IADC/SPE-170566-MS
Advanced Technologies and Practical Solutions for Challenging Drilling
Applications
M. J. Jellison, NOV Grant Prideco; A. Chan, Workstrings International
Copyright 2014, IADC/SPE Asia Pacific Drilling Technology Conference
This paper was prepared for presentation at the IADC/SPE Asia Pacific Drilling Technology Conference held in Bangkok, Thailand, 2527 August 2014.
This paper was selected for presentation by an IADC/SPE program committee following review of information contained in an abstract submitted by the author(s).
Contents of the paper have not been reviewed by the International Association of Drilling Contractors or the Society of Petroleum Engineers and are subject to
correction by the author(s). The material does not necessarily reflect any position of the International Association of Drilling Contractors or the Society of Petroleum
Engineers, its officers, or members. Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the International Association
of Drilling Contractors or the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words;
illustrations may not be copied. The abstract must contain conspicuous acknowledgment of IADC/SPE copyright.
Abstract
This paper provides a review of recent technology advancements and addresses practical considerations
associated with drillpipe and drill stem components for extreme drilling applications. Ultra-high torque
double-shoulder rotary connections are often employed in these applications. Recent developments and
enchantments in these connection designs including new higher strength materials, advanced thread forms
and associated improvements in torsional strength and fatigue performance are presented. Deepwater
wells frequently require long, heavy casing strings to achieve the total depth objectives. High capacity
landing strings capable of running these heavy strings with total hook loads approaching 2.5 million
pounds have been successfully developed to address this well design challenge. The paper discusses the
engineering solutions implemented to overcome the high forces, slip crushing concerns and material
strength and toughness considerations for these critical applications.
Due to the dramatic increase in oil prices the industry has seen a re-emergence of deep and ultra-deep
drilling projects that encounter H2S gas. The paper provides an update on the latest sulphide stress
cracking (SSC) resistant drillpipe grades including the first fully SSC resistant drill pipe system with SSC
resistant friction welds joining the drill pipe tubes and tool joints. Major operators have been using a drill
pipe based riser system for intervention and completion work in the waters offshore Brazil, Australia,
Africa and other deepwater basins around the world. The paper provides updates on design improvements
of high pressure capacity connectors and advanced materials for these critical riser applications.
Deepwater and other critical wells often encounter abrasive formations, high side loads between the
drill string and bore hole and other conditions that promote drill stem friction heating failures. The paper
includes characteristic features of these failures along with case histories and prevention methods.
Introduction
Wells that are in the planning stages today demand drill string technology with capabilities that exceed
current connection designs and material performance properties.
Rig rates have risen dramatically, as have the costs for virtually all services, equipment, tools and
materials used by the energy drilling industry. At the same time, existing wells and reservoirs are
experiencing accelerated decline rates. Our industry must respond to these realities with advanced
IADC/SPE-170566-MS
Figure 1Illustration comparing 1st and 2nd Gen. DSC. 2nd Gen. DSCs possess a reduced taper which provides more area at the internal shoulder
to supply increased torsional capacity.
technologies that improve efficiency, enabling wells to be drilled more effectively and at acceptable costs.
Drill pipe and drill stem materials and connections represent mature technologies. Nevertheless, innovations can and are being developed in this important area critical in the quest to exploit more remote
hydrocarbon target zones. The third generation double-shoulder connection presented in this paper
represents one advancement that addresses some of the drilling challenges ahead.
Evolution of Double-Shoulder Connections
First Generation Double-Shoulder Connections (1st Gen. DSC) were introduced in the early 1980s and
were API rotary-shouldered connections (primarily NC and FH) with a second shoulder added inside the
box member at the pin nose interface. 1st Gen. DSC and API connections shared the same basic design
features such as thread form, taper, lead, pitch diameters, etc. while the secondary shoulder provided a
simple and straight forward solution that increased the connection torsional yield strength by approximately 40% over the corresponding API connection. The secondary internal shoulder offers an additional
friction surface and mechanical torque stop. The primary external shoulder serves as the connections
sealing surface precisely as it functions on a standard API rotary-shoulder connection.
As more aggressive drilling programs were implemented, it became clear that 2nd Gen. DSC with
higher torque and more streamlined profiles were required. To achieve performance beyond 1st Gen. DSC,
changes to the standard API rotary-shoulder connection design parameters were necessary. 1998 saw the
introduction of 2nd Gen. DSC drillpipe, designed with enhanced thread form to reduce stress concentration, a flatter taper to increase shoulder areas, and tighter tolerances, Figure 1.
The increased torsional capacity of 2nd Gen. DSC is provided by the greater area of the secondary
shoulder, which in turn is achieved by the shallower taper. 2nd Gen. DSC provided approximately 25 to
30% more working torque capacity than 1st Gen. DSC or an improvement of approximately 65 to 70%
compared to a standard API connection with the same outside and inside diameters. 2nd Gen. DSC
streamlined connection dimensions, enabling one pipe size larger to be run in the same hole size
dramatically improving hydraulic efficiency while maintaining equivalent fishing capability.
