Академический Документы
Профессиональный Документы
Культура Документы
Estudo Cinetico Do Craqueamento Termico de Fracoes Residuais de Petroleo
Загружено:
Virgínia BenazziАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Estudo Cinetico Do Craqueamento Termico de Fracoes Residuais de Petroleo
Загружено:
Virgínia BenazziАвторское право:
Доступные форматы
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
BRUNO MILKA SOUZA
ESTUDO CINTICO DO CRAQUEAMENTO TRMICO
DE FRAES RESIDUAIS DE PETRLEO
RIO DE JANEIRO
2013
ESTUDO CINTICO DO CRAQUEAMENTO TRMICO DE FRAES RESIDUAIS
DE PETRLEO
Bruno Milka Souza
Dissertao de Mestrado apresentada ao
Programa de Ps-Graduao em Tecnologia
de Processos Qumicos e Bioqumicos,
Escola de Qumica, Universidade Federal do
Rio de Janeiro, como requisito parcial
obteno do ttulo de Mestre em Tecnologia
de Processos Qumicos e Bioqumicos.
Escola de Qumica / UFRJ
Orientadores:
Prof. Dra. Mnica Antunes Pereira da Silva
Prof. Dr. Leonardo Travalloni
Rio de Janeiro
Fevereiro de 2013
ii
S729e Souza, Bruno Milka.
Estudo cintico do craqueamento trmico de fraes residuais de petrleo./ Bruno Milka
Souza. 2013.
vii, 130 f.:Il.
Dissertao (Mestrado em Tecnologia de Processos Qumicos e Bioqumicos)
Universidade Federal do Rio de Janeiro, Escola de Qumica, Rio de Janeiro, 2013.
Orientadores: Leonardo Travalloni e Mnica Antunes Pereira da Silva.
1. Craqueamento trmico. 2. Modelagem Cintica. 3. Petrleo. Teses. I. Travaloni,
Leonardo. (Orient.).II. Silva, Mnica Antunes Pereira da. (Orient.). III. Universidade Federal
do Rio de Janeiro, Programa em Tecnologia de Processos Qumicos e Bioqumicos, Escola
de Qumica. IV. Ttulo.
CDD: 665.533
iii
ESTUDO CINTICO DO CRAQUEAMENTO TRMICO DE FRAES RESIDUAIS
DE PETRLEO
Bruno Milka Souza
Dissertao de Mestrado apresentada ao Programa de Ps-Graduao em
Tecnologia de Processos Qumicos e Bioqumicos, Escola de Qumica, Universidade
Federal do Rio de Janeiro, como requisito parcial obteno do ttulo de Mestre em
Tecnologia de Processos Qumicos e Bioqumicos.
Aprovado por:
__________________________________________________
Prof. Dra. Mnica Antunes Pereira da Silva (Orientadora)
__________________________________________________
Prof. Dr. Leonardo Travalloni EQ/UFRJ (Orientador)
__________________________________________________
Prof. Dr. Fabio Barboza Passos - UFF
__________________________________________________
Dr. Marcelo Edral Pacheco - CENPES/PETROBRAS
__________________________________________________
Prof. Dr. Maurcio Bezerra de Souza Jr. - EQ/UFRJ
Rio de Janeiro
Fevereiro de 2013
iv
Dedico este trabalho minha famlia,
que sempre me apoiou, cada um do seu modo,
doando um pouco de si para que eu alcanasse meus objetivos.
Dedico especialmente minha filha, Marina Milka, que me inspira a cada dia.
AGRADECIMENTOS
Agradeo a Deus por me permitir chegar at aqui;
PETROBRAS pelo incentivo ao desenvolvimento cientfico;
Ao Gerente da Planta Piloto, Marclio Mariano de Carvalho, pelo incentivo e apoio ao
meu trabalho;
minha orientadora, Mnica Antunes Pereira da Silva, que intercedeu pessoalmente
por mim, nos momentos difceis pelos quais passei no comeo do curso e pela
orientao tcnica;
Ao meu orientador, Leonardo Travalloni, pela dedicao e empenho para a
concluso desta dissertao;
A meus pais, Elza e Wilson, pelo exemplo de carter, integridade e tolerncia;
A meus pais adotivos, Izabel e Felipe, pelo altrusmo e dedicao ao prximo;
Aos meus irmos pelo respeito e compreenso;
Aos meus sobrinhos, por trazerem alegria;
minha esposa, Natalie, pela compreenso, apoio, amor e carinho;
Aos meus amigos pelo apoio e incentivo.
vi
RESUMO
SOUZA, Bruno M. Estudo Cintico do Craqueamento Trmico de Fraes
Residuais de Petrleo; Orientadores: Mnica Antunes Pereira da Silva e Leonardo
Travalloni. Rio de Janeiro: UFRJ / Escola de Qumica, 2013. Dissertao (Mestrado
em Tecnologia de Processos Qumicos e Bioqumicos).
A modelagem cintica do craqueamento trmico de fraes residuais de
petrleo foi realizada a partir de dados experimentais obtidos em planta piloto. Dois
modelos cinticos foram avaliados para a converso de resduo, que contemplavam
reaes em paralelo e em srie, irreversveis e de primeira ordem. Os produtos do
craqueamento trmico foram agrupados como gs, nafta, gasleo leve (GOL) e
gasleo pesado (GOP). O primeiro modelo consistia em cinco reaes, quatro em
paralelo para a converso de resduo e uma em srie, admitindo a converso de
GOP em GOL. O segundo modelo consistia de quatro reaes em paralelo. Os
parmetros cinticos foram estimados a partir dos dados experimentais atravs de
um procedimento numrico hbrido que combina um mtodo heurstico de otimizao
(enxame de partculas) com um mtodo determinstico (Gauss-Newton), visando
minimizao da funo objetivo de mnimos quadrados. Os testes foram realizados
em quatro nveis de presso, tendo como outras variveis a temperatura de reao e
o tempo de residncia. Correlaes empricas para a predio da converso de
resduo e da distribuio de produtos foram obtidas com base em um ndice de
severidade modificado. Esta modificao consistiu na incluso de um fator de
presso.
Palavras-chave:
severidade.
craqueamento
trmico,
modelagem
cintica,
correlaes,
vii
ABSTRACT
SOUZA, Bruno M. Kinetic Study of Thermal Cracking of Petroleum Residual
Fractions; Supervisors: Mnica Antunes Pereira da Silva and Leonardo Travalloni.
Rio de Janeiro: UFRJ / Escola de Qumica, 2013. Thesis (M. Sc. in Chemical and
Biochemical Process Technology).
Kinetic modeling of thermal cracking of petroleum residual fractions was
carried out using experimental data from a pilot plant. Two kinetic models were
evaluated regarding the conversion of residues. These models account for first order
irreversible reactions in parallel and in series. Thermal cracking products were
lumped as gas, naphtha, light gas oil (GOL), and heavy gas oil (GOP). The first
model consisted of five reactions, four in parallel for the residue conversion and one
in series, assuming the conversion of GOP to GOL. The second model consisted of
four parallel reactions. Kinetic parameters were estimated from experimental data by
a hybrid numerical procedure combining a heuristic optimization method (particle
swarm) with a deterministic method (Gauss-Newton), aiming the minimization of the
least squares objective function. Tests were carried out at four pressure levels and
various reaction temperatures and residence times. Empirical correlations for
predicting the conversion of residue and distribution of products were obtained from a
modified severity index. This modification consisted in the inclusion of a pressure
factor.
