Вам также может понравиться
- Trazado de desarrollos en tuberías. FMEC0108От EverandTrazado de desarrollos en tuberías. FMEC0108Рейтинг: 3 из 5 звезд3/5 (2)
- Manual de IsometricosДокумент29 страницManual de IsometricosAbbi SanzОценок пока нет
- Sellado y montaje de juntas espirotálicasДокумент32 страницыSellado y montaje de juntas espirotálicasraul gonzalez100% (1)
- Isometricos de TuberiasДокумент5 страницIsometricos de TuberiasNAYELI ALMEIDA100% (2)
- Simbología de tuberíasДокумент93 страницыSimbología de tuberíasWilfredo Porco Estrada100% (2)
- Accesorios para TuberíasДокумент42 страницыAccesorios para TuberíasEdgar Estrada Garcia100% (1)
- Piping Design 2.0Документ4 страницыPiping Design 2.0Siles LimberdsОценок пока нет
- Simbología TuberíasДокумент0 страницSimbología TuberíasSarah Perez100% (2)
- BridasДокумент22 страницыBridasleumascossioОценок пока нет
- Guia para Supervisor TuberiasДокумент4 страницыGuia para Supervisor Tuberiasrodolfo1cruz-4100% (1)
- Caps sch-40Документ1 страницаCaps sch-40DIEGO TERANОценок пока нет
- Inspección Visual de Soldaduras en Recipientes A PresiónДокумент70 страницInspección Visual de Soldaduras en Recipientes A Presiónanon_837675228100% (1)
- Codigo Asme Seccion IxДокумент53 страницыCodigo Asme Seccion IxGer Di Ciccio100% (2)
- Información Técnica FlangesДокумент6 страницInformación Técnica Flangesmulder21Оценок пока нет
- Piping 1Документ133 страницыPiping 1123456789rpОценок пока нет
- Curso tuberías plantas procesoДокумент53 страницыCurso tuberías plantas procesoTeodoro HernandezОценок пока нет
- Tubería cortadora y biseladora hidráulica-neumáticaДокумент11 страницTubería cortadora y biseladora hidráulica-neumáticaBetty SantiagoОценок пока нет
- Venteos y drenajes pruebas hidrostáticasДокумент1 страницаVenteos y drenajes pruebas hidrostáticasALAAN89100% (1)
- API 1104 Pres Espaol 2002Документ79 страницAPI 1104 Pres Espaol 2002Wilson GuevaraОценок пока нет
- Curso Tubero Industrial: Corte de metales y soldaduraДокумент20 страницCurso Tubero Industrial: Corte de metales y soldaduraEliud Ortiz Montes100% (1)
- Parte II Tuberia de ProcesoДокумент42 страницыParte II Tuberia de ProcesoingjavierginezОценок пока нет
- Curso Interpretación Película Radiográfica IndustrialДокумент106 страницCurso Interpretación Película Radiográfica IndustrialIPIОценок пока нет
- Ramal de Accesorios de Conexión GeneralДокумент2 страницыRamal de Accesorios de Conexión GeneralDavid Estrada100% (1)
- Avance de Mecanica (Fittings y ProcedimientosДокумент43 страницыAvance de Mecanica (Fittings y ProcedimientosFabian Hernandez Beltran100% (6)
- Fabricación y ensayos de tuberías de aceroДокумент56 страницFabricación y ensayos de tuberías de aceroFabian ZacipaОценок пока нет
- Formato WPSДокумент4 страницыFormato WPSÁlejandro FlorezОценок пока нет
- Cómo Leer Dibujos de Tuberías IsométricasДокумент12 страницCómo Leer Dibujos de Tuberías IsométricasRene RenanОценок пока нет
- Tuberia APIДокумент6 страницTuberia APIDanAcu100% (2)
- Bridge CamДокумент16 страницBridge CamEduardo Hurtado PulidoОценок пока нет
- Bridas y EsparragosДокумент6 страницBridas y EsparragosEsteban Dido100% (4)
- Curso CISOLD - Diseño de Sistemas de Tuberias 1-71Документ71 страницаCurso CISOLD - Diseño de Sistemas de Tuberias 1-71Omar CuevaОценок пока нет
