Вам также может понравиться
- ASME 9 Multi Process Welding Procedures QW200Документ2 страницыASME 9 Multi Process Welding Procedures QW200Teodor EzaruОценок пока нет
- Welding Procedure Specification For Storage Tank & Piping SystemДокумент3 страницыWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadОценок пока нет
- P1 To P8Документ9 страницP1 To P8Pat AuffretОценок пока нет
- Super Duplex Stainless SteelДокумент1 страницаSuper Duplex Stainless SteelUma Shankar100% (1)
- Welder Visual Inspection ReportsДокумент24 страницыWelder Visual Inspection ReportsKyОценок пока нет
- QW 483Документ2 страницыQW 483delta lab sangliОценок пока нет
- BPV IX-16-3 QW-283 - ButteringДокумент1 страницаBPV IX-16-3 QW-283 - ButteringyutweldingОценок пока нет
- 20G Boiler Steel Pipe Resource GuideДокумент5 страниц20G Boiler Steel Pipe Resource GuideHeza FirdausОценок пока нет
- Reports - QAQC - R0Документ10 страницReports - QAQC - R0talupurumОценок пока нет
- 004 Gtaw P5aДокумент16 страниц004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Madina Group W.L.L. Procedure Qualification Record 152Документ38 страницMadina Group W.L.L. Procedure Qualification Record 152MAT-LIONОценок пока нет
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Документ17 страницWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizОценок пока нет
- WOPQ Form English1Документ2 страницыWOPQ Form English1oaperuchenaОценок пока нет
- En 13445 WPS PQR WPQДокумент5 страницEn 13445 WPS PQR WPQmuhammad hadiОценок пока нет
- Proposed WPSДокумент2 страницыProposed WPSChisom Ikengwu100% (2)
- PIPELINE WELD NUMBERING SYSTEMДокумент9 страницPIPELINE WELD NUMBERING SYSTEMgst ajah100% (2)
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Документ1 страницаWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenОценок пока нет
- WPS-Shell To Tubesheet (CS-SS)Документ1 страницаWPS-Shell To Tubesheet (CS-SS)suria qaqcОценок пока нет
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsДокумент3 страницыTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanОценок пока нет
- Clad PQRДокумент5 страницClad PQRRinshadОценок пока нет
- PT Kuwera Karya Me: PanduДокумент2 страницыPT Kuwera Karya Me: PanduGalang Pratama PutraОценок пока нет
- Guidance To Prepare Wps PQR For WeldingДокумент1 страницаGuidance To Prepare Wps PQR For WeldingHamid MansouriОценок пока нет
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSДокумент2 страницыBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarОценок пока нет
- WPS for Welding SA-335 P11 to SA-234 WP11Документ3 страницыWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitОценок пока нет
- Welding Procedure Specification for Vertical Storage TanksДокумент6 страницWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghОценок пока нет
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesДокумент9 страницASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- A Comparison of ISO 15614 Part 1 and ASME IXДокумент3 страницыA Comparison of ISO 15614 Part 1 and ASME IXsusanwebОценок пока нет
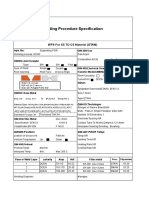
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Документ1 страницаWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenОценок пока нет
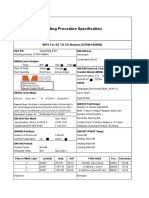
- WPS for SS to CS WeldingДокумент1 страницаWPS for SS to CS WeldingLipika GayenОценок пока нет
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWДокумент1 страницаSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWsuria qaqcОценок пока нет
