Вам также может понравиться
- Energy Audit For Power PlantsДокумент13 страницEnergy Audit For Power Plantsnavratan61Оценок пока нет
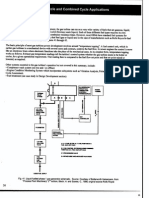
- Gas Turbine in Simple Cycle and Combined Cycle ApplicationsДокумент46 страницGas Turbine in Simple Cycle and Combined Cycle Applicationssevero97100% (2)
- Degradation Effects On Comined Cycle Power Plant PerformanceДокумент10 страницDegradation Effects On Comined Cycle Power Plant Performancewolf_ns100% (2)
- Improving the 7FA Gas Turbine Training LessonДокумент10 страницImproving the 7FA Gas Turbine Training LessonfaisalnadimОценок пока нет
- Degradation Effects On CCPPДокумент7 страницDegradation Effects On CCPPwolf_nsОценок пока нет
- Why Is DLN Tuning Done in GE Gas Turbines - What Is The Purpose To Do So - QuoraДокумент2 страницыWhy Is DLN Tuning Done in GE Gas Turbines - What Is The Purpose To Do So - Quoraajo zinzoОценок пока нет
- lIQUID FUEL SYSTEM PDFДокумент23 страницыlIQUID FUEL SYSTEM PDFJJОценок пока нет
- Low Load Operational Flexibility For Siemens G-Class Gas TurbinesДокумент17 страницLow Load Operational Flexibility For Siemens G-Class Gas TurbinesthryeeОценок пока нет
- BR GT GasturbineДокумент9 страницBR GT GasturbineVioleta Patriche100% (1)
- 2 Technology EvolutionДокумент20 страниц2 Technology EvolutionRokan Uddin100% (1)
- HRSG Simulation ExplainedДокумент57 страницHRSG Simulation ExplainedsatishchemengОценок пока нет
- Alstom GT KA-26 Overview PDFДокумент35 страницAlstom GT KA-26 Overview PDFCyrix.One100% (1)
- 5 Development and Operating Experience PDFДокумент10 страниц5 Development and Operating Experience PDFVijaya100% (2)
- Degradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation EffectsДокумент6 страницDegradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation Effectswolf_nsОценок пока нет
- GEA33861 - Fuel Flexible Gas Turbines As Enablers For A Low Carbon Energy EcosystemДокумент16 страницGEA33861 - Fuel Flexible Gas Turbines As Enablers For A Low Carbon Energy EcosystemStephen MwangiОценок пока нет
- Gas Turbine ControlДокумент8 страницGas Turbine ControlDAHRAOUI Mohamed Riad100% (1)
- Gek 116328 9fa Water Injection SystemДокумент12 страницGek 116328 9fa Water Injection SystemZaki nouiОценок пока нет
- GE 9FA Water Wash PROCEDURE FinalДокумент43 страницыGE 9FA Water Wash PROCEDURE FinalAbdelaziz EldeebОценок пока нет
- Water Treatment CCPPДокумент7 страницWater Treatment CCPPtsrinivasan5083Оценок пока нет
- GE PG6541B gas turbine simulationДокумент10 страницGE PG6541B gas turbine simulationAnonymous a19X9GHZОценок пока нет
- Commissioning of Combined Cycle Power PlantsДокумент23 страницыCommissioning of Combined Cycle Power PlantsJosé Nolasco100% (2)
- Incoming Inspection of Hot Gas PathДокумент2 страницыIncoming Inspection of Hot Gas Pathshashikanth79100% (1)
- TIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFДокумент5 страницTIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFManuel L LombarderoОценок пока нет
- Siemens GTДокумент8 страницSiemens GThbalu007Оценок пока нет
- Variable Inlet Guide Vane System: GE Power SystemsДокумент4 страницыVariable Inlet Guide Vane System: GE Power Systemsanggita gigih wahyu iriawan100% (1)
- V. Ganapathy. Simplify Heat Recovery Steam Generator Evaluation PDFДокумент7 страницV. Ganapathy. Simplify Heat Recovery Steam Generator Evaluation PDFgonzalezpcjОценок пока нет