Keywords: thermal cracking, kinetic modeling, correlations, severity.
viii
SUMRIO
1 INTRODUO ........................................................................................................ 1
2 REVISO BIBLIOGRFICA ................................................................................... 5
2.1 O processo de craqueamento trmico ............................................................. 5
2.2 O processo de coqueamento retardado .......................................................... 9
2.3 Outros processos de craqueamento trmico ................................................. 16
2.4 As reaes de craqueamento trmico ........................................................... 18
2.4.1 Saturados ................................................................................................. 22
2.4.2 Aromticos ............................................................................................... 26
2.4.3 Compostos de enxofre ............................................................................. 28
2.4.4 Resinas .................................................................................................... 30
2.4.5 Asfaltenos ................................................................................................ 31
2.4.6 Formao de coque ................................................................................. 35
2.5 Anlise da cintica do craqueamento trmico ............................................... 39
2.5.1 Cintica dos compostos orgnicos simples.............................................. 39
2.5.2 Ordem reacional e parmetros cinticos .................................................. 44
2.6 Severidade da reao de craqueamento trmico .......................................... 63
3 MATERIAIS E MTODOS .................................................................................... 70
3.1 Descrio do equipamento experimental....................................................... 70
3.2 Caracterizao das cargas e dos produtos ................................................... 73
3.2.1 Anlise de densidade ............................................................................... 74
3.2.2 Anlise de viscosidade ............................................................................. 74
3.2.3 Teor de enxofre ........................................................................................ 74
3.2.4 Asfaltenos ................................................................................................ 75
3.2.5 Resduo de carbono Ramsbotton ............................................................. 75
3.2.6 Saturados, aromticos, resinas e asfaltenos (SARA)............................... 76
3.2.7 Teor de nitrognio .................................................................................... 76
3.2.8 Destilao simulada de fraes de petrleo at 750 C ........................... 76
3.3 Condies experimentais .............................................................................. 77
3.4 Estimao de parmetros e de correlaes .................................................. 79
4 RESULTADOS E DISCUSSO ............................................................................ 84
4.1 Caracterizao das cargas ............................................................................ 84
4.2 Craqueamento trmico de resduo ................................................................ 85
4.3 Estimao de parmetros cinticos ............................................................... 95
4.4 Correlaes ................................................................................................. 110
5 CONCLUSES E SUGESTES ......................................................................... 122
5.1 Concluses .................................................................................................. 122
5.2 Sugestes para trabalhos futuros ................................................................ 123
REFERNCIAS ...................................................................................................... 125
1 INTRODUO
A capacidade mundial de refino de petrleo no mundo alcanou 93,0 milhes
de barris por dia em 2011 (BP, 2012) e, no entanto, o suprimento de leo leve
decresceu nos ltimos anos (JOSHI et al., 2008). O refino de petrleo mais pesado
gera quantidades significativas de resduos, produtos mais pesados que o leo
original e de difcil processamento. Estes resduos tm demandas reduzidas, sendo
elas principalmente como leo combustvel (BP, 2012). Para se transformar em
derivados mais teis e rentveis, o resduo deve passar por processos de converso
qumica.
Os resduos so formados principalmente por hidrocarbonetos pesados, de
difcil separao por destilao, destacando-se as quatro classes bsicas: saturados,
aromticos, resinas e asfaltenos. Estas classes so definidas quanto sua
solubilidade, polaridade e massa molar. O resduo contm contaminantes que se
concentram na fase mais densa do leo, como os metais e molculas com
heterotomos. O resduo da destilao atmosfrica (RAT) contm quantidades
significativas de hidrocarbonetos na faixa de destilao dos gasleos que podem,
desde que separados, ser aproveitados como carga da unidade de craqueamento
cataltico fluidizado (FCC) para a produo, principalmente, de derivados leves, tais
como gs liquefeito de petrleo (GLP) e nafta. O resduo da destilao a vcuo (RV)
pode ser utilizado como componente do leo combustvel, mas sua demanda muito
baixa. Do RV pode-se extrair tambm o asfalto, cuja demanda igualmente baixa.
Da a necessidade de se converter quimicamente este resduo (SAWARKAR et al.,
2007).
Os processos de converso de resduos so classificados em dois grupos,
adio de hidrognio e rejeio de carbono (FURIMSKY, 2007). Dentre estes
processos destacam-se o coqueamento retardado e o craqueamento trmico como
processos de rejeio de carbono, o craqueamento cataltico fluidizado de resduo
(RFCC) e o hidrocraqueamento de resduo, como processos de adio de
hidrognio. Os dois primeiros so os mais amplamente usados devido a sua
flexibilidade em processar qualquer tipo de carga e devido ao baixo custo relativo
aos demais processos. Embora os processos catalticos sejam voltados para o
processamento de resduos, no podem receber qualquer tipo de carga em funo
da suscetibilidade de envenenamento do catalisador por contaminantes presentes
nas cargas residuais, principalmente os metais que se concentram, ao longo de
diversos processos, nas fraes mais pesadas.
A desasfaltao a solvente, processo de rejeio de carbono, envolve
separao fsica, no havendo converso qumica, e sua limitao o alto custo
energtico, uma vez que o solvente mais amplamente utilizado o propano
liquefeito. Este processo tem como produtos os leos bsicos lubrificantes e o
resduo asfltico que ser posteriormente transformado em cimento asfltico de
petrleo (CAP), cuja funo principal a pavimentao de vias.
O craqueamento cataltico fluidizado de resduo (RFCC) envolve reaes com
uma fase vapor. Os resduos atmosfricos e de vcuo, mais pesados e mais
contaminados no vaporizam completamente e acabam por se depositar na
superfcie cataltica aumentando a formao de coque e acarretando a desativao
do catalisador. Ento o RFCC tem sua aplicabilidade limitada a cargas que devem
apresentar baixos teores de metal e asfaltenos (JOSHI et al., 2008).
O hidrocraqueamento cataltico, embora possa processar cargas com alto teor
de asfaltenos (alto resduo de carbono) e alto teor de metais e possa ainda gerar
derivados, como gasolina e diesel, com alta qualidade e elevado valor agregado tem
sua aplicao limitada devido ao seu alto custo de investimento (JOSHI et al., 2008).
Dessa forma os resduos de petrleo contendo mais que 10% em massa de
resduo de carbono (CCR Resduo de Carbono Conradson) e 150 ppm de metais
so processados quase que exclusivamente por processos no catalticos
(PHILLIPS; LIU, 2002). Segundo Kataria e colaboradores (2004), os mtodos de
viscorreduo e de coqueamento retardado contribuem com 32% e 30%
respectivamente no total do volume de resduos processado.
