Вам также может понравиться
- Tratamento Efluentes Lavanderia Industrial PDFДокумент9 страницTratamento Efluentes Lavanderia Industrial PDFRogério RochaОценок пока нет
- Gerenciamento de Resíduos e Efluentes Na Construção e Conservação - NAVA - 25 Rev0 PDFДокумент34 страницыGerenciamento de Resíduos e Efluentes Na Construção e Conservação - NAVA - 25 Rev0 PDFAnamaria StranzОценок пока нет
- WKI-HSEQ-EnV-17-0035-InBR - Diretrizes para o Gerenciamento de ResiduosДокумент37 страницWKI-HSEQ-EnV-17-0035-InBR - Diretrizes para o Gerenciamento de Residuosmeio ambiente qsmsОценок пока нет
- Relatório de EstágioДокумент11 страницRelatório de EstágioMarcos Antonio100% (1)
- ISO 17025 - Requisitos GerenciaisДокумент119 страницISO 17025 - Requisitos Gerenciaisfer1100Оценок пока нет
- Assuntos RegulatoriosДокумент16 страницAssuntos Regulatoriosorlandia figueiredoОценок пока нет
- Esquema de Processo QualidadeДокумент1 страницаEsquema de Processo QualidadeMarcelo MarquesОценок пока нет
- Manual+Qualidade Passo A PassoДокумент11 страницManual+Qualidade Passo A PassoIsabella Goulart100% (1)
- Indicadores de Desempenho Segundo ISO.9001 VER.2008Документ82 страницыIndicadores de Desempenho Segundo ISO.9001 VER.2008m0528830Оценок пока нет
- ISO EmbalagensДокумент138 страницISO EmbalagensSôniaRoda100% (1)
- AlmoxarifadoДокумент18 страницAlmoxarifadotaisecarteli100% (1)
- A Importância Dos Indicadores de Desempenho Ambiental Nos SgaДокумент17 страницA Importância Dos Indicadores de Desempenho Ambiental Nos SgaMarcelo MartinsОценок пока нет
- O Verdadeiro Significado de Comprometimento Da Alta DireçãoДокумент2 страницыO Verdadeiro Significado de Comprometimento Da Alta DireçãoAléxia LageОценок пока нет
- RDC 16-2013 - Boas Práticas de Fabricação de Produtos Médicos e Produtos para Diagnósticos de Uso in Vitro PDFДокумент20 страницRDC 16-2013 - Boas Práticas de Fabricação de Produtos Médicos e Produtos para Diagnósticos de Uso in Vitro PDFThiagoОценок пока нет
- Lista de Verificação de BPA em SAДокумент6 страницLista de Verificação de BPA em SALuciléia ColaresОценок пока нет
- FISPQ Desengraxante - RB Red WashДокумент8 страницFISPQ Desengraxante - RB Red WashAnderson FragosoОценок пока нет
- NBR 11469 NB 1326 - Controle Estatistico para Prevencao e Deteccao de Desvios Da Qualidade Durante Processos de Fabricacao Por Meio de Graficos PDFДокумент23 страницыNBR 11469 NB 1326 - Controle Estatistico para Prevencao e Deteccao de Desvios Da Qualidade Durante Processos de Fabricacao Por Meio de Graficos PDFPe MorОценок пока нет
- Proposta de Roteiro para Implementação de Sistema de Gestão Da Qualidade Conforme Requisitos Da Norma ABNT NBR ISO 9001Документ6 страницProposta de Roteiro para Implementação de Sistema de Gestão Da Qualidade Conforme Requisitos Da Norma ABNT NBR ISO 9001Guilherme Silveira Dos SantosОценок пока нет
- DAS Regulamento Diretriz Suprimentos SEI 23477.000453 2018 72Документ16 страницDAS Regulamento Diretriz Suprimentos SEI 23477.000453 2018 72ValvОценок пока нет
- Análise Da Qualidade Microbiana de Produtos Estérieis e Nao EstereisДокумент45 страницAnálise Da Qualidade Microbiana de Produtos Estérieis e Nao EstereisÁquila PriscilaОценок пока нет
- Plano de Auditoria Interna 2021 - Modelo 1Документ2 страницыPlano de Auditoria Interna 2021 - Modelo 1Joice Santos100% (2)