- Steam Turbine For Large OutputДокумент80 страницSteam Turbine For Large OutputAmbrish Singh100% (1)
- Performance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat RecuperationДокумент6 страницPerformance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat Recuperationwgxiang100% (4)
- Psib 20160225a-R3Документ6 страницPsib 20160225a-R3Léandre Ettekri NdriОценок пока нет
- Gas Turbine Gas Fuel Composition Performance CorrectionДокумент7 страницGas Turbine Gas Fuel Composition Performance CorrectionDurga PrasadОценок пока нет
- IGV Operational Principle - 1Документ5 страницIGV Operational Principle - 1ramkrishnaОценок пока нет
- Evaluation of Gas Turbine Performance Alternatives For Indonesia PowerДокумент33 страницыEvaluation of Gas Turbine Performance Alternatives For Indonesia PowerMORSHED100% (1)
- Anti-Icing in Gas Turbines PDFДокумент133 страницыAnti-Icing in Gas Turbines PDFAbelio TavaresОценок пока нет
- GT Cal E PDFДокумент40 страницGT Cal E PDFHutapea Herman100% (2)
- Vacuum Systems: Key to Power Plant OperationДокумент15 страницVacuum Systems: Key to Power Plant OperationzulryОценок пока нет
- Heat Rate Test of Commbine Cycle Power Plants (CCPP) On Gas FuelДокумент35 страницHeat Rate Test of Commbine Cycle Power Plants (CCPP) On Gas FuelMunibОценок пока нет
- Psib 20160225a-R2Документ7 страницPsib 20160225a-R2Léandre Ettekri NdriОценок пока нет
- GEI41047 Rev K - Liquid Fuel PDFДокумент24 страницыGEI41047 Rev K - Liquid Fuel PDFKorcan ÜnalОценок пока нет
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898Документ1 страница6FA DLN 2.6 Extended Interval Combustion System - GEA17898leninweblbОценок пока нет
- GT Water WashДокумент4 страницыGT Water WashPrasanna DhamodharanОценок пока нет
- Gas Turbine Fuel ConsiderationsДокумент21 страницаGas Turbine Fuel Considerationsioan1946100% (3)
- MS5002E NewДокумент8 страницMS5002E Newecs71100% (2)
- Service - Gas Turbine Modernization PDFДокумент6 страницService - Gas Turbine Modernization PDFDiego CarpioОценок пока нет
- 6FA HDGT Product Brochure-GEA17987Документ8 страниц6FA HDGT Product Brochure-GEA17987mikeОценок пока нет
- Combustion Heavy DutyДокумент28 страницCombustion Heavy DutyIvan Poma Montes100% (1)
- C1 CCPPДокумент109 страницC1 CCPPSubrahmanyan Edamana100% (1)
- Wabash Gas TurbinesДокумент16 страницWabash Gas TurbinesMadhan Kumar100% (1)
- Inlet Fogging of Gas Turbine EnginesДокумент7 страницInlet Fogging of Gas Turbine EnginesReza Razmjou100% (1)
- IGV-Operation: Rev.: A Page: 1 / 8 Operation and Maintenance ManualДокумент7 страницIGV-Operation: Rev.: A Page: 1 / 8 Operation and Maintenance ManualredwaneОценок пока нет
- Power Plant Performance AnalyticsДокумент30 страницPower Plant Performance AnalyticsMunibОценок пока нет
- Powering the world with innovative gas turbinesДокумент22 страницыPowering the world with innovative gas turbinesBony DiazgОценок пока нет
- Power Plant Performance PDFДокумент161 страницаPower Plant Performance PDFvamsikl100% (2)
- Performance Monitoring For Gas TurbinesДокумент11 страницPerformance Monitoring For Gas TurbinesAkindolu DadaОценок пока нет
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 2 - PowermagДокумент11 страницCoal-Fired Power Plant Heat Rate Improvement Options, Part 2 - PowermagRavi SatyapalОценок пока нет
- Case Study Alternatives CCДокумент10 страницCase Study Alternatives CCEvertVeОценок пока нет