Os processos de converso trmica no so novidades entre os refinadores,
segundo Robinson (2006). Com a demanda decrescente do querosene de
iluminao, devido inveno da lmpada eltrica e a necessidade urgente de
dispor o mercado de gasolina para suprir a demanda por este derivado para mover
os automveis produzidos em larga escala, os refinadores desenvolveram os
processos de converso. O primeiro destes processos foi o craqueamento trmico,
patenteado em 1912 por William Burton e Robert Humphreys, que trabalhavam para
a Standard Oil of Indiana. Este processo composto por uma fornalha que aquece o
resduo atmosfrico ou de vcuo a temperaturas de 480 - 510 C. Aps a passagem
pela fornalha, o produto ento resfriado e fracionado nos seus diversos derivados.
Neste processo, como em todos os processos de converso trmica, a qualidade
dos produtos inferior a daqueles obtidos por destilao direta.
O coqueamento retardado tem sua origem no ano de 1928 como uma
evoluo dos processos de craqueamento trmicos severos, em que havia
indesejada formao de coque nos tubos das fornalhas destas unidades, que
reduzia de significativamente o tempo de operao destes equipamentos.
Desenvolveram-se, primeiramente, tcnicas de aquecimento rpido do resduo at
as temperaturas de decomposio trmica sem, no entanto, permitir a deposio do
coque na superfcie interna dos tubos. A partir da, foi acrescentado um tambor onde
as reaes ocorriam e o coque formado era depositado (FINTUCH; NEGIN, 2004).
Neste caso houve tambm grande evoluo na forma de se operar os tambores de
coque, principalmente no que diz respeito operao de remoo do coque formado
nestes equipamentos.
As reaes de craqueamento trmico que ocorrem nestes dois processos
sero objetos deste estudo. Sua complexidade reside na grande diversidade de
compostos que compem as cargas e tambm os produtos. O mecanismo de reao
ser abordado e a cintica ser avaliada mais detalhadamente.
Outros processos de converso trmica de fraes residuais de petrleo,
como coqueamento fluido, o flexicoking e o HSC (High Conversion Soaker Cracking)
sero apresentados, embora a importncia destes seja significativamente inferior aos
dois principais processos de craqueamento que so o coqueamento retardado e a
viscorreduo.
A dissertao tem como objetivo o estudo cintico do craqueamento trmico
de resduo de petrleo mais especificamente do resduo de vcuo de petrleo Marlim
obtido em planta piloto. Os dados obtidos experimentalmente foram utilizados para a
obteno de um modelo cintico e comparados com parmetros cinticos
encontrados na literatura. O trabalho tambm avaliou correlaes apresentadas na
literatura para a previso de rendimentos das fraes com base em propriedades
fsico-qumicas da carga e severidade do processo.
O captulo 2 desta dissertao apresenta uma reviso bibliogrfica sobre o
craqueamento trmico, abrangendo os processos industriais mais usuais, as reaes
de decomposio trmica de cada grupo de componentes presentes nas cargas, a
cintica das reaes e modelos utilizados para o estudo do processo. No captulo 3
sero apresentadas as anlises realizadas, a descrio da planta piloto, as
condies experimentais empregadas nos testes e a metodologia para a estimao
dos parmetros cinticos e das correlaes para determinao de converso de
carga e rendimentos dos produtos. No captulo 4 sero apresentados os resultados
experimentais, as estimaes de parmetros cinticos da reao de craqueamento
trmico e as correlaes entre as propriedades da carga, condies experimentais e
o rendimento dos produtos.
No captulo 5 sero apresentadas as concluses desta dissertao e
sugestes para trabalhos futuros.
2 REVISO BIBLIOGRFICA
Neste captulo sero abordados os dois principais processos de converso
trmica do refino de petrleo, o craqueamento trmico brando e o coqueamento
retardado. Estes dois processos so tambm conhecidos como processos de fundo
de barril por processarem cargas pesadas, normalmente resduos das unidades de
destilao atmosfrica e de destilao a vcuo.
Estes processos utilizam unicamente a energia trmica para transformar as
fraes pesadas de petrleo em fraes mais leves. Eles se diferenciam pelo grau
de converso alcanado e pela severidade do processo. Como o nome j diz, o
craqueamento trmico brando tem como objetivo promover uma leve melhoria na
carga, normalmente melhorando parmetros relacionados sua fluidez, como a
viscosidade. J o coqueamento retardado um processo muito mais severo em que
a carga totalmente convertida em produtos mais leves e coque.
A utilizao de um processo ou outro depende de fatores econmicos tais
como demanda por produtos mais pesados (como leo combustvel), disponibilidade
de cargas residuais na refinaria e investimento, j que o investimento inicial de uma
unidade de coqueamento retardado muito maior do que o de uma unidade de
viscorreduo.
2.1 O PROCESSO DE CRAQUEAMENTO TRMICO
O craqueamento trmico um processo de fundo de barril muito utilizado para
a melhoria das condies de fluidez de cargas pesadas que tm como destino serem
utilizadas principalmente como leo combustvel. A decomposio trmica de
resduos tem trs principais objetivos (NEGIN; VAN TINE, 2004):
Reduo da viscosidade de correntes residuais, que diminui a demanda
por destilados de alta qualidade para compor o leo combustvel;
Produo de destilados leves a partir de cargas residuais;
Reduo da produo de leo combustvel.
Dois tipos bsicos de unidades de craqueamento trmico so encontrados no
refino de petrleo, o primeiro o do tipo furnace cracking onde a unidade dispe
apenas de uma fornalha para a realizao do craqueamento trmico, sendo tambm
conhecida como a rota da alta temperatura e curto tempo de residncia (NEGIN;
VAN TINE, 2004). Este tipo de unidade de craqueamento apresenta como vantagem
a produo de derivados mais estveis, no sendo necessrio submet-los a
tratamentos posteriores, podendo ser utilizados diretamente em blends de
combustveis. Outra vantagem o projeto da fornalha, que dividida em duas zonas
de aquecimento sendo mais flexvel e de mais fcil limpeza dos tubos da fornalha.
Nestas unidades de craqueamento trmico brando, a carga fresca
bombeada a uma fornalha onde aquecida a temperaturas de reao e em seguida
resfriada abruptamente (quench) a temperaturas inferiores de craqueamento. Os
produtos ento seguem para uma torre fracionadora onde sero separados em suas
diversas fraes. A Figura 2.1 apresenta o fluxograma simplificado de uma unidade
do tipo furnace cracking.
Gs
Gasolina
Gasleo Leve
Carga Fresca
Fornalha
Quench
Gasleo Pesado
Fracionadora
Resduo
Figura 2.1 Fluxograma simplificado de uma unidade de craqueamento trmico tipo furnace cracking
As condies tpicas da unidade tipo furnace cracking esto na faixa de 475
500 C na sada do forno com um tempo de residncia de 1 a 3 minutos. Os tempos
de campanha so de 3 6 meses antes que o coque deva ser removido dos tubos
do forno. A presso de operao est na faixa de 0,7 a 5,0 MPa, dependendo no
grau de vaporizao e do tempo de residncia desejado (MATEUS, 2008).