- Bridas Ciegas Tipo 8Документ4 страницыBridas Ciegas Tipo 8Carlos Kcho AsportОценок пока нет
- Valve Symbols and Piping Component GuideДокумент12 страницValve Symbols and Piping Component GuideEmilio AriasОценок пока нет
- B31.G 2009 PDFДокумент5 страницB31.G 2009 PDFLIPSAINDUSTRIAL100% (1)
- Bolivia Curso Valvulas 1era.Документ125 страницBolivia Curso Valvulas 1era.liliana100% (2)
- Traduccion API 1104Документ48 страницTraduccion API 1104Luis LlmОценок пока нет
- Revision de Planos Guia GeneralДокумент10 страницRevision de Planos Guia GeneralRicardo Sanchez GarciaОценок пока нет
- 14-Diagramas Isométricos de TuberíasДокумент14 страниц14-Diagramas Isométricos de TuberíasSandra Rayo67% (3)
- Diseño GraficoДокумент74 страницыDiseño GraficoOscar PereaОценок пока нет
- Tuberias IsometricasДокумент10 страницTuberias Isometricasgal0is92% (12)
- Manual de IsométricosДокумент29 страницManual de IsométricosMaximiliano García Calderón90% (51)
- Presentación de PlanosДокумент33 страницыPresentación de PlanosRene Briones Juarez100% (1)
- Oapc 01 ... Guia para Dibujos Isométricos.Документ139 страницOapc 01 ... Guia para Dibujos Isométricos.Oscar PalacioОценок пока нет
- Manual para Curso de IsometricosДокумент34 страницыManual para Curso de IsometricosPedro Javier Segovia100% (2)
- Taller Final Hidráulica y NeumáticaДокумент5 страницTaller Final Hidráulica y NeumáticaCristian Pineda GuevaraОценок пока нет
- 3-Diseño de Instalaciones para Bombas Centrifugas-Segunda ParteДокумент87 страниц3-Diseño de Instalaciones para Bombas Centrifugas-Segunda ParteIAS UNAC100% (1)
- 1 Especificaciones Planos y TuberiasДокумент28 страниц1 Especificaciones Planos y TuberiasNicolas Bogado100% (1)
- Especificacion de Tuberias - IsometricasДокумент9 страницEspecificacion de Tuberias - Isometricasdaniel QuirozОценок пока нет
- Procedimiento Isometricos de TuberíasДокумент10 страницProcedimiento Isometricos de Tuberíaswebs.usuarioОценок пока нет
- Norma Iso 10628Документ33 страницыNorma Iso 10628silencruz0% (1)
- NTC 2494 Dibujo de Construcción. Clasificación de BarrasДокумент12 страницNTC 2494 Dibujo de Construcción. Clasificación de Barrasandres_123456100% (1)
- Normas diseño sistemas distribución eléctrica zonas no interconectadasДокумент6 страницNormas diseño sistemas distribución eléctrica zonas no interconectadasrjk941Оценок пока нет
- Volumen 6 Tomo II Obras PreliminaresДокумент26 страницVolumen 6 Tomo II Obras Preliminaresmolijor18958514Оценок пока нет
- Norma Iso 10628Документ33 страницыNorma Iso 10628lexeberu100% (2)
- Módulo 2Документ98 страницMódulo 2david100% (1)
- 102.a Trazo y ReplanteoДокумент7 страниц102.a Trazo y ReplanteoUlises CaspeОценок пока нет
- Guia Avance de Proyecto GR.5Документ2 страницыGuia Avance de Proyecto GR.5CAMILAОценок пока нет
- casodiseno-enero-2024-2Документ1 страницаcasodiseno-enero-2024-2fadol15176Оценок пока нет
- Cálculo de Redes de AlcantarilladoДокумент6 страницCálculo de Redes de AlcantarilladoMartin FelipeОценок пока нет
- Diseño de Sistema de Aguas AceitosasДокумент5 страницDiseño de Sistema de Aguas AceitosasAndrea Del Pilar BeltránОценок пока нет
- Certificado Epoch 600Документ6 страницCertificado Epoch 600Anonymous aWhfXq2bYОценок пока нет
- Tds-Icp RTJ EsДокумент9 страницTds-Icp RTJ Escarlos ruizОценок пока нет
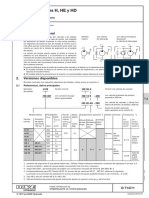