Third Generation Double-Shoulder Connection
Since the introduction of 2nd Gen. DSC, the industrys trend has continued toward deeper and longer reach
well programs, which has dictated the need for drillpipe connections with enhanced mechanical and
dimensional characteristics coupled with improved make-up / break-out speeds.
IADC/SPE-170566-MS
Consequently, a project was commissioned to
design, analyze, laboratory test and field trial the
industrys first 3rd Gen. DSC. A key objective of the
project was to significantly improve connection
make-up/break-out speeds relative to 2nd Gen.
DSCs. Mechanical and hydraulic gains were also
dictated based on the industrys trend toward deeper
and further well programs.
Design Philosophy
The design philosophy for 1st, 2nd and 3rd Gen.
DSCs has evolved. One of the primary philosophies employed during the development of 3rd Gen.
DSCs was the concept of one size does not fit all
or one design does not fit all. This philosophy
suggests that a thread form optimized for 6 5/8 in.
drill pipe may not be optimized for 23/8 in. drill
pipe. In fact, optimized thread forms for each of
these sizes differ substantially.
5 in. to 57/8 in. drill pipe sizes represent common sizes for offshore, deepwater and higher profile
programs such as ERD. Connection designs focused Figure 2Illustration comparing scale figures of 3rd Gen. DSC to 2nd
DSC. All other things equal, the double-start thread form reduces
on speed of makeup and more streamlined connec- Gen.
revolutions from stab to makeup by 50%. Changes in thread taper and
tions for increased hydraulic performance.
pitch further reduce revolutions in total from 13 to 4.
For the large 6 5/8 in. drillpipe size commonly
run in elevated spread rate projects such as deep and
ultra-deep water, speed of makeup is a primary design objective. In addition, make-up torques can be
excessive, at times surpassing the capacity of the rig equipment. Design parameters must be balanced to
reduce the make-up torque and improve hydraulic performance.
Connection Design
3rd Gen. DSCs differ from 1st and 2nd Gen. DSCs in several ways. One of the primary differences is the
addition of a dual-start, twin lead or double-start thread, Figure 2.
Double-start Thread Double-start threads incorporate two threads spaced 180 degrees apart reducing
the number of turns to assemble the connection by 50%, all other things equal. Double-start or multi-start
threads are not new. However, the application of multi-start threads to RSCs is novel, especially
double-shoulder RSCs.
Dual-radius Thread Form As the industry continues to move to more streamlined drill pipe connections, the gap in fatigue performance between the connection and the tube can decrease. Fundamentally,
a point exists in which a streamlined connection becomes weaker in fatigue than the drillpipe, leading to
drillpipe connection fatigue failures. The anticipated improvement in streamlined dimensions for 3rd Gen.
DSCs led the design team to evaluate thread forms that produced low peak stresses in the thread roots.
The reduction in peak stresses was realized through a dual-radius thread form.
Figure 3 illustrates the dual-radius thread form in comparison to API, 1st and 2nd Gen. DSCs. Thread
root radius is lengthened and radically improved with the dual-radius thread form in the 3rd Gen. DSC.
Peak stress analysis and laboratory fatigue testing quantified the performance improvement of the
dual-radius. In addition, modified 2nd Gen. DSCs with dual-radius thread forms have been utilized in
IADC/SPE-170566-MS
Figure 33rd Gen. DSCs incorporate a unique large dual-radius thread root reducing the peak stress in the thread roots and extending fatigue life
of the connection.
more than 300 aggressive wells for Chevron Thailand Exploration and Production with field-proven
success.
Optimized Taper Taper defines the cross sectional area at the secondary shoulder providing the improved torsional strength and controls the stabbing depth of the pin to the box impacting make-up and
tripping speeds. Tapers were reviewed for each connection size and optimized to best balance the needs
of the specific drill pipe size.
Thread Pitch Another controlling factor in the design of a rotary-shouldered connection is the thread
pitch. Similar to taper, thread pitch was reviewed for each connection and optimized to best fit the design
priorities of each drill pipe size.
Material Strength API tool joints are produced with specified minimum yield strength (SMYS) of
120,000 psi. During development of 3rd Gen. DSCs, the design team chose to capitalize on advancements
in metallurgy and heat treatment techniques for high strength/high toughness steel grades. In particular,
a program was commissioned to develop 130,000 psi SMYS tool joints to meet the stringent toughness
requirements of many proprietary manufacturing specifications.
3rd Gen. DSC represents step-change technology to enable deeper and further wells along with shorter
running and tripping times during the well construction and completion process. Primary benefits of 3rd
Gen. DSC include: save time, cut costs, increase torque capacity, larger equivalent hydraulic inner
diameters, improve clearance and fishing ability, reduce failure risk and extend life.