O segundo tipo, soaking cracking, conhecido como a rota de baixa
temperatura e alto tempo de residncia, conta com um vaso (ou reator), onde a
maioria das reaes ocorre, aps o efluente deixar a fornalha (NEGIN; VAN TINE,
2004). Este reator, tambm chamado de vaso de maturao, tem como funo
fornecer um maior tempo de residncia carga e assim promover uma maior
converso. Aumentando o tempo de residncia da carga nas condies de reao, o
reator permite ao forno trabalhar em temperaturas reduzidas, o que aumenta seu
tempo de campanha e reduz o custo do leo produzido pela reduo do consumo de
combustvel para a fornalha. Como desvantagem, h um tempo de campanha do
reator, que precisa ser submetido a uma limpeza para a remoo do coque
acumulado. A Figura 2.2 apresenta o fluxograma simplificado de uma unidade de
craqueamento trmico com vaso de maturao.
Gs
Gasolina
Gasleo Leve
Carga Fresca
Fornalha
Gasleo Pesado
Resduo
Vaso de Maturao
Fracionadora
Figura 2.2 Fluxograma simplificado de uma unidade de craqueamento trmico tipo soaking cracking
Nas unidades com vaso de maturao, a carga bombeada a uma fornalha
onde aquecida a temperaturas de reao; logo em seguida a corrente entra no
vaso de maturao onde tem tempo suficiente para reagir. Os produtos ento
seguem para uma torre fracionadora onde sero separados em suas diversas
fraes.
Sob as condies usuais de viscorreduo, molculas pequenas sofrem a
termlise mais lentamente que as maiores e apresentam tambm maior energia de
ativao (NEGIN; VAN TINE, 2004). Como a temperatura mdia no processo com
vaso de maturao menor, a tendncia do processo ser seletivo para formao
de gasleo em detrimento de nafta e gases, assim, este processo atende a
demandas maiores por destilados mdios, como, por exemplo, o diesel.
As cargas tpicas de uma unidade de craqueamento brando so os gasleos,
mas possvel processar tambm resduo atmosfrico e resduo de vcuo. Estes
resduos sero transformados, tipicamente, em gs, nafta e gasleo com uma
converso que pode variar de 10 a 50%, dependendo da severidade e da qualidade
da carga (NEGIN; VAN TINE, 2004).
As reaes de decomposio trmica ocorrem absorvendo energia at que a
temperatura da carga atinja um limite acima do qual as molculas comeam a se
decompor (GAREEV, 2005). No caso de unidades de craqueamento trmico da rota
da alta temperatura e curto tempo de residncia, toda a energia absorvida pela
carga na fornalha, normalmente atingindo temperaturas superiores da outra rota, e
logo ao sair da fornalha o efluente resfriado bruscamente (quench). Em razo de o
reator fornecer um tempo de residncia maior carga, a fornalha da unidade que
utiliza esta rota opera a temperaturas mais baixas e a maior parte das reaes
ocorre no reator.
As variveis operacionais de uma unidade de craqueamento trmico so
temperatura, presso e tempo de residncia. Aumentando-se alguma destas trs
variveis aumenta-se a severidade do processo. A converso da carga, parcela da
carga que reagiu em relao ao total, e a distribuio dos produtos podem ser
influenciadas pela variao de alguma destas variveis.
Algumas desvantagens do processo de craqueamento trmico brando esto
relacionadas instabilidade dos produtos da unidade. O craqueamento trmico a
baixas presses gera olefinas, particularmente na faixa das naftas. Estas olefinas,
por sua vez, tendem a polimerizar-se e formar piches e gomas. A frao pesada
pode formar slidos e sedimentos atravs das reaes de condensao e
polimerizao (KATARIA et al., 2004).
2.2 O PROCESSO DE COQUEAMENTO RETARDADO
O coqueamento retardado um processo de craqueamento trmico,
semicontnuo muito importante numa refinaria devido sua flexibilidade em
processar diferentes tipos de cargas, mas em especial os resduos, transformandoos em derivados de maior valor agregado, alm de coque verde de petrleo. O
coque verde de petrleo (ou simplesmente coque) um slido com baixa relao
hidrognio-carbono (H/C), em muitos casos, considerado como subproduto deste
processo.
A carga tpica de uma unidade de coqueamento retardado (UCR) o resduo
da destilao a vcuo, mas podem ser tambm o resduo da destilao atmosfrica,
resduo do processo de desasfaltao a solvente, fraes pesadas da unidade de
craqueamento cataltico fluidizado e at mesmo gasleos pesados, ou uma mistura
de alguns destes produtos. Devido grande flexibilidade deste processo, a carga
poder atender a alguma necessidade da refinaria, tal como processar algum
resduo.
A carga bombeada para uma bateria de pr-aquecimento, trocando calor
com os produtos oriundos da torre fracionadora, onde sua temperatura elevada a
aproximadamente 250 C. A carga pr-aquecida entra na seo de fundo da
fracionadora acima da entrada dos produtos efluentes do reator, tambm chamado
tambor de coque. Nesta regio da torre fracionadora, a carga fresca resfria e
condensa as fraes mais pesadas do efluente do reator, principalmente a frao
chamada de gasleo extra pesado (GOEXP), formando assim a carga combinada.
Algumas refinarias diferem deste esquema, preferindo produzir a carga combinada
em um vaso, onde a carga fresca e o reciclo so misturados. Do fundo da torre a
carga combinada ento bombeada para a fornalha da unidade.
A fornalha considerada o equipamento mais importante de uma unidade de
coqueamento retardado. Toda a energia do processo fornecida pela fornalha e a
temperatura atingida pela carga na sada tipicamente 500 C. A fornalha deve ser
projetada de forma que a temperatura final (500 C) seja atingida somente em sua
sada, pois neste nvel de temperatura, a formao de coque se torna mais
acentuada e um descontrole nesta reao pode levar a uma parada precoce da
unidade. A velocidade da carga nos tubos da fornalha elevada com injeo de
10
vapor dgua para reduzir seu tempo de residncia dentro dos tubos da fornalha,
retardando-se assim a formao de coque neste equipamento, alm de ajudar a
vaporizar ainda mais certas fraes da carga. Da o nome do processo,
coqueamento retardado. Mesmo com medidas mitigadoras, as fornalhas apresentam
um tempo de campanha em que, ao final, necessrio parar a unidade para a
remoo do coque depositado nas paredes dos tubos.
Gs
Quench
Nafta
Gasleo Leve
Reator 1
Gasleo Mdio
Reator 2
Gasleo Pesado
Carga Fresca
Pr-aquecimento
Fracionadora
Switch Valve
Carga
Combinada
Fornalha
Figura 2.3 Fluxograma simplificado de uma UCR tpica
O coque se forma a partir de molculas precursoras presentes na carga,
principalmente os asfaltenos, que esto emulsionadas no meio devido presena de
molculas de resinas que estabilizam a emulso (JAKOB, 1971). medida que as
molculas de resinas so craqueadas, os asfaltenos atingem o limite de solubilidade,
ocorrendo ento sua precipitao e formao da mesofase, que se depositar e
posteriormente se transformar no coque (RADMANESH et al., 2007).