- Bombas HD - HeДокумент4 страницыBombas HD - HeAnonymous aWhfXq2bYОценок пока нет
- Calculo de Orejas IzajeДокумент90 страницCalculo de Orejas IzajeWilfredo Marin AndradeОценок пока нет
- 1115-PO-69 - Actualiz de Isomet para La Insp de Circuitos de Tubería RMNE 2010-OKДокумент20 страниц1115-PO-69 - Actualiz de Isomet para La Insp de Circuitos de Tubería RMNE 2010-OKAnonymous aWhfXq2bY100% (2)
- Planta Endulzadora TMDBДокумент9 страницPlanta Endulzadora TMDBiqjoeljoachinОценок пока нет
- NOM Recipientes A Presion Nom-020-Stps-2011 PDFДокумент52 страницыNOM Recipientes A Presion Nom-020-Stps-2011 PDFJonathan GomezОценок пока нет
- PG Ss TC 0033 2013 Apertura LineasДокумент29 страницPG Ss TC 0033 2013 Apertura LineasAnonymous aWhfXq2bYОценок пока нет
- Actuador 667Документ36 страницActuador 667lorgio_moroОценок пока нет
- Calculo de Orejas IzajeДокумент90 страницCalculo de Orejas IzajeWilfredo Marin AndradeОценок пока нет
- PROCESOSINDUSTRIALESnoviembre 06Документ7 страницPROCESOSINDUSTRIALESnoviembre 06limedinamОценок пока нет
- Propuesta EndulzadoraДокумент5 страницPropuesta EndulzadoraAnonymous aWhfXq2bYОценок пока нет
- PFC Jose Manuel Sanchez Lahuerta InstalacionesДокумент206 страницPFC Jose Manuel Sanchez Lahuerta InstalacionesCesar Rosales TorresОценок пока нет
- NMX B 252Документ101 страницаNMX B 252Elsa HenryОценок пока нет
- CodigocoloresДокумент1 страницаCodigocoloresingnatho23Оценок пока нет
- 2554 P Spa-Usa LTR PDFДокумент4 страницы2554 P Spa-Usa LTR PDFAnonymous aWhfXq2bYОценок пока нет
- Manual Básico de Uso Project 2010Документ30 страницManual Básico de Uso Project 2010PanchoR6891% (11)
- Revisión Técnica de Cable para Motor de 300HP A 460 VДокумент4 страницыRevisión Técnica de Cable para Motor de 300HP A 460 VAnonymous aWhfXq2bYОценок пока нет
- Guía Del Espta InsttaДокумент27 страницGuía Del Espta InsttaAnonymous aWhfXq2bYОценок пока нет
- 12GE2007G0033Документ269 страниц12GE2007G0033Anonymous aWhfXq2bYОценок пока нет
- Manual en Español Autodesk Autocad Pland 3dДокумент122 страницыManual en Español Autodesk Autocad Pland 3dAnonymous aWhfXq2bY100% (1)
- 10.3. PLANES AMBIENTALES4 Plan Almc Manejo SustPeligrosas LIRIO PAME PDFДокумент41 страница10.3. PLANES AMBIENTALES4 Plan Almc Manejo SustPeligrosas LIRIO PAME PDFPamela Chumacero RodriguezОценок пока нет
- Anexos Técnicos 18575110-564-11Документ156 страницAnexos Técnicos 18575110-564-11Anonymous aWhfXq2bYОценок пока нет
- Ejemplo Impacto VialДокумент151 страницаEjemplo Impacto VialAnonymous aWhfXq2bYОценок пока нет
- Estructura y Tecnología de Computadores III (UNED) - Entradas y SalidasДокумент4 страницыEstructura y Tecnología de Computadores III (UNED) - Entradas y SalidasD'todoMoqueguaОценок пока нет
- Generadores Grupel durante 40 añosДокумент40 страницGeneradores Grupel durante 40 añosFrank HigueraОценок пока нет
- Confiabilidad Del Cuestionario SF36 PDFДокумент15 страницConfiabilidad Del Cuestionario SF36 PDFMaria del Pilar Zapata AОценок пока нет
- Mgc-Pro2000-Br 120044 SPДокумент4 страницыMgc-Pro2000-Br 120044 SPEliud RodriguezОценок пока нет
- FM Sonora Grill Rev1Документ29 страницFM Sonora Grill Rev1radilla36Оценок пока нет
- Texto Guia de Mantenimiento IndustrialДокумент452 страницыTexto Guia de Mantenimiento IndustrialMario Aguillòn100% (2)