The new connections provide increased mechanical performance compared to previous generation high
torque connections while also providing fatigue resistance greater than standard API connections. These
connections can facilitate more challenging wells, provide increased cost savings and reduce risk during
the well construction process.
Landing String Development
Deepwater and ultra-deep water well designs continue to drive the requirement for higher tension capacity
landing strings. Water depth and total depth are increasing and step-outs are being extended. This,
combined with the often narrow margin between pore pressure, mud weight and fracture gradient, is
IADC/SPE-170566-MS
Figure 4 Components of a state-of-the-art landing string
causing well designers to set more intermediate casing strings and this in turn is pushing large diameter,
heavy casing strings to deeper setting depths to maintain hole size and reach the intended hydrocarbon
targets.
Initially, casing, liners, and offshore casing strings set in sub-sea wellheads were simply run on the drill
pipe that was used to drill the well. As setting loads increased, systems that are more specialized were
required for running these longer and heavier casing strings in increasing water depths. Initial fit-forpurpose solutions were developed with increased load capacities targeted towards anticipated running
loads for specific areas or projects. During this period, landing strings built from casing were also
employed. It quickly became apparent that drill pipe landing strings offered significant advantages:
Rotary-shoulder connections (RSC) are rugged and robust and can withstand multiple make-up
and break-out cycles.
Conventional drill pipe handling equipment can be used, which accommodates relatively fast,
pick-up, make-up, running and tripping speeds and promote safe operations.
A drill pipe landing string can incorporate connections with tensile capacity that exceeds the pipe
body, a desirable design parameter for any landing string.
As ultra-high capacity landing strings were developed; slip-crushing was quickly identified as a major
design and manufacturing obstacle. With the current slips available, the slip-crushing resistance for the
pipe body is less than its axial tensile capacity. To address this issue, a special thick wall section was
provided in the slip-gripping area. Dual-diameter tool joints were utilized to increase elevator capacity.
To achieve a lifting capacity of 2.5 million pounds, a state-of-the-art landing string assembly is
required, Figure 4. Five components must be considered in the design process: Pipe body, Heavy wall slip
section (HWSS), Tool joint/RSC and Weld.
The landing string tubular design criteria is based on assuring that the pipe body is the weakest
component. The reasoning is that in case of overload, the pipe body would yield instead of the connection
or weld experiencing a catastrophic failure. This is especially important in cases where the slip and
elevator capacities exceed the landing string tensile capacity.
IADC/SPE-170566-MS
Figure 5The heavy-wall slip section provides increased wall thickness in the slip contact area for increased slip-crushing resistance.
Pipe body
The tensile capacity of the pipe body is defined as the pipe body yield, at the specified minimum yield
strength, (SMYS), or grade, times the pipe body cross-sectional area. If possible, there is benefit from
matching the landing string pipe diameter to the drill pipe diameter used on the rig, mitigating the need
to change pipe handling and make-up equipment.
Early landing string pipe bodies were commonly produced from S-135 grade material, as it was the API
grade with the highest SMYS, 135 ksi. There are now proven high strength proprietary grades available
with SMYS of 140 ksi, 150 ksi, and 165 ksi. Use of these grades provides increased lifting capacity of
up to 22%. With current metallurgical technology, pipe with 165 SMYS can be produced with the same
minimum toughness as standard API S-135.
For 6 5/8-inch diameter V-150 grade pipe, 1.125-inch wall thickness is required for the pipe body
tensile rating at 90% RBW to meet the 2.5-million pound rating. By utilizing a 165,000-psi SMYS pipe,
the wall thickness can be reduced to 1.000-inch resulting in a 5 percent decrease in string weight.
Development of UD-165
A drill pipe grade with minimum yield strength of 165 ksi was developed to meet the needs of not only
high-capacity landing strings but also for high-capacity drill strings required for drilling ultra-deep wells,
and high strength-to-weight drill strings required to reduce tensile and drag load in ultra-extended reach
wells. The UD-165 grade is a refined Cr-Mo-Ni similar to the alloy used for high-toughness (NS-1)
S-135T, Z-140 and V-150 grades but with the addition of micro-alloying constituents. Developmental
testing included small sample fracture and fatigue test, impact test, and full-size field trials.
Heavy-wall slip section
For high tensile load applications such as landing operations, slip crushing of the pipe body becomes an
important design consideration. Slip-crushing capacity can be the primary design factor for landing strings
since it is less than the tube tensile capacity. In the deepwater Gulf of Mexico, slip-crushing failures have
been documented and some have resulted in catastrophic events involving the loss of casing strings to the
sea floor. One way to increase slip-crushing capacity is through the pipe design. The HWSS provides a
thicker wall in the slip-contact area, Figure 5.