- 1015 To Hastelloy VickoДокумент14 страниц1015 To Hastelloy Vickovgestantyo100% (1)
- Welding Procedure Specification For GTAW & GMAWДокумент4 страницыWelding Procedure Specification For GTAW & GMAWanh thoОценок пока нет
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpДокумент1 страницаPQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarОценок пока нет
- Welder Diameter Limitation ASME SEC IXДокумент1 страницаWelder Diameter Limitation ASME SEC IXkumarОценок пока нет
- Welding Essential Variables - en ISO 15614Документ2 страницыWelding Essential Variables - en ISO 15614NS QCОценок пока нет
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDДокумент5 страницWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedОценок пока нет
- Wps GT 9b Cvn90 Rev 1 PDFДокумент6 страницWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniОценок пока нет
- API Welding Procedure Specification PDFДокумент3 страницыAPI Welding Procedure Specification PDFBob LeeОценок пока нет
- QW-403 6Документ1 страницаQW-403 6Solikhul HarisОценок пока нет
- Welder ID Card BRE KarahaДокумент5 страницWelder ID Card BRE KarahaHerruSetiawan100% (1)
- SA 387 Grade 91 Class 2Документ4 страницыSA 387 Grade 91 Class 2briang-2Оценок пока нет
- ASME IX QW (Welding General Requirements)Документ12 страницASME IX QW (Welding General Requirements)Ariq Fauzan100% (1)
- Welder Qualification CertificateДокумент2 страницыWelder Qualification CertificateLuttpi100% (1)
- Fermi Lab Orbital Welding ProcedureДокумент2 страницыFermi Lab Orbital Welding ProcedurePramod Athiyarathu100% (1)
- WPS Resrvoire Sous Pression Smaw SawДокумент6 страницWPS Resrvoire Sous Pression Smaw SawDanem HalasОценок пока нет
- WPQ PDFДокумент0 страницWPQ PDFstanleyОценок пока нет
- Test Certificate 01Документ1 страницаTest Certificate 01Anoop RaghuОценок пока нет
- PQR 01 PDFДокумент2 страницыPQR 01 PDFVijay BhaleraoОценок пока нет
- ASME IX Interpretation-Part11Документ40 страницASME IX Interpretation-Part11kevin herryОценок пока нет
- Aws d1.1 WPS, PQR & WQTДокумент4 страницыAws d1.1 WPS, PQR & WQTWeld Bro SandeepОценок пока нет
- STD 1104 - Welding of Pipelines and Related FacilitiesДокумент38 страницSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilОценок пока нет
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsДокумент2 страницыWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabОценок пока нет
- QW 442 A Number PDFДокумент1 страницаQW 442 A Number PDFMadidj_2014Оценок пока нет
- Highlights On ASME Essential VariablesДокумент8 страницHighlights On ASME Essential VariablesAnonymous rYZyQQot55Оценок пока нет
- Highlights On ASME Essential VariablesДокумент8 страницHighlights On ASME Essential VariableschowhkОценок пока нет
- Oil Free Bushings - Technical InformationДокумент1 страницаOil Free Bushings - Technical InformationStedzavayОценок пока нет
- Guide Narrow-Gap Handbook EN LR PDFДокумент56 страницGuide Narrow-Gap Handbook EN LR PDFRavishankar100% (1)
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionДокумент27 страниц1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULОценок пока нет
- TIG Welding ProjectДокумент42 страницыTIG Welding ProjectAshok KotthapalliОценок пока нет
- CE Mark and DoP - QHPSДокумент2 страницыCE Mark and DoP - QHPSHoangОценок пока нет
- Filler Material Selection GuideДокумент32 страницыFiller Material Selection GuidemaknileОценок пока нет
- WELDING PROCEDURE QUALIFICATION TRAVELERДокумент8 страницWELDING PROCEDURE QUALIFICATION TRAVELERHoangОценок пока нет