- 04 AdesivosДокумент20 страниц04 AdesivosDavrison BorgesОценок пока нет
- Pop0001 - Processo de ColetaДокумент7 страницPop0001 - Processo de ColetaEduardo OliveiraОценок пока нет
- Ebook de Amostragem 17025 - How To LabДокумент26 страницEbook de Amostragem 17025 - How To LabJarbas Rodrigues ChavesОценок пока нет
- Qualidade FertilizantesДокумент4 страницыQualidade Fertilizantesthayanne4portellaОценок пока нет
- Extrusão de PEADДокумент17 страницExtrusão de PEADInez AuadОценок пока нет
- Validação de Planos de HACCPДокумент25 страницValidação de Planos de HACCPCassilda CarvalhoОценок пока нет
- 24 Uso Da Água e Requisitos de QualidadeДокумент12 страниц24 Uso Da Água e Requisitos de QualidadeJoão Paulo Mendes FerreiraОценок пока нет
- Processos de LimpezaДокумент6 страницProcessos de LimpezaftprimoОценок пока нет
- Padrão de QualidadeДокумент3 страницыPadrão de QualidadeAfonso JúniorОценок пока нет
- RDC 185 de 22 de Outubro de 2001 PDFДокумент61 страницаRDC 185 de 22 de Outubro de 2001 PDFBábáRafaelTyErinléОценок пока нет
- Ficha de Recebimento Avaliacao e Selecao de FornecedoresДокумент1 страницаFicha de Recebimento Avaliacao e Selecao de FornecedoresRosana Alves LaudelinoОценок пока нет
- Revista EmbalagemMarca 102 - Fevereiro 2008Документ52 страницыRevista EmbalagemMarca 102 - Fevereiro 2008EmbalagemMarcaОценок пока нет
- Extrusão - ApostilaДокумент11 страницExtrusão - ApostilaDanielBianzenoОценок пока нет
- Trabalho Alimentos - GelatinaДокумент14 страницTrabalho Alimentos - GelatinaMariana MyriamОценок пока нет
- NBR NM 00012 - Cimento Portland - Análise Química - Determinação de Óxido de Cálcio LivreДокумент16 страницNBR NM 00012 - Cimento Portland - Análise Química - Determinação de Óxido de Cálcio LivreRamilson MachadoОценок пока нет
- Descrição de Cargos - Gerente IndustrialДокумент3 страницыDescrição de Cargos - Gerente IndustrialElaine Cardoso100% (2)
- SM - Solicitação de MudançaДокумент1 страницаSM - Solicitação de MudançaDouglas SoaresОценок пока нет
- Métodos para Análise Microbiológica de Produtos de Origem Animal e ÁguaДокумент76 страницMétodos para Análise Microbiológica de Produtos de Origem Animal e ÁguaSoane SoucarОценок пока нет
- TR Planilha ResiduosДокумент10 страницTR Planilha Residuosmwgroup WfxОценок пока нет
- Planilha Controle de Estoque 2 7Документ28 страницPlanilha Controle de Estoque 2 7Anonymous s0U51unHYUОценок пока нет
- Tabela 1: Levantamento de Aspectos e Impactos Ambientais Da Empresa BR 189 AmbientalДокумент1 страницаTabela 1: Levantamento de Aspectos e Impactos Ambientais Da Empresa BR 189 AmbientalAnaОценок пока нет
- Sge 019 Procedimento para Analise Critica Do Sge Mme Mtur Rev 000Документ4 страницыSge 019 Procedimento para Analise Critica Do Sge Mme Mtur Rev 000andreiaОценок пока нет
- Tipos de Plásticos para EmbalagemДокумент10 страницTipos de Plásticos para EmbalagemGeraldo Henrique Martins VieiraОценок пока нет
- Caracterização Terra Diatomácea de Cervejarias para Utilização Na Retenção de HormônioДокумент20 страницCaracterização Terra Diatomácea de Cervejarias para Utilização Na Retenção de HormônioMateusОценок пока нет
- Check List para 1 Auditoria de RecertificaçãoДокумент1 страницаCheck List para 1 Auditoria de RecertificaçãoWalber FeitosaОценок пока нет
- ESP 002-13 LABCQ-FPE - MILHO EM GRÃO Rev 06Документ3 страницыESP 002-13 LABCQ-FPE - MILHO EM GRÃO Rev 06Afonso JúniorОценок пока нет
