Вам также может понравиться
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОт EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonРейтинг: 4 из 5 звезд4/5 (1)
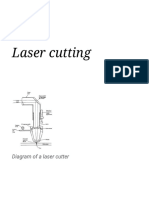
- Laser Cutting: Diagram of A Laser CutterДокумент9 страницLaser Cutting: Diagram of A Laser CutterSuraj NagpalОценок пока нет
- Laser Cutting - Wikipedia PDFДокумент46 страницLaser Cutting - Wikipedia PDFSandeep KumarОценок пока нет
- Plasma Cutting AssignmentДокумент7 страницPlasma Cutting AssignmentMuziKhumalo0% (1)
- Laser Cutting - WikipediaДокумент13 страницLaser Cutting - Wikipediakartik sharmaОценок пока нет
- Laser CuttingДокумент8 страницLaser CuttingSharath KumarОценок пока нет
- LBMДокумент25 страницLBMwisejackОценок пока нет
- Cuuting by LaserДокумент5 страницCuuting by LaserArunОценок пока нет
- Laser CuttingДокумент9 страницLaser CuttingPrabir Kumar PatiОценок пока нет
- Laser CuttingДокумент9 страницLaser Cuttingtoto16161650% (2)
- Advantages of Laser Cutting: WWW - Opticlabs.caДокумент4 страницыAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitОценок пока нет
- What Is Hole Punching? What Is Drilling?Документ6 страницWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesОценок пока нет
- Raxx SeminarДокумент2 страницыRaxx Seminarrakesh0% (1)
- Laser Cutting: Navigation SearchДокумент11 страницLaser Cutting: Navigation SearchIjie BladerzОценок пока нет
- Why Is "Cold Cutting" Superior To Plasma Cutting?Документ9 страницWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedОценок пока нет
- Laser Cutting From First Principles To The State of The ArtДокумент6 страницLaser Cutting From First Principles To The State of The ArtJing YinОценок пока нет
- Work Theory of The Laser Cutting MachineДокумент5 страницWork Theory of The Laser Cutting MachineHe OfweekОценок пока нет
- Laser CuttingДокумент3 страницыLaser CuttingumasreeОценок пока нет
- Assignment No 6 Shearing Process in Sheet MetalДокумент5 страницAssignment No 6 Shearing Process in Sheet MetalSameer Ahmed 20 - MCE - 60Оценок пока нет
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityДокумент8 страниц07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanОценок пока нет
- Laser Beam Machining: Done By: MuradДокумент15 страницLaser Beam Machining: Done By: MuradAl Mutiry MuardОценок пока нет
- Module 01 - Cutting ProcessesДокумент51 страницаModule 01 - Cutting Processesrajamannar322Оценок пока нет
- Laser CuttingДокумент9 страницLaser CuttingBharath vОценок пока нет
- 18 Applications in Material ProcessingДокумент38 страниц18 Applications in Material Processingkaushik4208Оценок пока нет
- Module-3: Advanced Material Removal Processes: Lecture No-3Документ3 страницыModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliОценок пока нет
- Sheet Metal FormingДокумент5 страницSheet Metal FormingScribdd3r100% (2)
- Job Knowledge 53Документ4 страницыJob Knowledge 53Mehmet SoysalОценок пока нет
- MetoooooooooooooooooooДокумент10 страницMetoooooooooooooooooooHopedejene DejeneОценок пока нет
- Seminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringДокумент8 страницSeminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringPrimož BrglezОценок пока нет
- Unconventional Machining ProcessДокумент36 страницUnconventional Machining ProcessInderpal SinghОценок пока нет
- Fact Sheet: METAL REMOVAL/CUTTINGДокумент4 страницыFact Sheet: METAL REMOVAL/CUTTINGAl EnggОценок пока нет
- 458 B 3 LBMДокумент3 страницы458 B 3 LBMSourav ShuklaОценок пока нет
- Secenje Laserom WikiДокумент13 страницSecenje Laserom WikiMarko BogosavljevicОценок пока нет
- Manufacturing Process - PresentationДокумент15 страницManufacturing Process - PresentationAnwesha PandaОценок пока нет
- Linde Group - Facts About Laser CuttingДокумент20 страницLinde Group - Facts About Laser CuttingddadaraОценок пока нет
- WeldingДокумент11 страницWeldinggopojiОценок пока нет
- Plasma CuttingДокумент3 страницыPlasma Cuttingamirhazwan0% (1)
- Machining by CuttingДокумент4 страницыMachining by CuttingSiddhi JainОценок пока нет
- AGA Cutting Aluminum Facts About UKДокумент16 страницAGA Cutting Aluminum Facts About UKmekag94Оценок пока нет
- Cswip - Section 15-Thermal Cutting ProcessesДокумент10 страницCswip - Section 15-Thermal Cutting ProcessesNsidibe Michael EtimОценок пока нет
- Pneumatic Cutter SynopsisДокумент10 страницPneumatic Cutter SynopsisGurhans Pal SinghОценок пока нет
- Cutting of Soft Gummy MetalsДокумент26 страницCutting of Soft Gummy MetalsManoj Dhage100% (1)
- Quiz 7Документ40 страницQuiz 7Vysakh VasudevanОценок пока нет
- Why Use Wire Cut Machine?Документ3 страницыWhy Use Wire Cut Machine?Mahmoud ElsayedОценок пока нет
- Laser Beam MachiningДокумент3 страницыLaser Beam MachiningDonie Widyanto SoedjarwoОценок пока нет
- Laser Beam MachiningДокумент3 страницыLaser Beam MachiningKeerthi VarmanОценок пока нет