- Technical Team Plan For Week 48 Rev. 08 Base On Personal Plan Rev. Date 26 Nov. 2012Документ5 страницTechnical Team Plan For Week 48 Rev. 08 Base On Personal Plan Rev. Date 26 Nov. 2012HoangОценок пока нет
- Welding ASTM A514 or A514MДокумент3 страницыWelding ASTM A514 or A514MHoangОценок пока нет
- Renewal and Recertification Requirements for Welding InspectorsДокумент1 страницаRenewal and Recertification Requirements for Welding InspectorsAhmedA.HassanОценок пока нет
- INTERTHERM228GRISPARTAДокумент9 страницINTERTHERM228GRISPARTAHoangОценок пока нет
- Cer Rtifica Ate: Mr. B Bui Xuan N Thien of of PTSC M Mechanic Cal and C Construct Tion Co., LTDДокумент1 страницаCer Rtifica Ate: Mr. B Bui Xuan N Thien of of PTSC M Mechanic Cal and C Construct Tion Co., LTDHoangОценок пока нет
- 6.ASNT UT Level 2Документ1 страница6.ASNT UT Level 2HoangОценок пока нет
- CWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsДокумент2 страницыCWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsHoangОценок пока нет
- Post Weld Heat TreatmentДокумент2 страницыPost Weld Heat TreatmentgullenariОценок пока нет
- 5 Keys Selecting Filler Metal For Welding ProjectДокумент2 страницы5 Keys Selecting Filler Metal For Welding ProjectHoangОценок пока нет
- CWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsДокумент2 страницыCWB Group Exams: Welding Inspector (Levels 1 / 2 / 3) ExaminationsHoangОценок пока нет
- CE Mark and DoP - QHPSДокумент2 страницыCE Mark and DoP - QHPSHoangОценок пока нет
- DIN EN 10277-2 Bright Steel 1999Документ11 страницDIN EN 10277-2 Bright Steel 1999Hans GoetheОценок пока нет
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolДокумент3 страницыControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangОценок пока нет
- FB (Floride-Basic) : Welding FluxДокумент1 страницаFB (Floride-Basic) : Welding FluxHoang100% (1)
- ANSI Pipe Schedule Chart: Pipe Weight Conversion FormulaДокумент6 страницANSI Pipe Schedule Chart: Pipe Weight Conversion FormulaHoangОценок пока нет
- Grain SizeДокумент3 страницыGrain SizeHoangОценок пока нет
- Steels - Carbon Steels, Mild Steel, Carbon-Manganese Steels, Alloys Steels, Low-Alloy Steels and Micro-Alloy SteelsДокумент2 страницыSteels - Carbon Steels, Mild Steel, Carbon-Manganese Steels, Alloys Steels, Low-Alloy Steels and Micro-Alloy SteelsHoangОценок пока нет
- Inconel Alloy 625Документ18 страницInconel Alloy 625Gustavo Palacios100% (1)
- Formula Weld CalculateДокумент6 страницFormula Weld CalculateHoangОценок пока нет
- Review of Fatigue Assessment Procedures For Welded Aluminium StructuresДокумент25 страницReview of Fatigue Assessment Procedures For Welded Aluminium StructuresHoangОценок пока нет
- Alloying Elements EffectsДокумент2 страницыAlloying Elements EffectsTabish ShaikhОценок пока нет
- Liquid Penetrant TestingДокумент20 страницLiquid Penetrant TestingFDS_03Оценок пока нет
- Flow Chart - Storage & ID Stainless SteelДокумент3 страницыFlow Chart - Storage & ID Stainless SteelHoangОценок пока нет
- INTERTHERM228GRISPARTAДокумент9 страницINTERTHERM228GRISPARTAHoangОценок пока нет
- Tính Toán Tốc Độ Cấp dâyДокумент5 страницTính Toán Tốc Độ Cấp dâyHoangОценок пока нет
- MV1062 Checklist - Final Inspection-11-Nov-2016Документ3 страницыMV1062 Checklist - Final Inspection-11-Nov-2016HoangОценок пока нет
- Penetration Caculate PDFДокумент7 страницPenetration Caculate PDFHoangОценок пока нет
- Technical Data Sheet R404A ENGLISH PDFДокумент4 страницыTechnical Data Sheet R404A ENGLISH PDFjane.yuchen8283100% (1)