Weld strength
The weld strength is limited by the alloy composition of the two mated components. For the 2.5 million
pound landing string, the expected weld yield strength would be 125,000 psi or higher. The weld area is
defined by the dimensions of the HWSS. The required weld yield strength calculates to 122,657 psi, which
is below the 125,000 psi minimum and therefore is acceptable.
Design of a safe and functional 2.5 million pound landing string was accomplished, although taxing
the limits of manufacturing capabilities.
First Fully Sulfide Stress Cracking Resistant System
As the severity of sour drilling applications has increased, the requirement for drill stem materials resistant
to sulfide stress cracking (SSC) has accelerated. Sour service drillpipe, traditionally manufactured with
IADC/SPE-170566-MS
Figure 6 Diagram showing the grain flow in a cross-section of a friction-type weld. The grain flow near the weld line is perpendicular to the flow
of grains in the tube and tool joints.
SSC resistant upset tubulars and tool joints, has been available for some time. Sour Service drillpipe
metallurgy is not specifically controlled by NACE MR 0175/ISO 15156, however these tubulars and tool
joints are often evaluated in accordance with the standard. The friction welds joining the upset tubulars
and tool joints were not resistant to SSC and were not evaluated. This has been acceptable for many sour
drilling applications since the weld is not the mostly highly stressed region of the drillpipe joint and
because the operator has a certain degree of control over the environment through the drilling fluid
properties and additives. As more severe environments with higher Hydrogen Sulfide (H2S) concentrations were identified for exploration and development, it became apparent that a fully SSC resistant
drillpipe system including the friction welds was necessary.
Sour Service Drillpipe
The drillpipe assembly incorporates a tool joint that is typically manufactured from a forging and a friction
weld that attaches the tool joint to the upset of the pipe body. The manufacturing technology for critical
service drillpipe has evolved significantly in the last several years. Major advances relating to pipe
specifically developed for use in areas with significant H2S content have been realized.
Sulfide Stress Cracking (SSC) due to the presence of H2S gas in the downhole drilling environments
has led to the development of sour service drillpipe, which is engineered to have resistance to SSC. The
weld area of sour service drillpipe has not been SSC tested in the past, and there have been no documented
SSC failures in the weld zone of sour service drillpipe. There are several factors that make an SSC failure
in the weld zone of sour service drillpipe unlikely. The region on both sides of the weld has a much larger
cross-section (1.5 to 2.0 times) than that of the tube. This larger weld area cross-section means the stress
experienced in that area is less by the same proportion. This reduced stress makes the likelihood of failure
due to SSC significantly less likely. It is generally possible during drilling operations to control the well
environment and help prevent SSC failure of the drillpipe and weld zone.
On the other hand, the operating environment for some critical sour applications cannot always be
controlled and direct and prolonged exposure to H2S can occur. Consequently, it became apparent that an
SSC resistant friction weld was required for these critical sour applications.
Friction-Type Welds and SSC Resistance
During friction welding heat is generated by mechanical friction between a rotating tool joint and a
stationary upset tube. At forging temperatures a lateral force is applied to plastically displace and fuse the
components. The weld area is effectively forged, resulting in a high strength weld, Figure 6. The weld area
is then austenitized, quenched and tempered to produce a final tempered martensite microstructure.
Friction-type welds present special problems which make it a difficult area for sour service survivability. Hence, careful weld process control and heat treatment are required to produce weld area SSC
resistance in friction-type welds.
IADC/SPE-170566-MS
SSC Testing Program and
Parameters
The XSS-95 weld requirements were developed for
critical sour drilling and drillpipe riser applications.
A new patent pending four-point bending test procedure and fixture were developed that employed
unpolished samples that closely represent the surface finish of the finished product in service, unlike
polished samples typically used in NACE TM-0177
testing.
NACE Method A Tensile Test
Results
Weld area materials were prepared using the same
production environment to be used in manufacturing the drillpipe. The weld specimens were subject
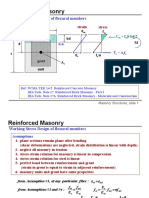
to a 30-day (720 hours) NACE Method A tensile
test as shown in Figure 7. In this test the samples are
loaded in tension with the fixture shown in Figure 7
to a predetermined stress level, and the specimen is
submerged in a solution that is saturated with H2S.
The following results were obtained:
Figure 7NACE Tensile Test (Method A) fixture and test sample. Test
consists of a sample loaded in tension to a specified stress level while
submerged in a solution that is saturated with H2S. Test duration is 720
hours.
Two tests at 85% of engineering weld yield stress 85% of 62 ksi 52.7 ksi in NACE Method
A Solution A of TM0177 were carried out. Both samples survived the 30-day test.
Two tests at 63.8 ksi (70% of Actual Yield Strength (AYS) of 91.1 ksi) in NACE TM0284 2003
Solution B, pH in the range 5.0 5.5 in 100% H2S. Both samples survived the 30-day test.