- Dimensionamento EteДокумент83 страницыDimensionamento EteCaroline MedeirosОценок пока нет
- 03-Workshop ISO IEC 17025 - 0 - Implementacao - Estrutura - Definicoes - OpcoesДокумент31 страница03-Workshop ISO IEC 17025 - 0 - Implementacao - Estrutura - Definicoes - OpcoesjaceltonОценок пока нет
- FluxogramaДокумент5 страницFluxogramaLucas MoreiraОценок пока нет
- 4.09.COC - ET.Implementação Do SGQ ISO-9001Документ13 страниц4.09.COC - ET.Implementação Do SGQ ISO-9001Telma MonteiroОценок пока нет
- Logística reversa e coleta seletiva do lixo: a educação ambiental como ferramenta auxiliar no processo de reciclagem do lixo eletrônico domésticoОт EverandLogística reversa e coleta seletiva do lixo: a educação ambiental como ferramenta auxiliar no processo de reciclagem do lixo eletrônico domésticoОценок пока нет
- A História da Política Nacional de Resíduos Sólidos: reflexões acerca do seu tímido avançoОт EverandA História da Política Nacional de Resíduos Sólidos: reflexões acerca do seu tímido avançoОценок пока нет
- A hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroОт EverandA hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroОценок пока нет
- R$C: Responsabilidade $ocioambiental Compartilhada no BrasilОт EverandR$C: Responsabilidade $ocioambiental Compartilhada no BrasilОценок пока нет
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasОт EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasОценок пока нет
- Pnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoОт EverandPnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoОценок пока нет
- Dendrometria Das Essências FlorestaisДокумент273 страницыDendrometria Das Essências FlorestaisVicente MacielОценок пока нет
- Biometria Florestal - Higuchi - 2008Документ141 страницаBiometria Florestal - Higuchi - 2008Vicente MacielОценок пока нет
- Original Dendroinv PDFДокумент0 страницOriginal Dendroinv PDFAlysson CostaОценок пока нет
- Ocupação de Encostas PDFДокумент114 страницOcupação de Encostas PDFVicente MacielОценок пока нет
- PrincipiosDendrometria PDFДокумент198 страницPrincipiosDendrometria PDFCarina ArrudaОценок пока нет
- Técnicas de Produção de Mudas FlorestaisДокумент66 страницTécnicas de Produção de Mudas FlorestaisVicente MacielОценок пока нет
- Guia de Plantas Da Regeneracao Natural Do Cerrado e Da Mata AtlanticaДокумент140 страницGuia de Plantas Da Regeneracao Natural Do Cerrado e Da Mata AtlanticaVicente MacielОценок пока нет
- Manual de Silvicultura TropicalДокумент130 страницManual de Silvicultura TropicalVicente MacielОценок пока нет
- Uma Floresta de Oportunidades - Um Novo Olhar Sobre A Mata Atlântica Do Nordeste PDFДокумент56 страницUma Floresta de Oportunidades - Um Novo Olhar Sobre A Mata Atlântica Do Nordeste PDFVicente MacielОценок пока нет
- Ocupação de Encostas PDFДокумент114 страницOcupação de Encostas PDFVicente MacielОценок пока нет
- Métodos de Medição de Altura de Árvores em Uma Floresta Nativa Do Sul Do Espírito SantoДокумент34 страницыMétodos de Medição de Altura de Árvores em Uma Floresta Nativa Do Sul Do Espírito SantoVicente MacielОценок пока нет
- Resistência Elétrica IДокумент4 страницыResistência Elétrica IJeferson Albino FleckОценок пока нет
- Máquinas Termicas - Ciclo Rankine EESДокумент9 страницMáquinas Termicas - Ciclo Rankine EESzion_buddha1253Оценок пока нет