Da fornalha, a carga, j parcialmente convertida, segue para o reator onde as
reaes endotrmicas de craqueamento trmico se completaro, havendo formao
desde produtos leves, como gs combustvel (GC) e gs liquefeito de petrleo
(GLP), at produtos lquidos, como nafta e gasleos, e tambm o coque, slido. As
11
UCRs so dotadas de, no mnimo, dois reatores, que operam de forma conjugada.
So equipamentos de grande porte devido ao seu regime de trabalho ser em
batelada; assim um reator deve operar tempo suficiente para que o outro seja
descoqueado (remoo do coque depositado) e novamente preparado para ser
posto em operao. O coque deve se formar neste reator e ir depositando-se, a partir
do fundo, at o limite que varia entre 80% e 90% de sua altura total. Ao atingir este
nvel a carga passa a ser enviada ao segundo reator. Estes equipamentos no
possuem dispositivos internos, sendo basicamente vasos termicamente isolados.
O efluente do reator resfriado abruptamente, isto , feito o quench desta
corrente (resfriamento rpido por contato direto) para que as reaes de
craqueamento trmico sejam interrompidas, evitando a formao e deposio de
coque na linha que liga os tambores de coque torre fracionadora ou at mesmo na
prpria torre. O quench realizado com gasleo pesado ou gasleo mdio de coque
oriundo da prpria unidade. Algumas refinarias removem o isolamento trmico das
linhas dos efluentes do reator para auxiliar o resfriamento (ELLIS; PAUL, 1998).
Os produtos do reator entram no fundo da torre fracionadora, onde encontram
a carga fresca e sua frao mais pesada, o gasleo extra pesado (GOEXP),
condensada para formar a carga combinada. Os produtos gerados no processo so
ento fracionados em gases, nafta, gasleo leve, gasleo mdio e gasleo pesado.
Estas fraes geradas na unidade de coqueamento retardado passam por diversos
tratamentos para que atinjam a especificao exigida para sua comercializao.
O reator que estava em operao e teve sua capacidade de armazenamento
de coque alcanada passa para a etapa de retificao do leito de coque. Vapor
dgua passa pelos canais por onde passava o produto efluente da fornalha, para
que os hidrocarbonetos lquidos que ali permaneceram condensados sejam
removidos e aproveitados. Todo o vapor com os hidrocarbonetos enviado para
uma seo da UCR chamada de blowdown onde estes dois componentes sero
separados.
A seguir, o leito de coque resfriado com passagem de gua pelos mesmos
canais, para que a temperatura esteja a nveis aceitveis sob aspecto de segurana.
Ento a etapa de remoo do coque iniciada. A remoo do coque do reator
realizada por equipamentos que utilizam jato de gua de alta presso, que quebra e
arrasta o slido. A ferramenta de jato de gua entra por cima do tambor de coque
enquanto o coque e a gua deixam o tambor pelo fundo. O perodo de ciclo dos
12
reatores pode variar, mas tipicamente de 24 horas e assim, enquanto os reatores
operam em regime de batelada, o processo, de uma forma global, opera em regime
contnuo e por isso chamado de regime semicontnuo.
O leo pesado recuperado no tambor de blowdown e o leo leve e a gua,
aps resfriamento com ar, so separados e recuperados no separador apropriado.
Os gases no condensados so enviados para o sistema de topo da fracionadora
pelo sistema de compresso de gases de blowdown.
As caractersticas da carga afetam sensivelmente as propriedades e
rendimento dos produtos. A razo de reciclo tambm uma varivel muito
importante, influenciando favoravelmente o rendimento e a qualidade do coque bem
como o tempo de campanha do forno. Essas variveis influenciam no investimento e
no custo operacional da unidade (FEINTUCH; NEGIN, 2004). Por exemplo, com o
aumento da razo de reciclo o rendimento de gasleo pesado diminui, pois parte
dele est retornando para a reao e sendo convertido em outros produtos;
diminuem tambm o ponto final de ebulio, o resduo de carbono e o teor de
contaminantes daquele gasleo; aumenta o rendimento em coque e tambm o
tempo de campanha do forno. Quando a razo de reciclo 10%, um forno
processando cargas com densidades API e RCC (Resduo de Carbono Conradson)
menores opera continuamente por um perodo mais longo sem precisar parar para
fazer a remoo do coque depositado nos tubos da fornalha. O reciclo de gasleo
aumenta a frao de maltenos na carga combinada e retarda a precipitao dos
asfaltenos.
O coque produzido pode ser classificado conforme suas propriedades
(cristalinidade principalmente), em coque esponja, coque agulha e o shot coke. O
tipo de coque produzido funo principalmente das caractersticas da carga, mas
h tambm influncia das variveis operacionais temperatura e presso.
O shot coke, de qualidade inferior, composto por asfaltenos precipitados e
assim chamado devido ao seu aspecto, formado pela composio de vrias partes
agregadas em formato aproximadamente esfrico. Este tipo de coque usado
principalmente como combustvel slido em fornalhas, especialmente na indstria
cimenteira. O coque esponja pode ser de grau combustvel ou grau anodo. Este tipo
de coque forma uma massa contnua e porosa semelhante a uma esponja e
constitudo de uma mistura de shot coke e coque agulha. Pode ser utilizado como
combustvel slido ou na produo de anodo de carbono para a indstria de
13
alumnio. O coque agulha formado pela condensao de compostos aromticos
que reagem formando ligaes cruzadas entre os anis aromticos. Contm baixo
teor de contaminantes e metais. Ele um produto de maior cristalinidade e qualidade
sendo destinado para usos nobres tais como fabricao de eletrodos de grafite
(ELLIS; PAUL, 1998).
As condies tpicas de uma UCR podem variar conforme a necessidade de
cada refinaria. Temperaturas de at 505 C podem ser encontradas na sada da
fornalha e as presses tpicas variam de 100 a 350 kPa, embora presses to altas
quanto 700 kPa sejam relatadas em certas refinarias.
A temperatura no tambor funo do calor fornecido no forno, isto , da
temperatura de sada do forno e tambm da razo de reciclo (os coques especiais
exigem temperaturas mais elevadas). Se a temperatura do tambor for muito baixa as
reaes no se completam e pode-se ter um coque com alto teor de volteis ou, at
mesmo, a formao de piche (FEINTUCH; NEGIN, 2004). Por outro lado,
temperaturas altas propiciam a formao de um coque excessivamente duro e difcil
de ser removido do tambor, alm de favorecer o coqueamento prematuro dos tubos
dos fornos e das linhas de transferncia.
O efeito da presso no tambor de coque similar ao da razo de reciclo, ou
seja, a reduo da presso de operao do tambor de coque propicia a vaporizao
de hidrocarbonetos pesados, reduzindo sua converso. Presses maiores favorecem
a condensao de fraes mais pesadas, aumentando o seu tempo de residncia no
tambor de coque, o que aumenta a sua converso (VARFOLOMEEV et al., 1983).