- Technological Development - Health Monitoring - Maximizing Efficiency - Advance Communication System - Regulatory and Environmental IssuesДокумент37 страницTechnological Development - Health Monitoring - Maximizing Efficiency - Advance Communication System - Regulatory and Environmental IssuesAnonymous pKsr5vОценок пока нет
- Vacuum Unit Design Effect On Operating VariablesДокумент6 страницVacuum Unit Design Effect On Operating VariablesIrawan SetiadiОценок пока нет
- Gas Turbine Performance Calculation ExcelДокумент3 страницыGas Turbine Performance Calculation ExcelPlant Drain100% (1)
- Plant OptimizationДокумент8 страницPlant OptimizationNaveen RathaniОценок пока нет
- Coal Conversions Facts 2013Документ4 страницыCoal Conversions Facts 2013abdul2wajidОценок пока нет
- Boiler Efficiency CalcДокумент1 страницаBoiler Efficiency Calcprav.saradaОценок пока нет
- Properties of Coal Classification and AnalysisДокумент7 страницProperties of Coal Classification and AnalysisJaco KotzeОценок пока нет
- Turbine, Generator & Auxiliaries - Course 334Документ12 страницTurbine, Generator & Auxiliaries - Course 334CY LeeОценок пока нет
- PM 12790Документ100 страницPM 12790Pero PericОценок пока нет
- Siemens SPPA P3000Документ2 страницыSiemens SPPA P3000shahin_bОценок пока нет
- GE Power SystemsДокумент20 страницGE Power SystemsSafaa Hameed Al NaseryОценок пока нет
- Machining Operations and Machine ToolsДокумент18 страницMachining Operations and Machine ToolsAnonymous mKdAfWifОценок пока нет
- AwДокумент9 страницAwabdul2wajidОценок пока нет
- Standard PPA - May 2006Документ179 страницStandard PPA - May 2006asif_shafiqОценок пока нет
- CFBC Boiler CalculationДокумент5 страницCFBC Boiler Calculationabdul2wajidОценок пока нет
- Abdul Wajid: Mobius Institute Board of CertificationДокумент1 страницаAbdul Wajid: Mobius Institute Board of Certificationabdul2wajidОценок пока нет
- Hydrazine DosingДокумент2 страницыHydrazine DosingAnonymous 3HTgMDO100% (1)
- PCIC 2011 Using Magnetic Flux Monitoring To Detect Synchronous Machine Rotor Winding Shorts PDFДокумент7 страницPCIC 2011 Using Magnetic Flux Monitoring To Detect Synchronous Machine Rotor Winding Shorts PDFabdul2wajidОценок пока нет
- Continuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFДокумент15 страницContinuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFabdul2wajidОценок пока нет
- Hydrazine DosingДокумент2 страницыHydrazine DosingAnonymous 3HTgMDO100% (1)
- Properties of Coal Classification and AnalysisДокумент7 страницProperties of Coal Classification and AnalysisJaco KotzeОценок пока нет
- Continuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFДокумент15 страницContinuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFabdul2wajidОценок пока нет
- Properties of Coal Classification and AnalysisДокумент7 страницProperties of Coal Classification and AnalysisJaco KotzeОценок пока нет
- Combined Cycle PowerДокумент28 страницCombined Cycle PowerSajjad AhmedОценок пока нет
- Boiler drum level control critical for safetyДокумент6 страницBoiler drum level control critical for safetyabdul2wajidОценок пока нет
- Managing Interpersonal Conflict EffectivelyДокумент6 страницManaging Interpersonal Conflict EffectivelyJugjit SinghОценок пока нет
- Refrigerants: Engr. William R. Salazar, Pme InstructorДокумент45 страницRefrigerants: Engr. William R. Salazar, Pme InstructorWilliam SalazarОценок пока нет