The successful completion of these tests demonstrated that the SSC threshold stress for the weld zone
of the XSS-95 drillpipe system exceed the design requirements.
Four-point Bend SSC Testing
The four-point bend test is well suited for use with SSC testing of friction-type welds since the area of
maximum tensile stress corresponds to the HAZ, which is the area of interest for testing. In addition, this
accurately reflects the behavior of the weld in the field since the outer surface of the actual weld is used
as the testing surface in an unpolished condition. The test fixture and sample system is unique in that it
can apply and maintain a precise, constant tensile stress on a select area of the friction weld, Figure 8. The
test fixture assembly is immersed in the test fluid to a level higher than the sample.
Four-point Bend Testing Results
The following results were obtained on weld area specimens tested using the four-point bending test
fixture and unpolished specimens as described previously Solution B of NACE specification TM0284
with the pH during the test in the range 5.0 5.5 for a 30-day test in 100% H2S:
Three tests at 63.8 ksi (70% of the AYS of 91.1 ksi) were carried out with all three samples
surviving the 30-day test.
Three tests at 72.9 ksi (80% of the AYS of 91.1 ksi) were carried out with all three samples
surviving the 30-day test.
IADC/SPE-170566-MS
Figure 8 Four point bend test fixture with weld area sample. Load is applied through the action of a bolt and controlled with a load cell (load cell
display shown).
These results with unpolished samples further demonstrated that the drillpipe production and processing steps developed during this project achieved the goal of producing an SSC resistant friction weld.
Applications
The first applications for the fully SSC resistant drillpipe were for drillpipe risers offshore Brazil. The first
production of 6 5/8 in., 0.500 in. wall thickness, 95 ksi minimum specified yield strength pipe was
completed in January 2011. Approximately 15,300 ft of pipe was manufactured for deployment as two
drillpipe riser (DPR) systems. The DPR replaces a conventional completion riser system and offers
significantly shorter subsea tree and tubing hanger running times. This system has been designed to
overcome problems associated with conventional completion risers which are very expensive, time
consuming and require a great deal of rig deck space. These problems increase with water depth and
beyond 3,000 ft become extremely challenging.
Downhole Heating Failures
Downhole friction generated heating failures are another problem experienced in a number of deepwater
drilling applications. Directional drilling followed by long, potentially high-angle, deviated sections can
promote high side loads between the drillpipe and wellbore and can quickly create conditions conducive
to downhole heating.
The consequences of downhole heating can be severe often resulting in axial separation of the
drillstring creating potential well control safety issues, costly fishing jobs and other remedial efforts.
In one failure mode, the drillpipe is heated above a critical transformation temperature accompanied by
a rapid decrease in tensile strength. Subsequently, the component fails under tension loading, well below
the axial strength rating of the drillstring. Another failure mode has been documented where the pipe
parted in a purely brittle fashion. These fractures occurred as direct consequence of the steel being heated
to very high temperatures (1,300 F and above), followed by rapid cooling (quenching) by the drilling
fluid resulting in very brittle, low toughness steel.
Three conditions are required for the production of friction heating: side loading, rotation and sufficient
coefficient of friction between the surfaces. These conditions are met in several ways, including but not
limited to: rotating in too severe a dog-leg, continued rotation while in a stuck situation, drilling in an
10
IADC/SPE-170566-MS
interval that has a high number of wellbore trajectory corrections and when formation sloughing or
insufficient mud flow that fails to remove cuttings
(packing off) occurs.
Identification Features
Field observations assisted by magnetic particle inspection, if available can identify downhole heating
as a likely failure cause. Metallographic and microscopic image analyses are not possible in the field;
however, they are necessary to conclusively determine that failure was the result of downhole heating.
Below is a checklist of the main features of a
downhole heating failure for use in the field during
a failure analysis:
1. Smooth shiny surfaces from friction wear.
These surfaces are often black or blue due to
oxides that form under high temperatures,
Figure 9.
2. Blackened and charred ID surfaces near the
location of the failure or thick blackened
sludge formed by burning of drilling fluids.
3. Exaggerated necking and elongated necking
of the region near failure. A normal separation failure will produce some necking but
does not create exaggerated necking without
assistance from high heating.
4. Flat fracture faces. Although not always
strictly caused by conversion of the steel to
untempered martensite or other brittle transition phases, when this occurs along with
other visual evidence of downhole heating
then downhole heating should be suspected.
Figure 9 Shiny friction wear and black oxide are visible on a tool joint
pin that failed due to downhole heating.
Figure 10 Charred and packed drilling fluid filled the ID of the lower
fracture piece from the Case History.
Downhole overheating failures typically occur in or around the transition area between the tool joint
and drillpipe upset or HWDP tube (18 or 35 shoulder area) since this area can get caught by a ledge,
keyseat or other wellbore obstruction during drilling operations.