A Figura 2.3 mostra um fluxograma simplificado de uma unidade de
coqueamento retardado tpica.
A carga tpica de uma unidade de coqueamento retardado o resduo de
vcuo, produto mais pesado da destilao a vcuo com ponto inicial de ebulio
acima de 500 C. Modernas tcnicas analticas informam que a quantidade de
molculas distintas presentes no resduo de vcuo pode chegar ordem de 105-106
(RADMANESH et al., 2008).
O resduo de vcuo um semisslido viscoso com uma fase slida, os
asfaltenos, dispersa numa fase lquida, os maltenos. Seu escoamento s possvel
sob aquecimento superior a 100 C (GRAY; McCAFFREY, 2002).
Quanto maior o ponto de ebulio de uma frao, mais difcil se torna sua
14
caracterizao. Por exemplo, a composio de naftas, com menores pontos de
ebulio, pode ser determinada. Os derivados mdios de petrleo s podem ser
caracterizados
conforme
seus
principais
grupos
constituintes,
enquanto
extremamente complexa a determinao da composio das fraes mais pesadas,
alvo deste trabalho.
A anlise dos constituintes de resduos pode ser realizada por tcnicas de
separao de classes de hidrocarbonetos, tais como a anlise SARA (determinao
do teor de saturados, aromticos, resinas e asfaltenos). Neste mtodo analtico, os
asfaltenos so inicialmente separados dos maltenos por precipitao em n-heptano e
a frao no precipitada analisada por espectrometria de massa e cromatografia
gasosa para determinao da concentrao de cada um dos trs outros grupos
(BILLAUD; BERTHELIN; FREUND, 1986). Os constituintes principais do resduo de
vcuo sero divididos de acordo com esses quatro grupos de hidrocarbonetos,
dentre eles esto alguns hidrocarbonetos com heterotomos, principalmente os
asfaltenos. O conhecimento da composio qumica da carga permitir obter
importantes informaes para estimar o rendimento de coque, prever se haver ou
no a separao das fases e ajudar na tarefa de se aumentar o rendimento e
melhorar a especificao dos produtos obtidos.
Os compostos saturados esto presentes no resduo de vcuo com um
nmero de tomos de carbono mdio entre 38 e 50, com relativamente poucos
heterotomos contaminantes. Anlises como micro-carbon residue (MCR) mostram
que estes componentes no contribuem para a formao do coque (SAWARKAR et
al., 2007).
A frao aromtica possui massa molar levemente maior que os saturados,
com nmero de tomos de carbono que pode variar entre 41 e 53. Possui baixos
teores de heterotomos contaminantes e estruturas mais simples do que as resinas
e os asfaltenos. Contribui levemente para a formao do coque, conforme a anlise
MCR, em torno de 3,7% em massa (SAWARKAR et al., 2007).
Resinas so compostos viscosos que estruturalmente apresentam contedo
de carbonos aromticos, naftnicos e cadeias parafnicas. As resinas, os compostos
saturados e aromticos formam a fase chamada de maltenos. Ela possui um
importante papel na estabilizao da mistura que compe o resduo de vcuo
atuando como dispersante e mantendo os asfaltenos em suspenso, evitando a sua
precipitao, que seria prejudicial para o processo. As resinas diferem dos asfaltenos
15
em cerca de 200 a 300 unidades de massa molar e possuem uma maior presena de
tomos de oxignio, nitrognio e enxofre (JAKOB, 1971).
Os asfaltenos constituem uma frao no voltil, de cor escura, marrom a
preta, amorfa (no cristalina), que no resduo de carbono est dispersa nos
maltenos. Os asfaltenos so rapidamente precipitados por adio de solventes como
n-hexano ou n-pentano, mas so solveis em solventes aromticos como benzeno
ou piridina. Diversas fontes abordam a faixa de massa molar dos asfaltenos;
possvel encontrar esta massa molar variando entre 3000 e 5000 kg/kmol (JAKOB,
1971) ou de 1000 a 2.000.000 kg/kmol (DEMIRBAS, 2002). Esta variao depende
consideravelmente do mtodo e das condies da medio. Os asfaltenos so
molculas que, na maioria das vezes, so as molculas responsveis por
caractersticas indesejveis nos processos de refino. No processamento primrio, os
asfaltenos so responsveis pela estabilizao da emulso formada entre o petrleo
e a gua a ele associada. Em processos catalticos, o depsito de asfaltenos na
superfcie do catalisador torna-se o precursor do coque que pode desativ-lo
(BENITO et al., 1995). Nos processos de craqueamento trmico, podem precipitar
prematuramente e formar coque em pontos indesejados, tais como nos tubos das
fornalhas.
Por definio, asfaltenos constituem a frao de petrleo que insolvel em
solventes parafnicos, ou apolares, mas que solvel em solventes aromticos
(BENITO et al., 1995). Por sua tpica estrutura, os asfaltenos conferem
caractersticas marcantes nos leos pesados e resduos quanto a sua fluidez e
facilidade de transformao qumica, por exemplo. So compostos por anis
aromticos policondensados, variando de seis at vinte anis. As estruturas
aromticas condensadas possuem ainda cadeias alqulicas laterais com uma
estrutura que pode chegar a conter at 20 tomos de carbono.
Asfaltenos tm a capacidade de se combinar em agregados que podem
crescer indefinidamente at sua precipitao completa, dependendo do meio que o
circunda, como no caso de petrleos altamente parafnicos onde a precipitao
ocorre no prprio poo. So compostos polares e a eles atribuda a capacidade de
estabilizar emulses de petrleo. Os agregados de asfaltenos podem dificultar sua
converso qumica em fraes mais leves e aumentar o rendimento de coque devido
sua precipitao (DEMIRBAS, 2002).
16
Os asfaltenos so os compostos mais polares dentre as quatro principais
classes que compem o resduo de vcuo, mas devido presena de ramificaes
alqulicas, atuam como agentes emulsificantes (DEMIRBAS, 2002). O equilbrio
qumico entre resinas e asfaltenos muito importante para a compreenso de
fenmenos interfaciais. As resinas fornecem uma estabilizao estrica aos
asfaltenos impedindo-os de precipitarem, mantendo-os solubilizados no leo.
Heterotomos como O, N e S esto presentes na estrutura dos asfaltenos na
forma de cidos carboxlicos, carbonila, fenol, piridinas, tiis, tiofenos e sulfonas,
enquanto os metais nquel e vandio esto presentes como compostos
organometlicos (SAWARKAR et al., 2007).
2.3 OUTROS PROCESSOS DE CRAQUEAMENTO TRMICO
Outros processos de converso trmica esto presentes na indstria do
petrleo em menor grau de importncia e em menor nmero, dentre eles o
coqueamento fluido, o flexicoking e o HSC (High Conversion Soaker Cracking).