- Catia V4 BásicoДокумент212 страницCatia V4 BásicosmaferreОценок пока нет
- Cordas e Tubos - Teoria IДокумент8 страницCordas e Tubos - Teoria IHilder LucasОценок пока нет
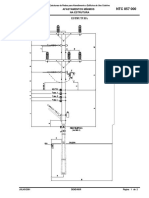
- NTC 857000 - Afastamento Mínimos Na EstruturaДокумент2 страницыNTC 857000 - Afastamento Mínimos Na EstruturaFabio SОценок пока нет
- Dimensionamento de Fundacoes de Acordo Com o EC7 – Conceitos Fundamentais.Документ21 страницаDimensionamento de Fundacoes de Acordo Com o EC7 – Conceitos Fundamentais.Ricardo Gonçalves100% (1)
- Guia ITA-IME Do Lemann Do Fórum Pir2-1Документ8 страницGuia ITA-IME Do Lemann Do Fórum Pir2-1RafaelRamosMarquesОценок пока нет
- Análise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Документ5 страницAnálise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Lucas FelicettiОценок пока нет
- Capítulo 7 Bucha de PassagemДокумент11 страницCapítulo 7 Bucha de PassagemReniery Almeida ChagasОценок пока нет
- Princípios Básicos Da Meditação Dentro Do Sistema VincunianoДокумент18 страницPrincípios Básicos Da Meditação Dentro Do Sistema VincunianoVinicius Pimentel FerreiraОценок пока нет
- Edifício Solar XXI - Caso de EstudoДокумент4 страницыEdifício Solar XXI - Caso de Estudoesa-estagiosОценок пока нет
- Apostila Geografia - Ensino Fundamental - Módulo 01Документ17 страницApostila Geografia - Ensino Fundamental - Módulo 01Ensino Fundamental92% (13)
- Cartografia 1 - Continuação - AnotaçõesДокумент1 страницаCartografia 1 - Continuação - AnotaçõesMaria Gabriela Perugini RochaОценок пока нет
- Grupo-6 Turma - AДокумент27 страницGrupo-6 Turma - AShelton DavaОценок пока нет
- Meios de Contraste: Pontifícia Universidade Católica de São PauloДокумент24 страницыMeios de Contraste: Pontifícia Universidade Católica de São PauloDiego TrevisanОценок пока нет
- 3º Simulado de FísicaДокумент4 страницы3º Simulado de FísicaRafael PinheiroОценок пока нет
- Estatistica Aplicada PDFДокумент5 страницEstatistica Aplicada PDFRitiele Vieiira100% (1)
- Obf 2013Документ4 страницыObf 2013Matheus VenancioОценок пока нет
- Catalogo JACKWALGasДокумент52 страницыCatalogo JACKWALGasMárdel Vasconcelos GomesОценок пока нет
- Resumo Caule e Folhas ALEAДокумент11 страницResumo Caule e Folhas ALEACarlaОценок пока нет
- Lista de Exercicios Da Disciplina de Comunicação Óptica.Документ2 страницыLista de Exercicios Da Disciplina de Comunicação Óptica.Maitsudá MatosОценок пока нет
- Aula9 Calculo Estequiometrico-1Документ2 страницыAula9 Calculo Estequiometrico-1malufreitassОценок пока нет
- Mapeamento... Ebook IfsertãoДокумент260 страницMapeamento... Ebook IfsertãoAdelson Dias OliveiraОценок пока нет
- Lista - Equações Diferenciais - ANPECДокумент2 страницыLista - Equações Diferenciais - ANPECDaniel MendonçaОценок пока нет
- Artigo - Estudo Da Solubilidade Dos Compostos e Determinação de Álcool Na Gasolina 2 - 5 PráticaДокумент6 страницArtigo - Estudo Da Solubilidade Dos Compostos e Determinação de Álcool Na Gasolina 2 - 5 PráticaValeriaBahiaОценок пока нет
- Emai Se 1 A 5Документ84 страницыEmai Se 1 A 5Lidiane Paula Valezi100% (1)
- Noções Básicas de Treinamento Desportivo MarcadoДокумент66 страницNoções Básicas de Treinamento Desportivo MarcadoEmerson SilvaОценок пока нет
- Procedimento LOTOДокумент58 страницProcedimento LOTOMario L. Souza100% (3)