Mitigation Methods
As discussed, friction heating failures are the result of excessive side loading while rotating with sufficient
coefficient of friction between the drill stem and the formation and/or casing. In general, efforts to mitigate
any of these three conditions will enhance the drill stems resistance to friction heating failures. Some
operational examples that should be considered are provided below:
1. Minimize time, rotational speed and string tension during backreaming, especially when formation
keyseats, cuts, ledges or other downhole conditions are preventing axial pipe movement.
2. Avoid string rotation in keyseats, cuts and ledges or when the drillstring is axially stuck and
packed off.
IADC/SPE-170566-MS
11
Figure 11Heat check cracking was present in all three specimens from the Case History. This is a photograph from the lower separation.
3. Avoid pulling it upwards and rotating it at
the same time when lost returns are observed.
4. Minimize doglegs and dogleg severity especially in the upper portion of the wellbore.
5. Utilize drilling fluids with low coefficients
of friction.
6. Utilize friction reducing tools such as drillpipe rubbers and non-rotating drillpipe protectors in areas of the drill stem where high
side loading exists. Utilize raised hardbanding on drillpipe and HWDP tool joints.
7. Minimize drilling RPM and drill stem
weight.
Case History
Figure 12The strange fracture shape, similar to a soft serve ice cream
cone, resulted from the high temperature that lowered the materials
strength and made it malleable.
Although not from a deepwater application, this
case history involves an extreme example of downhole friction generated heating in 5 in. 19.50 lb/ft
Z-140 drillpipe. The authors have analyzed many downhole heating related failures over the years in both
deepwater drilling and other critical applications. The case history represents the most severe case of
downhole heating studied in all those years. The well was located in the Eagle Ford Shale play of South
Texas. The vertical section of the well to approximately 11,000 ft had been drilled and drilling continued
in the lateral section. The drillpipe became stuck at approximately 12,000 ft MD in the lateral section, and
the well packed off while backreaming. Next the rigs started working the pipe up and down and applying
both right and left hand torque to 18,000 ft-lb. The pipe separated, and the drillpipe above the fish was
recovered. Subsequently, a difficult and time consuming fishing job was conducted that resulted in the
pipe fracturing a second time near the BHA. Approximately 25 of drillpipe and the BHA were left in the
hole at around 13,000 ft.
A detailed metallurgical investigation of the three fracture specimens (top and bottom of the upper
fracture and top of the lower fracture) was conducted. The evidence indicating downhole friction
generated heating as the cause of both failures was overwhelming and dramatic:
Drastically altered microstructures and material properties in and around the failure locations.
12
IADC/SPE-170566-MS
Figure 13The inside diameter of the section of the tube had blackened residuals throughout its length up to and including the area that had been
twisted and compressed.
Clear signs of frictional wear and scoring on OD surfaces.
Severely charred/blackened drilling fluid remains inside the drill pipe, Figure 10.
Multiple areas exhibiting heat checking, Figure 11.
The upper fracture was brittle in nature. In this case, the pipe was stuck and packed-off with drilling
fluid circulation cut off from the a localized area. As the pipe was rotated and worked up and down with
axial force this packed-off section heated up to temperatures exceeding 1,400 F. Subsequently, the heated
section was exposed to drilling fluid that rapidly cooled or quenched the pipe in an uncontrolled manner
resulting in a very brittle material that was prone to failure. The materials microstructure in the area of
the failure included untempered martensite and pearlite, had areas of high hardness (up to 55 HRC) and
quench cracks.
The lower failure is shown in Figure 12. This fracture is ductile in nature and appears to have occurred
while the drillpipe steel was at a highly elevated temperature. The high temperature reduced the materials
strength and made the material highly ductile or malleable resulting in the strange appearance of the
fracture similar to an inverted soft serve ice cream cone, Figure 12. The ID of the tube was completely
pinched off by the twisting that occurred during the separation process. Figure 13. The tube had charred
and compacted drilling fluid filling its ID. The steel microstructures present in this specimen indicate that
the piece was heated above its critical temperature of 1,400 F. This case history clearly represents the
serious consequences that can quickly result from downhole heating incidents.
Conclusions
This paper provides a review of recent technology advancements and addresses practical considerations
associated with the drill string for extreme deepwater drilling applications. The increasing trend to drill
challenging wells in deeper water with longer reach, higher angle and deeper targets seems likely to
continue. Engineers and other professionals involved in drilling the demanding wells of the future will
require more advancement in drill pipe and drill stem components. Creative solutions are required to
continue to overcome the various challenges faced by the oil and gas industry as we work to produce
crucial energy supplies for society today and future generations.
IADC/SPE-170566-MS
13
References
1. Jellison, M.J., Hassmann, S.P., Snapp, D.: New Developments in Drill Stem Rotary Shoulder
Connections, paper IADC/SPE 62785 presented at the 2000 IADC/SPE Asia Pacific Drilling
Technology Conference, Kuala Lumpur, 1113 September 2000.