Todos estes processos foram desenvolvidos com o objetivo de conjugar uma alta
converso de resduos com um processo contnuo, j que o coqueamento retardado,
embora tenha altos nveis de converso em fraes lquidas, um processo
semicontnuo e o processo de viscorreduo, embora seja contnuo, atinge baixos
nveis de converso (SPEIGHT, 2007).
Nos anos de 1950, a Exxon desenvolveu o processo denominado fluid coking
com o objetivo de aumentar o rendimento em produtos lquidos e reduzir a
manipulao do coque slido (MATEUS, 2008). Esta unidade foi desenvolvida
inspirada na tecnologia do FCC, com o craqueamento trmico sendo realizado em
leito fluidizado de partculas de coque (PREDEL, 2007). A carga alimentada ao
reator, entra em contato com o coque fluidizado a uma temperatura entre 480 e 540
C e sofre a termlise. Sobre as partculas de coque h deposio de mais material,
o que torna estas partculas maiores; elas vo para o fundo do reator, onde so
retificadas e enviadas ao incinerador. O vapor formado ascende no reator, lavado
com gasleo e segue para uma torre fracionadora.
No incinerador o coque queimado a temperaturas superiores a 600 C e ao
17
atingir a granulometria adequada recirculado para o reator. Toda a energia
requerida pelas reaes endotrmicas proveniente desta etapa de incinerao do
coque. Mesmo neste processo, uma parte do coque presente no incinerador
retirada como subproduto.
Operando a elevadas temperaturas, este processo gera maior rendimento em
fraes lquidas e menor em coque. Uma maior frao de olefinas produzida o que
gera instabilidade principalmente na nafta.
O processo flexicoking uma adaptao do fluid coking em que o coque no
tratado como subproduto, mas transformado (MATEUS, 2008). Alm dos
equipamentos presentes no fluid coking, o flexicoking inclui uma etapa de
gaseificao do coque, transformando-o em gs de sntese a partir da reao com
vapor e ar. O coque circula entre o reator e incinerador e entre o incinerador e o
gaseificador (SPEIGHT, 2007).
O conjunto reator e incinerador idntico ao de uma unidade de coqueamento
fluido e por isso o rendimento e qualidade dos produtos so iguais. A diferena est
na converso do coque, entretanto esta converso no total, havendo assim uma
pequena gerao de coque, mas que j no mais tratada como subproduto.
O processo HSC (High Conversion Soaker Cracking) um desenvolvimento
recente do processo de viscorreduo onde se opera com maiores tempos de
residncia e menores temperaturas. A primeira planta industrial entrou em operao
em 1988 na Europa.
No HSC, a carga passa por uma fornalha e segue para o reator, que
diferentemente do reator de uma unidade de craqueamento trmico brando, possui
internos para que a severidade do processo no prejudique a estabilidade da massa
reacional. Este reator, que opera a 400 C, possui pratos perfurados e chicanas de
modo a promover turbulncia interna no reator com auxlio de injeo de vapor.
Estas providncias tm como objetivo manter os asfaltenos em emulso, visto que,
com a converso dos maltenos, principalmente as resinas, esta emulso pode se
tornar instvel e os asfaltenos podem precipitar no equipamento. Do fundo do reator
retirado piche de petrleo e pelo topo so obtidas as fraes mais leves.
Todos estes processos de converso trmica so pouco utilizados, poucas
plantas no mundo utilizam tais processos, devido ao seu desenvolvimento recente,
que necessita de maior maturidade, enquanto os processos de viscorreduo e
18
coqueamento retardado esto consolidados e por isso mesmo se tornam mais
acessveis economicamente.
2.4 AS REAES DE CRAQUEAMENTO TRMICO
O tratamento trmico de hidrocarbonetos segue o mecanismo de reao via
radical livre, isto , partculas eletricamente neutras, mas altamente reativas. As
reaes se processam em etapas: iniciao (formao do radical livre), reaes em
cadeia e a terminao, combinao de dois radicais livres constituindo a etapa final
(RICE, 1935). Dentre estas etapas ocorrem a ciso das ligaes carbono-carbono
para a formao do radical livre, a ciso (decomposio do radical livre em uma
olefina e outro radical), abstrao de hidrognio, desidrogenao, adio de radicais,
desalquilao, ciclizao, aromatizao e condensao (JOSHI et al., 2008). Cada
um dos principais componentes do resduo (saturados, aromticos, resinas e
asfaltenos) ser transformado, quando submetidos a altas temperaturas, e cada um
deles apresentar sua cintica e mecanismo.
A complexidade das reaes qumicas que ocorrem simultaneamente durante
o craqueamento trmico de uma frao pesada de petrleo, por ser uma mistura de
mltiplos componentes, torna a tarefa de explicar o fenmeno muito rdua e
possivelmente at impossvel. Por isso os modelos sugeridos representam somente
parte do fenmeno, considerando apenas as principais reaes que ocorrem na
decomposio trmica desta frao.
As parafinas reagem pela ciso homoltica da ligao C-C, bem como as
parafinas ligadas a anis aromticos e naftnicos (VOGE; GOOD, 1949). Os
asfaltenos
reagem
predominantemente
pelo
mecanismo
de
desalquilao,
condensao e precipitao. Estas ltimas reaes so responsveis pela formao
do coque (JOSHI et al., 2008).
Cargas ricas em parafinas geram produtos com altos teores de gasleo
enquanto cargas ricas em resinas e asfaltenos sofrem desalquilao e do origem a
produtos ricos em gs, naftas e hidrocarbonetos de cadeias curtas e coque (JOSHI
et al., 2008).
19
O craqueamento trmico de resduos a temperaturas na faixa de 410 C a 550
C favorvel termodinamicamente, mas uma anlise detalhada no possvel face
complexidade dos materiais residuais. Um exemplo simples ilustra a complexidade
das reaes de craqueamento trmico, em termos de mecanismo e nas inmeras
possibilidades quanto formao de diversos produtos. A converso de etano a
eteno:
C2H6 C2H4 + H2
(1)
esta reao ocorre a temperaturas baixas embora a energia de Gibbs, GR,298 , seja
101 kJ/mol. A altas temperaturas, 1000K por exemplo, a reao muito mais
favorvel (GR,1000 = 9,1 kJ/mol) e ir ocorrer. A seguinte reao de
desproporcionamento termodinamicamente favorvel:
C2H6 CH4 + H2 + C(s)
(2)
com energia de Gibbs, GR,298, de -51 kJ/mol, embora no seja cineticamente
vivel. Esta reao revela um importante ponto sobre o processo de craqueamento
que a tendncia de uma parte da carga em formar compostos de alto peso
molecular ricos em carbono, neste caso, o grafite (GRAY; McCAFFREY, 2002). No
craqueamento do etano uma pequena poro dos produtos consiste em compostos
aromticos de seis ou mais tomos de carbonos. No craqueamento de resduos a
formao do material slido de alta massa molar se deve precipitao e s reaes
de condensao de asfaltenos.
As reaes de polimerizao via radical livre ocorrem a baixas temperaturas,
tipicamente inferiores a 150 C. A altas temperaturas a reao inversa se torna mais
significativa, isto , o craqueamento trmico via radical livre. A uma temperatura
limite, as taxas de polimerizao de um monmero e de craqueamento trmico so
iguais (GRAY; McCAFFREY, 2002).