- Reasons to Replace Expired Fire ExtinguishersДокумент3 страницыReasons to Replace Expired Fire ExtinguishersswapnilmanwtkarОценок пока нет
- Advanced PharmacognosyДокумент13 страницAdvanced PharmacognosyLisa DamayantiОценок пока нет
- Transformer Diagnostics in The Practical FieldДокумент15 страницTransformer Diagnostics in The Practical Fieldlbk50Оценок пока нет
- Life's Origin TheoriesДокумент8 страницLife's Origin TheoriesSazzad NiloyОценок пока нет
- Anaerobic Fundamentals COD BalanceДокумент28 страницAnaerobic Fundamentals COD BalanceDavid Sanchez100% (1)
- Carboxylic Acid & NitrilesДокумент19 страницCarboxylic Acid & NitrilesDante Luis SilvaОценок пока нет
- Enzyme Kinetics NotesДокумент2 страницыEnzyme Kinetics NotesMarc Imhotep Cray, M.D.Оценок пока нет
- Lactose ProfileДокумент3 страницыLactose ProfileKK90441Оценок пока нет
- Himanshu Pandey SolutionsДокумент144 страницыHimanshu Pandey SolutionsDeepak S.V.73% (48)
- Resin R3X1660 - Material Data Sheet - Part BДокумент4 страницыResin R3X1660 - Material Data Sheet - Part BRavie OuditОценок пока нет
- RTS PS 2024ref2023ftsДокумент3 страницыRTS PS 2024ref2023ftsmohitabochare2039Оценок пока нет
- Cartridge Heaters FIREROD ImmersionДокумент3 страницыCartridge Heaters FIREROD ImmersionEliasОценок пока нет
- CMTДокумент284 страницыCMTAaron R. AllenОценок пока нет
- Lattice VibrationДокумент21 страницаLattice VibrationPandu lalОценок пока нет
- EDXRF Analysis of Polymer Films Thickness and CompositionДокумент2 страницыEDXRF Analysis of Polymer Films Thickness and CompositionnadiarhОценок пока нет
- Ethem Murat Arsava (Eds.) - Nutrition in Neurologic Disorders - A Practical Guide (2017, Springer International Publishing)Документ209 страницEthem Murat Arsava (Eds.) - Nutrition in Neurologic Disorders - A Practical Guide (2017, Springer International Publishing)riddhiОценок пока нет
- Chem 152 Lab 4Документ4 страницыChem 152 Lab 4mifferdk23% (13)
- Drilling Waste Management Technology ReviewДокумент102 страницыDrilling Waste Management Technology ReviewPham Duc100% (1)
- Editorial Board of IJAR (International Journal of Advanced Research, ISSN: 2320-5407)Документ9 страницEditorial Board of IJAR (International Journal of Advanced Research, ISSN: 2320-5407)Jiban ShresthaОценок пока нет
- Civil Fiber Reinforced Concrete ReportДокумент12 страницCivil Fiber Reinforced Concrete ReportPANKAJ KUMAR BTechОценок пока нет
- Experiment #4 - Enzymatic Reduction of Methyl AcetoacetateДокумент5 страницExperiment #4 - Enzymatic Reduction of Methyl AcetoacetateJasmin CeciliaОценок пока нет
- Physical and Chemical Properties QuizДокумент20 страницPhysical and Chemical Properties Quizgnanasekar0% (1)
- What Are Some of The Best Interview Questions Asked For A Mechanical Engineering Student - Quora PDFДокумент17 страницWhat Are Some of The Best Interview Questions Asked For A Mechanical Engineering Student - Quora PDFPavansatya AdabalaОценок пока нет
- OVERVIEW (4 Points) : CH116 General and Organic Principles LabДокумент4 страницыOVERVIEW (4 Points) : CH116 General and Organic Principles Labapi-557329548Оценок пока нет
- Coal Conversion StatisticsДокумент2 страницыCoal Conversion StatisticsPaulo BarraОценок пока нет
- Astm D 388Документ6 страницAstm D 388Julian MonroyОценок пока нет
- Raphex-2009pdf PDFДокумент29 страницRaphex-2009pdf PDFjoe jonesОценок пока нет
- Saranya IJPSRДокумент8 страницSaranya IJPSRBhavana GangurdeОценок пока нет
- CH 5 Heat Exchanger Design MethodsДокумент30 страницCH 5 Heat Exchanger Design Methodsapi-3765936100% (1)