2. Chandler, R.B., Muradov, M., Jellison, M.: Drill Faster, Deeper and Further with Ultra-High
Torque, Third Generation Double-Shoulder Connections, paper SPE/IADC 105866 presented at
the 2007 SPE/IADC Drilling Conference and Exhibition, Amsterdam, 20 22 February 2007.
3. Brock, J.N., Sanclemente, L.W.: 2,500,000 Pound Landing String Challenges: Have We
Reached the Limit of todays Technology? paper OTC 20823 presented at the 2010 Offshore
Technology Conference, Houston, 3 6 May 2010.
4. Jellison, M., Hehn, L., Moreira, J.R.F., Joia, C.J.B.M., Wyble, K., Christen. B.: Innovative
Metallurgy and Advanced Connection Technology Deliver First Sulfide Stress Cracking Resistant
Intervention Riser System with Quick Running Capability, paper IBP2017_10 presented at the
2010 Rio Oil & Gas Expo and Conference, Rio de Janeiro, 1316 September 2010.
5. NACE MR0175/ISO 15156 2 Petroleum and natural gas industries Materials for use in
H2S-containing environments in oil and gas production, 2003.
6. NACE TM0284 2003 Standard Test Method, Evaluation of Pipeline and Pressure Vessel Steels
for Resistance to Hydrogen-Induced Cracking, 2003.
7. Jellison, M., Brock, J., Muradov, M., Morgan, D.: Shale Play Drilling Challenges: Case Histories
and Lessons Learned, paper SPE/IADC 163447 presented at the 2013 SPE/IADC Drilling
Conference and Exhibition, Amsterdam, 57 March 2013.
SI METRIC CONVERSION FACTORS
ft 3.048*
in. 2.54*
lb 4.448 222
F (F32)/1.8
*Conversion factor is exact.
E 01 m
E 00 cm
E 00 N
C
Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- TM34 Tilt Up Technical ManualДокумент41 страницаTM34 Tilt Up Technical ManualFelipe CantillanoОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- 750HP DW PDFДокумент6 страниц750HP DW PDFilkerkozturkОценок пока нет
- 4440-4460 Series TransmissionsДокумент215 страниц4440-4460 Series TransmissionsilkerkozturkОценок пока нет
- Torque Drag Analysis Using Finite Element MethodДокумент16 страницTorque Drag Analysis Using Finite Element MethodilkerkozturkОценок пока нет
- Triple ComboДокумент2 страницыTriple ComboilkerkozturkОценок пока нет
- JY7903 Series Oil-Resistant Sealing GreaseДокумент2 страницыJY7903 Series Oil-Resistant Sealing GreaseilkerkozturkОценок пока нет
- Survey Calculation ProceduresДокумент168 страницSurvey Calculation ProceduresilkerkozturkОценок пока нет
- Overview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byДокумент29 страницOverview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byilkerkozturkОценок пока нет
- Unigage WTSR AДокумент1 страницаUnigage WTSR AilkerkozturkОценок пока нет
- Overview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byДокумент29 страницOverview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byilkerkozturkОценок пока нет
- SGS IND NDT Drilling Equipment Inspection Leaflet EN 12 PDFДокумент2 страницыSGS IND NDT Drilling Equipment Inspection Leaflet EN 12 PDFilkerkozturkОценок пока нет
- Emerging Materials Composites Asce PDFДокумент46 страницEmerging Materials Composites Asce PDFilkerkozturkОценок пока нет
- BJ TL-Tubing TestersДокумент1 страницаBJ TL-Tubing TestersilkerkozturkОценок пока нет
- BJ Sliding SleeveДокумент1 страницаBJ Sliding SleeveilkerkozturkОценок пока нет
- Baker R3 8145Документ21 страницаBaker R3 8145ilkerkozturk100% (1)
- BKR CK Packer Milling FS74708Документ2 страницыBKR CK Packer Milling FS74708ilkerkozturkОценок пока нет
- WSM Ma 12Документ120 страницWSM Ma 12ilkerkozturkОценок пока нет
- 04 BrinesДокумент10 страниц04 BrinesilkerkozturkОценок пока нет
- 02 WH & XTreeДокумент47 страниц02 WH & XTreeilkerkozturkОценок пока нет
- 03 PipesДокумент48 страниц03 PipesilkerkozturkОценок пока нет
- 018 10Документ3 страницы018 10ilkerkozturkОценок пока нет
- Spirit Aero Systems Final Presentation WebДокумент36 страницSpirit Aero Systems Final Presentation WebJacob Jack YoshaОценок пока нет
- Sizing Textile LearnerДокумент32 страницыSizing Textile Learnerfazrimajid13100% (1)
