Вам также может понравиться
- 3month Mibor From NseДокумент1 страница3month Mibor From NsesdОценок пока нет
- Month-Wise Position of Trades Received by Ccil For Settlement For The Financial Year: 2007-2008Документ1 страницаMonth-Wise Position of Trades Received by Ccil For Settlement For The Financial Year: 2007-2008sdОценок пока нет
- Budget at A Glance (In Crore of Rupees)Документ5 страницBudget at A Glance (In Crore of Rupees)sdОценок пока нет
- Eco 20092301Документ62 страницыEco 20092301sdОценок пока нет
- BHEL One PagerДокумент1 страницаBHEL One PagersdОценок пока нет
- Simple Returns WorkingДокумент6 страницSimple Returns WorkingsdОценок пока нет
- Roto Pump - FinancialsДокумент8 страницRoto Pump - FinancialssdОценок пока нет
- Kaashyap Technology 1407Документ32 страницыKaashyap Technology 1407sdОценок пока нет
- Bongaigaon Ref - FinanДокумент10 страницBongaigaon Ref - FinansdОценок пока нет
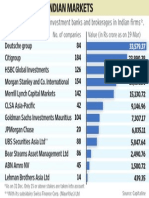
- No. of Companies Value (In Rs Crore As On 19 Mar)Документ1 страницаNo. of Companies Value (In Rs Crore As On 19 Mar)sdОценок пока нет
- Simple Returns Returns Over Sensex Co - Name M.Cap 1 WK 1 Mon 3 Mon 6 Mon 1 Yr 1 WK 1 Mon 3 Mon MKT Cap Over 5000 CRДокумент4 страницыSimple Returns Returns Over Sensex Co - Name M.Cap 1 WK 1 Mon 3 Mon 6 Mon 1 Yr 1 WK 1 Mon 3 Mon MKT Cap Over 5000 CRsdОценок пока нет
- Understanding Economic Systems and Business: The Future of BusinessДокумент65 страницUnderstanding Economic Systems and Business: The Future of BusinesssdОценок пока нет
- Annual Report 2005-06 Vindhya TeleДокумент64 страницыAnnual Report 2005-06 Vindhya TelesdОценок пока нет
- Quarterly - Zee Telefilms LTDДокумент3 страницыQuarterly - Zee Telefilms LTDsdОценок пока нет
- PresentationДокумент36 страницPresentationsdОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Itmk3 RДокумент4 страницыItmk3 RVc ShekharОценок пока нет
- BUKU Kinetika Reduksi OreДокумент213 страницBUKU Kinetika Reduksi OreGalih SenopatiОценок пока нет
- BCISM - Market Review On Steel Trend 2021Документ11 страницBCISM - Market Review On Steel Trend 2021Karen LimОценок пока нет
- ITmk3 TechnologyДокумент8 страницITmk3 Technologyferozcan100% (1)
- AmldraftДокумент249 страницAmldraftadhavvikasОценок пока нет
- Direct From MidrexДокумент10 страницDirect From MidrexLekhamani YadavОценок пока нет
- Assignment 3 PMTДокумент2 страницыAssignment 3 PMTDewi Lestari Natalia MarpaungОценок пока нет
- Reduction Kinetics of Iron Ore PelletsДокумент43 страницыReduction Kinetics of Iron Ore PelletsDivyesh Parmar100% (1)
- Pre Feasibility Report: Iron Ore Pelletization PlantДокумент34 страницыPre Feasibility Report: Iron Ore Pelletization PlantChetan M BaligarОценок пока нет
- Summary of Findings From HYBRIT Pre-Feasibility Study 2016-2017Документ11 страницSummary of Findings From HYBRIT Pre-Feasibility Study 2016-2017Okko NОценок пока нет
- Steel MakingДокумент38 страницSteel Makings.samОценок пока нет
- Pre-Feasibility Report: Ankur Udyog Limited (Steel Division)Документ38 страницPre-Feasibility Report: Ankur Udyog Limited (Steel Division)فردوس سليمان100% (1)
- JSPL Annual Report 16 17 PDFДокумент264 страницыJSPL Annual Report 16 17 PDFSant DayalОценок пока нет
- A Presentation On Dri-Ii in JSPL, Raigarh: By:-Harish Patel (Meta-5 Sem)Документ14 страницA Presentation On Dri-Ii in JSPL, Raigarh: By:-Harish Patel (Meta-5 Sem)Rahul PandeyОценок пока нет
- A Study On Performance of Indian Steel IndustryДокумент53 страницыA Study On Performance of Indian Steel IndustryHarshal MevadaОценок пока нет
- Ironmaking - Part 1Документ37 страницIronmaking - Part 1Aryan MishraОценок пока нет
- Direct From: 4Th Quarter 2019Документ14 страницDirect From: 4Th Quarter 2019JeanОценок пока нет
- Vale Pellets - Reliable Supply To The DR Market: Head Technical MarketingДокумент26 страницVale Pellets - Reliable Supply To The DR Market: Head Technical MarketingJose Hurtado Ojeda100% (1)
- Jeevaka Industries LTD (Sponge Iron Division), Nasthipur (V), Hatnoora (M), Sangareddy Dist - EXE SUM ENGДокумент17 страницJeevaka Industries LTD (Sponge Iron Division), Nasthipur (V), Hatnoora (M), Sangareddy Dist - EXE SUM ENGKolipaka KarunakarОценок пока нет
- TEC ALT Process Descriptions and Flow DiagramsДокумент45 страницTEC ALT Process Descriptions and Flow DiagramsUli ArthaОценок пока нет
- Cluster IronДокумент31 страницаCluster IronPraneeth Kumar V RОценок пока нет
- Dri InternshipДокумент38 страницDri InternshipGuruprasad Sanga100% (3)
- State of The Art and Future of The Blast FurnaceДокумент16 страницState of The Art and Future of The Blast Furnacesaibal_silОценок пока нет
- Optimized Sponge Iron Making ProcessДокумент10 страницOptimized Sponge Iron Making Processawneet_semc100% (1)
- Metals and Mining January 2021Документ44 страницыMetals and Mining January 2021ankit100% (1)
- PSA 50 Paper PDFДокумент5 страницPSA 50 Paper PDFshashi kant kumarОценок пока нет
- Environmental Issues Management: C P C BДокумент79 страницEnvironmental Issues Management: C P C BGanesh N KОценок пока нет
- MM1202Документ1 страницаMM120222- Debaduti RoutОценок пока нет
- Breakthrough Pathways To Decarbonize The Steel Sector 1676093321Документ7 страницBreakthrough Pathways To Decarbonize The Steel Sector 1676093321keshoooОценок пока нет
- Mini Blast FurnaceДокумент8 страницMini Blast FurnaceSantosh UpadhyayОценок пока нет