- Propuesta de Programa de Mantenimiento PreventivoДокумент90 страницPropuesta de Programa de Mantenimiento PreventivoDavidIturraОценок пока нет
- Pavimentos Zonas UrbanasДокумент19 страницPavimentos Zonas Urbanaslee kumaОценок пока нет
- Análisis de FallasДокумент114 страницAnálisis de FallasMr.JaggerОценок пока нет
- XR 150Документ41 страницаXR 150Ricardo88% (16)
- Requisitos de Un Test de CampoДокумент9 страницRequisitos de Un Test de CampoJuanito Coba FeriaОценок пока нет
- Amfe ExcelДокумент12 страницAmfe ExcelVíctor FERNÁNDEZ FERNÁNDEZОценок пока нет
- Administracion de MantenimientoДокумент86 страницAdministracion de MantenimientoIan Raúl Izquierdo RamónОценок пока нет
- Designaci N de ConectoresДокумент5 страницDesignaci N de ConectoresSebastian BarzolaОценок пока нет
- Decisión de Reemplazo de Equipos MinerosДокумент42 страницыDecisión de Reemplazo de Equipos MinerosEdgar Taddey100% (2)
- Sigo F Ecf07Документ38 страницSigo F Ecf07manaОценок пока нет
- Volumen 13 Del Libro Blanco: Digital Signage, La Cuarta PantallaДокумент66 страницVolumen 13 Del Libro Blanco: Digital Signage, La Cuarta PantallaCarlos Chen100% (1)
- Catalogo 785CДокумент24 страницыCatalogo 785Cjorgelui91Оценок пока нет
- Analisis de Costos de Vida LCC - 5Документ27 страницAnalisis de Costos de Vida LCC - 5Cesar Chu AcevedoОценок пока нет
- Implementación de mantenimiento preventivo basado en confiabilidad para mejorar disponibilidad de equipos en mina AntaminaДокумент104 страницыImplementación de mantenimiento preventivo basado en confiabilidad para mejorar disponibilidad de equipos en mina AntaminaRaul TicllacuriОценок пока нет
- RiesgosДокумент60 страницRiesgosLeidy Katherine Suarez GОценок пока нет
- Ieee Plantilla ReporteДокумент14 страницIeee Plantilla ReporteAlejandra AriasОценок пока нет
- Guia de Aprendizaje 1Документ14 страницGuia de Aprendizaje 1Sebastian SaldarriagaОценок пока нет
- TesisДокумент129 страницTesismartinОценок пока нет
- SrsДокумент8 страницSrsVictor FloresОценок пока нет
- Prueba de Entrada Gestion de MantenimientoДокумент6 страницPrueba de Entrada Gestion de MantenimientoArnol CallataОценок пока нет
- Analisis Fundamentos de Gestion EmpresarialДокумент6 страницAnalisis Fundamentos de Gestion Empresarialsoteloleodan04Оценок пока нет
- Trabajo Final Ing EconomicaДокумент41 страницаTrabajo Final Ing EconomicaYovani AcostaОценок пока нет
- Mantenimiento instalaciones operativasДокумент90 страницMantenimiento instalaciones operativasRafael SternОценок пока нет
- Plan mantenimiento butifarrasДокумент43 страницыPlan mantenimiento butifarrasNarianespitia100% (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoОт EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoРейтинг: 5 из 5 звезд5/5 (1)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksОт EverandArizona, Utah & New Mexico: A Guide to the State & National ParksРейтинг: 4 из 5 звезд4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensОт EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensОценок пока нет
- New York & New Jersey: A Guide to the State & National ParksОт EverandNew York & New Jersey: A Guide to the State & National ParksОценок пока нет
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptОт EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptРейтинг: 5 из 5 звезд5/5 (1)