- Lecture 15A.7: Tubular Joints in Offshore StructuresДокумент20 страницLecture 15A.7: Tubular Joints in Offshore StructuresitiseasyОценок пока нет
- DNV Service Documents Publication List: Classification and Related ServicesДокумент19 страницDNV Service Documents Publication List: Classification and Related Servicesالسلطان مروض النساءОценок пока нет
- Bayblend T85 XF ISO enДокумент3 страницыBayblend T85 XF ISO enryanОценок пока нет
- Concrete CalculationДокумент10 страницConcrete CalculationKaye Ibañez CastilloОценок пока нет
- Mos Series 1 QP Set3Документ2 страницыMos Series 1 QP Set3SijuKalladaОценок пока нет
- 7777778Документ60 страниц7777778dawit temesgenОценок пока нет
- GFRC BasicДокумент4 страницыGFRC BasicChrill DsilvaОценок пока нет
- Study of Strength Property of Concrete Using Waste Plastics and Steel FiberДокумент3 страницыStudy of Strength Property of Concrete Using Waste Plastics and Steel FibertheijesОценок пока нет
- 2020-Pe-19 (Lab Report)Документ36 страниц2020-Pe-19 (Lab Report)HASSAN WASEEMОценок пока нет
- Types of SectionsДокумент15 страницTypes of Sectionsprabhu81Оценок пока нет
- PS1 Mom IДокумент4 страницыPS1 Mom IMuhammad QasimОценок пока нет
- Composites: ASTM D7264 Flexural Properties of Polymer Matrix Composite MaterialsДокумент2 страницыComposites: ASTM D7264 Flexural Properties of Polymer Matrix Composite MaterialsnileshbagaleОценок пока нет
- Applied Sciences: Leg Trajectory Planning For Quadruped Robots With High-Speed Trot GaitДокумент21 страницаApplied Sciences: Leg Trajectory Planning For Quadruped Robots With High-Speed Trot GaitDominicОценок пока нет
- Belyaev Strength of Materials Mir 1979 PDFДокумент648 страницBelyaev Strength of Materials Mir 1979 PDFRavishankar100% (6)
- A Study On Characteristics of Sisal Fiber and Its Performance in Fiber Reinforced ConcreteДокумент5 страницA Study On Characteristics of Sisal Fiber and Its Performance in Fiber Reinforced ConcreteErnandes Macêdo PaivaОценок пока нет
- PHD Thesis On Aluminium AlloysДокумент7 страницPHD Thesis On Aluminium Alloysaflobjhcbakaiu100% (1)
- Strength of Materialspretest Assignment1Документ2 страницыStrength of Materialspretest Assignment1Nellai VprОценок пока нет
- RCDC FE-Sample Problem 1-Flat SlabДокумент36 страницRCDC FE-Sample Problem 1-Flat SlabRoberto Pérez LeónОценок пока нет
- Optimization of Knuckle Joint by Using Finite Element Analysis and Its Experimental ValidationДокумент7 страницOptimization of Knuckle Joint by Using Finite Element Analysis and Its Experimental ValidationSatya MonishОценок пока нет
- Lecture 67 RM Shear Walls 1211797678994074 9Документ77 страницLecture 67 RM Shear Walls 1211797678994074 9h100% (1)
- Sloboda (2007) - Generalized Elasticity Method For Curved Beam Stress Analysis-Analytical and Numerical Comparisons For A Lifting HookДокумент16 страницSloboda (2007) - Generalized Elasticity Method For Curved Beam Stress Analysis-Analytical and Numerical Comparisons For A Lifting HookGogyОценок пока нет
- SMiRT 25 Numerical SimulationДокумент10 страницSMiRT 25 Numerical SimulationEslam El-MawslyОценок пока нет
- Interstitial Free Steels - IspatGuruДокумент6 страницInterstitial Free Steels - IspatGuruSilverio AcuñaОценок пока нет
- (Doi 10.1115 - gt2012-69103) Swaminathan, V. P. (Swami) Dean, Gil J. Scheibel, John R. - (ASME ASME Turbo Expo 2012 - Turbine Technical Conference and Exposition - Copenhagen, Denmark (Monday 11 JunДокумент11 страниц(Doi 10.1115 - gt2012-69103) Swaminathan, V. P. (Swami) Dean, Gil J. Scheibel, John R. - (ASME ASME Turbo Expo 2012 - Turbine Technical Conference and Exposition - Copenhagen, Denmark (Monday 11 JunpeymanОценок пока нет
- Nimonic Alloy 80AДокумент24 страницыNimonic Alloy 80AdharmatejakademОценок пока нет
- Buried Flexible Pipelines PresentationДокумент54 страницыBuried Flexible Pipelines PresentationSanjay Phatangare100% (1)
- Platform - Bracing SupportДокумент12 страницPlatform - Bracing Supportpandiangv100% (1)