- Marketing Myopia by Theodore LevittДокумент37 страницMarketing Myopia by Theodore LevittShahid Ahmed100% (1)
- PMP Certified Engineer's ResumeДокумент6 страницPMP Certified Engineer's Resumedekra abdoОценок пока нет
- Make A Cloud Chamber Using Peltier CoolersДокумент12 страницMake A Cloud Chamber Using Peltier CoolersdontnubblemebroОценок пока нет
- PDF HaierДокумент48 страницPDF HaierMajid AkramОценок пока нет
- UHU Servo Controller 300 enДокумент13 страницUHU Servo Controller 300 enZoltán NémetОценок пока нет
- Astm E10-15 PDFДокумент32 страницыAstm E10-15 PDFVCОценок пока нет
- Aviation PhysicsДокумент3 страницыAviation PhysicsNelson Cervantes ArasОценок пока нет
- Embedded System Case StudyДокумент6 страницEmbedded System Case StudyRavi kumar ArigelaОценок пока нет
- General Policies:: Silliman University LibraryДокумент2 страницыGeneral Policies:: Silliman University LibraryKuya Dennis CaballeroОценок пока нет
- SIP5 7SJ82-85 V07.30 Manual C017-7 enДокумент1 552 страницыSIP5 7SJ82-85 V07.30 Manual C017-7 enHrvojeОценок пока нет
- Uml ElevatorДокумент29 страницUml ElevatorLaveesh AgrawalОценок пока нет
- BFP Oil FlushingДокумент19 страницBFP Oil FlushingParthiban KarunaОценок пока нет
- Simply Supported Beam Analysis (Visual C++)Документ4 страницыSimply Supported Beam Analysis (Visual C++)praxie63% (8)
- Tube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-TipsДокумент4 страницыTube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-Tipsagniva dattaОценок пока нет
- Nota Principle of CorporateДокумент145 страницNota Principle of CorporateAhmad MustapaОценок пока нет
- Resonant Automation Company Overview and Areas of ExpertiseДокумент2 страницыResonant Automation Company Overview and Areas of ExpertiseJohan ConradieОценок пока нет
- Racor Fuel Filtration - Fuel Filtration Products - 7529Документ32 страницыRacor Fuel Filtration - Fuel Filtration Products - 7529sugiyantoОценок пока нет
- iProcurement Interview QuestionsДокумент5 страницiProcurement Interview Questionsprabahar_c8265Оценок пока нет
- The Sumerians' Fourth Wheel: "A Sledge On A Grooved Roller"Документ1 страницаThe Sumerians' Fourth Wheel: "A Sledge On A Grooved Roller"GelaiОценок пока нет
- C .NET 4 Web Development and User Interface Design Using .NET v1 PDFДокумент380 страницC .NET 4 Web Development and User Interface Design Using .NET v1 PDFĐa Lê QuýОценок пока нет
- ETABS 18.0.2-Report Cir ClarifierДокумент34 страницыETABS 18.0.2-Report Cir ClarifiershrikantharleОценок пока нет
- Digital GovernansiДокумент32 страницыDigital GovernansiAnonymous kpND1j8hОценок пока нет
- Lennox - Icomfort WiFi - Setup IOM 9 2012Документ72 страницыLennox - Icomfort WiFi - Setup IOM 9 2012kman548Оценок пока нет
- Hoja de Datos Acoplador DireccionalДокумент2 страницыHoja de Datos Acoplador DireccionalDuvanChalaОценок пока нет
- Ericsson - Multi Band CellДокумент36 страницEricsson - Multi Band CellDzung Tran Viet100% (6)
- Truck-Mounted Concrete Pump BSF 20-4.09 HДокумент2 страницыTruck-Mounted Concrete Pump BSF 20-4.09 HAhmed BERRAHMAОценок пока нет
- Golzarpoor BehroozДокумент107 страницGolzarpoor BehroozDarko TešićОценок пока нет
- Testing DC Cables & Accessories: Experience & Requirements: Test ProceduresДокумент4 страницыTesting DC Cables & Accessories: Experience & Requirements: Test ProceduresA. HassanОценок пока нет