- Design and Fabrication of Die For Hexagonal Hole Synopsis: PunchДокумент3 страницыDesign and Fabrication of Die For Hexagonal Hole Synopsis: PunchAnonymous j0aO95fgОценок пока нет
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritДокумент41 страницаElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaОценок пока нет
- Group (17) Wire Drawing PDFДокумент14 страницGroup (17) Wire Drawing PDFPeter Adel0% (1)
- Laser Beam WeldingДокумент17 страницLaser Beam WeldingSwati AgarwalОценок пока нет
- Hydrodynamic Machining (HDM)Документ5 страницHydrodynamic Machining (HDM)Anonymous V7NIJYd8Оценок пока нет
- Abrasive Water Jet MachiningДокумент12 страницAbrasive Water Jet MachiningAbhimanyuPradhanОценок пока нет
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEДокумент8 страницAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08Оценок пока нет
- Laser (01 18)Документ18 страницLaser (01 18)Ayrton PabloОценок пока нет
- Applied SciencesДокумент22 страницыApplied SciencesDu RoyОценок пока нет
- State State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingДокумент22 страницыState State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingJaveed A. KhanОценок пока нет
- What Is Die SinkingДокумент5 страницWhat Is Die SinkingRavendran KrishnanОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОт EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОценок пока нет
- Elbow Connector 24-400A 150sqmmДокумент2 страницыElbow Connector 24-400A 150sqmmoktaricoОценок пока нет
- Sand ControlДокумент61 страницаSand ControlYassir Hindi100% (6)
- Report Outline: PRIMARY SUBSTATION EQUIPMENTS Emphasizing On Its Major ElementsДокумент27 страницReport Outline: PRIMARY SUBSTATION EQUIPMENTS Emphasizing On Its Major ElementsA'Amina ShubberОценок пока нет
- ELKON Mobil Betonkevero 2 HungaryДокумент2 страницыELKON Mobil Betonkevero 2 Hungaryzyz777Оценок пока нет
- A Project On Dealers Perception On Kajaria Ceramics CoimbatoreДокумент47 страницA Project On Dealers Perception On Kajaria Ceramics CoimbatoreMohamed SanferОценок пока нет
- Sikafloor 415 PDSДокумент6 страницSikafloor 415 PDSVi NeОценок пока нет
- Ex - No.12. CG of TractorsДокумент2 страницыEx - No.12. CG of TractorsVijay AnandОценок пока нет
- Laundry OperationДокумент15 страницLaundry OperationZafar Abedin100% (2)
- Take Home Quiz DestilasiДокумент2 страницыTake Home Quiz DestilasiLutherJericoОценок пока нет
- AM1.6 - Mechanical Testing (Tensile)Документ6 страницAM1.6 - Mechanical Testing (Tensile)Flying ThinОценок пока нет
- ReviewingthepotentialofWaste To Energy (WTE) technologiesforSustainableDevelopmentGoal (SDG) Numberssevenandeleven12345Документ14 страницReviewingthepotentialofWaste To Energy (WTE) technologiesforSustainableDevelopmentGoal (SDG) Numberssevenandeleven12345Eduardo Izaguirre AnchundiaОценок пока нет
- Score: - : "Specific Gravity and Water Absorption of Coarse Aggregate Test"Документ17 страницScore: - : "Specific Gravity and Water Absorption of Coarse Aggregate Test"Ernielle Rae Dela Cruz100% (1)
- Matrix SX Manual Operating GuideДокумент35 страницMatrix SX Manual Operating GuideGabriele Gabri PerriОценок пока нет
- Company Profile - en - Mailversion KlumppДокумент2 страницыCompany Profile - en - Mailversion KlumppJulio NeumannОценок пока нет
- Master Thesis Proposal: Use of Waste Plastic in Flexible PavementsДокумент7 страницMaster Thesis Proposal: Use of Waste Plastic in Flexible PavementsFortiter FysproОценок пока нет
- Instructions For Use: Washing MachineДокумент84 страницыInstructions For Use: Washing MachineeppoxroОценок пока нет
- NTU in Brine DisplacementДокумент17 страницNTU in Brine DisplacementMAHAN4231Оценок пока нет
- D1 Internal Corner DetailДокумент1 страницаD1 Internal Corner DetailRodrigo Andres Merellado BustosОценок пока нет
- K-Flex Insul-SheetДокумент2 страницыK-Flex Insul-SheetJuan SantosОценок пока нет
- Adsorption at Solid InterfaceДокумент14 страницAdsorption at Solid InterfaceSatyam SachanОценок пока нет
- 1.engine Coating ReviewДокумент6 страниц1.engine Coating Reviewsmohanraj278Оценок пока нет
- Bomba Amstrong Condensado PDFДокумент30 страницBomba Amstrong Condensado PDFRuben Rafael Blanco RodriguezОценок пока нет
- CableДокумент42 страницыCableMochamad Irfan MaulanaОценок пока нет
- Trends in Powder MetallurgyДокумент39 страницTrends in Powder MetallurgyManjunath GowdaОценок пока нет
- Developing Advanced Biorefinery Schemes For Integration Into ExistingДокумент89 страницDeveloping Advanced Biorefinery Schemes For Integration Into ExistingamirОценок пока нет
- Pelton Crane OCM OCR Sterilizer Service ManualДокумент8 страницPelton Crane OCM OCR Sterilizer Service ManualWilliam Hernandez100% (1)
- M.E Thesis PresentationДокумент45 страницM.E Thesis PresentationPrakash NanthagopalanОценок пока нет
- Tech ManДокумент130 страницTech ManPartenople KentОценок пока нет
- Convection HMTДокумент47 страницConvection HMTbalakaleesОценок пока нет