face AlignmentkhsaeedОценок пока нет
- Hidada Safety OrientationДокумент1 страницаHidada Safety OrientationkhsaeedОценок пока нет
- 32 SAMSS 004 - Flange Face AlignmentДокумент1 страница32 SAMSS 004 - Flange Face AlignmentkhsaeedОценок пока нет
- V D43 K 1801A 0002 - P&I Diagram LegendДокумент2 страницыV D43 K 1801A 0002 - P&I Diagram LegendkhsaeedОценок пока нет
- Trfg-Aoc-l-72204 Intergen VPR 1004012290 July 2017Документ5 страницTrfg-Aoc-l-72204 Intergen VPR 1004012290 July 2017khsaeedОценок пока нет
- Customer PoДокумент1 страницаCustomer PokhsaeedОценок пока нет
- Tile CastingДокумент1 страницаTile CastingkhsaeedОценок пока нет
- Two Commonly Asked Soft Foot QuestionsДокумент2 страницыTwo Commonly Asked Soft Foot QuestionskhsaeedОценок пока нет
- Meeting Agenda August 22Документ1 страницаMeeting Agenda August 22khsaeedОценок пока нет
- My Old IqamaДокумент1 страницаMy Old IqamakhsaeedОценок пока нет
- Check My TripДокумент2 страницыCheck My TripkhsaeedОценок пока нет
- Aramco Weekly MeetingДокумент1 страницаAramco Weekly MeetingkhsaeedОценок пока нет
- Breeching Rotation PDFДокумент1 страницаBreeching Rotation PDFkhsaeedОценок пока нет
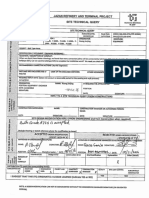
- Release Note: Date 26-06-2015 Project P02220 Jazan Refinery and Terminal ProjectДокумент3 страницыRelease Note: Date 26-06-2015 Project P02220 Jazan Refinery and Terminal ProjectkhsaeedОценок пока нет
- Breeching Rotation PDFДокумент1 страницаBreeching Rotation PDFkhsaeedОценок пока нет
- Sin Eqt STQ 00 0640Документ1 страницаSin Eqt STQ 00 0640khsaeedОценок пока нет
- Construction Material Requisition FormДокумент1 страницаConstruction Material Requisition FormkhsaeedОценок пока нет
- 3D - View: Seal Weld With BreachingДокумент1 страница3D - View: Seal Weld With BreachingkhsaeedОценок пока нет
- Packing List Burners (101-102)Документ1 страницаPacking List Burners (101-102)khsaeedОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Basics Configuration of PBX Nortel Meridain 81cДокумент26 страницBasics Configuration of PBX Nortel Meridain 81cGil HaleОценок пока нет
- IEEE Standards4Документ29 страницIEEE Standards4Ruchi AgrawalОценок пока нет
- Roof truss detailsДокумент1 страницаRoof truss detailsRassal KarimОценок пока нет
- E 172Документ236 страницE 172maga2000Оценок пока нет
- Microsoft Software License Terms For A Virtual Hard Disk Image of Evaluation Copies of The Microsoft Products Identified in Exhibit AДокумент13 страницMicrosoft Software License Terms For A Virtual Hard Disk Image of Evaluation Copies of The Microsoft Products Identified in Exhibit AAnoop PurohitОценок пока нет
- Documentation: TechnicalДокумент264 страницыDocumentation: Technicaljhon aguileraОценок пока нет
- Windsor-Castle Case-StudyДокумент25 страницWindsor-Castle Case-Studyapi-404658617Оценок пока нет
- Retaining Walls and Braced CutsДокумент6 страницRetaining Walls and Braced CutsEng mohammadОценок пока нет
- Flexy 205Документ3 страницыFlexy 205jayanta37Оценок пока нет
- 8148 HMVДокумент14 страниц8148 HMVevamОценок пока нет
- Contract - IsabelДокумент6 страницContract - IsabelHerbert PalacioОценок пока нет
- Wha Web PDF Local Heroes Celsing N Eng PDFДокумент14 страницWha Web PDF Local Heroes Celsing N Eng PDFDorian VujnovićОценок пока нет
- Oracle Nosql Database,: 12.1.3.5, COMMUNITY EDITIONДокумент5 страницOracle Nosql Database,: 12.1.3.5, COMMUNITY EDITIONCarlos Mario HerreraОценок пока нет
- VSAN-0130 Hyperconverged Infrastructure For Dummies VMware and Intel Special EditionДокумент77 страницVSAN-0130 Hyperconverged Infrastructure For Dummies VMware and Intel Special EditionBernardo Hernandez50% (2)
- Mod Bus Map FormatДокумент48 страницMod Bus Map FormatFredОценок пока нет
- Wyld Court, DevonДокумент20 страницWyld Court, DevonFuzzy_Wood_Person100% (1)
- CSS 11 EXAM 1st-2nd SemДокумент2 страницыCSS 11 EXAM 1st-2nd Semjanry ogatis100% (1)
- Optimasi Parameter 3D Printing Terhadap Keakuratan Dimensi Dan Kekasaran Permukaan Produk Menggunakan Metode Taguchi GreyДокумент4 страницыOptimasi Parameter 3D Printing Terhadap Keakuratan Dimensi Dan Kekasaran Permukaan Produk Menggunakan Metode Taguchi GreyRoni SewikoОценок пока нет
- 1VLG100101 - Instruction For Obtaining The Protection Degrees-ExternalДокумент6 страниц1VLG100101 - Instruction For Obtaining The Protection Degrees-Externalmad_sam282729Оценок пока нет
- Dakshinachitra – A Cultural Museum Showcasing South Indian HeritageДокумент9 страницDakshinachitra – A Cultural Museum Showcasing South Indian HeritageGAYATRI RAMANI NAMANA100% (1)
- BGP Inbound Traffic EngineeringДокумент25 страницBGP Inbound Traffic EngineeringFaran JavedОценок пока нет
- Session #103750 - Integrate PeopleSoft and SharePoint - C12 TemplateДокумент27 страницSession #103750 - Integrate PeopleSoft and SharePoint - C12 TemplatejlabrashОценок пока нет
- Datasheet - Hitachi Universal Storage Platform VMДокумент2 страницыDatasheet - Hitachi Universal Storage Platform VMShweta GuptaОценок пока нет
- Step-By-Step Guide Build & Deploy Ethereum Blockchain Smart ContractДокумент44 страницыStep-By-Step Guide Build & Deploy Ethereum Blockchain Smart ContractKefa Rabah100% (1)
- Lesson PlanДокумент2 страницыLesson PlanJagrati ChatterjeeОценок пока нет
- QW757 Repaint KitДокумент13 страницQW757 Repaint KitLuís Pedro MelimОценок пока нет
- Marcus Vitruvius PollioДокумент4 страницыMarcus Vitruvius PollioKurimaw SyОценок пока нет
- Al OmranДокумент1 страницаAl OmranshahbazdgОценок пока нет
- AirFiber X UGДокумент76 страницAirFiber X UGJuan Carlos RodriguezОценок пока нет
- High Efficiency Concrete Curing Compound EstocureДокумент2 страницыHigh Efficiency Concrete Curing Compound Estocuremyke_0101Оценок пока нет