O mecanismo de reao em cadeia via radicais livres pode explicar o fato de a
energia de ativao de reaes de craqueamento serem menores do que as
energias de dissociao de ligaes. A energia de ativao determinada para o
craqueamento trmico do petrleo rabe pesado est entre 212,8 kJ/mol e 216,7
20
kJ/mol, e para o resduo atmosfrico ainda mais baixa, 99 kJ/mol (EBRAHIMI;
MOGHADDAS; AGHJEH, 2008), valor bem inferior aos das energias de dissociao
das ligaes dadas apresentadas na Tabela 2.1.
A Tabela 2.1 apresenta a energia de dissociao de vrias ligaes presentes
nos hidrocarbonetos.
Tabela 2.1 Energia de dissociao de ligao (McMILLEN; GOLDEN, 1982)
ligao qumica
representao da ligao
energia de dissociao, kJ/mol
C-C (Aliftico)
C2H5-nC3H7
344 4
C-H primrio
C2H5-H
411 4
C-H primrio
CH3-H
435 4
C-H secundrio
iC3H7-H
398 4
C-H tercirio
(CH3)3C-H
381 4
C-H aromtico
C6H5-H
464 8
C-S
CH3S-C2H5
307 8
C-N
C2H5-NH2
342 8
C-O
C2H5O-C2H5
344 4
A energia requerida para a formao do radical livre alta, entretanto, uma
vez formado, ele pode propagar outras reaes, como de ciso e abstrao de
hidrognio, conforme as equaes (4) e (5) do mecanismo.
1. Iniciao:
R R R + R ; cte kin
(3)
2. Propagao:
a) Abstrao de hidrognio:
j + RjH jH + Rj ; cte kj
b) Ciso :
(4)
21
R2C CH2j R2C=CH2 + j ; cte ki
(5)
3. Adio de radicais:
Rj + H2C=CR2 Rj CH2 C R2 ; cte ka
(6)
4. Terminao:
Ri + Rj RiRj ; cte kt
(7)
As etapas (4) e (5) tm energia de ativao menor, ento a energia de
ativao global torna-se menor (GRAY; McCAFFREY, 2002). A energia de ativao
global dada por:
E a = (Ein + Ei + E a Et ) 2
(8)
Na Tabela 2.1 observam-se as diferentes energias de dissociao da ligao
C-H no metano e no etano. A maior energia de dissociao do metano peculiar
apenas ao prprio metano e consequncia das espcies produzidas, hidrognio
atmico e radical metil. J a energia da mesma ligao no etano menor devido
grande estabilizao por ressonncia. A estabilidade dos radicais alquil aumenta
com a extenso da cadeia devido ressonncia ser mais destacada nos radicais
maiores.
Observando-se a Tabela 2.1 tambm pode ser identificada a razo pela qual a
formao do radical livre ocorrer preferencialmente pela ciso homoltica da ligao
C-C, uma vez que esta ligao apresenta menor energia de dissociao que a
ligao C-H. As reaes em cadeia so essenciais para tornar o processo de
craqueamento trmico vivel, uma vez que a energia requerida bem menor do que
aquela necessria para a quebra de cada ligao C-C. A ocorrncia das reaes em
cadeia de baixa energia gera uma reduo significativa da energia requerida,
aumentando a taxa de reao e tornando o processo atraente do ponto de vista de
sua aplicabilidade industrial.
22
Tambm pode ser verificado que a ligao carbono-enxofre do tioter a
mais fraca de todas, o que torna este heterotomo importante, iniciando o seu
craqueamento em temperaturas entre 350 e 400 C, propagando ento as reaes
em cadeia.
Para as diversas etapas de propagao e de adio de radicais da reao de
craqueamento trmico so apresentadas as energias de ativao na Tabela 2.2.
Tabela 2.2 Valores caractersticos de energia de ativao para as reaes do craqueamento
trmico (VAN GEEM et al., 2005)
Tipo de Reao
Energia de Ativao (kJ/mol)
Abstrao de hidrognio (formao de radical primrio)
50
Abstrao de hidrognio (formao de radical secundrio)
40
Abstrao de hidrognio (formao de radical tercirio)
30
Ciso (quebra da ligao C-C)
120
Ciso (quebra da ligao C-H)
170
Adio de radicais
20
Isomerizao
50
Observa-se na Tabela 2.2 que as reaes de abstrao de hidrognio e de
adio so bimoleculares e tm baixa energia de ativao se comparadas s
reaes de ciso . A ciso uma reao unimolecular com alta energia de
ativao sendo ento favorecida por altas temperaturas e baixas presses e,
portanto constituem a etapa limitante da reao de craqueamento trmico. Baixas
temperaturas e altas presses, por sua vez, favorecem as reaes de adio e de
abstrao de hidrognio.
2.4.1 Saturados
Na carga tpica de uma unidade de coqueamento retardado, o resduo de
vcuo, os compostos saturados encontrados possuem um nmero de carbono tpico
na faixa de C38-50 com um teor relativamente baixo de heterotomos. Estas cadeias
23
longas podem conter quantidades insignificantes de anis naftnicos ou aromticos
e segundo Sawarkar e colaboradores (2007) estes compostos no geram coque
como produto de craqueamento trmico.
A
reao
caracterstica
para
os
hidrocarbonetos
saturados
quando
submetidos a temperaturas acima de 400 C o craqueamento trmico gerando
molculas de olefinas e de parafinas pelo mecanismo de reaes em cadeia via
radicais livres. As molculas de olefinas apresentam tamanhos de cadeia maiores
que as parafinas, no entanto, medida que a temperatura de reao diminui estas
duas molculas tendem a ficar com o mesmo tamanho de cadeia. A iniciao deste
processo ocorre pela homlise da ligao C-C, formando dois radicais livres, muito
reativos.
CH3CH2CH2CH3 C2H5 + C2H5
(9)
No exemplo de iniciao da equao (9) convm utilizar o n-butano, pois a
reao de pirlise de hidrocarbonetos de pequeno tamanho de cadeia fundamental
para entender adequadamente todo o processo.
Os radicais formados iniciam uma srie de reaes em cadeia atacando
outras molculas. Sua reao mais comum nesta etapa a abstrao de um tomo
de hidrognio de outro hidrocarboneto, dando origem a um novo radical.
R + CH3CH2CH3 RH + CH2CH2CH3
(10)
R + CH3CH2CH3 RH + CH3CHCH3
(11)
O novo radical livre se decompe rapidamente sofrendo uma ciso ,
transformando-se em uma molcula de olefina e um novo radical (KOSSIAKOF;
RICE, 1943). Na ciso , a formao do radical alquil muito mais favorecida do que
a formao de um radical H, que est relacionada maior estabilidade radical alquil:
CH2CH2CH3 CH2=CH2 + CH3
(12)
CH3CHCH3 CH2=CHCH3 + H
(13)
24
Pode-se observar que as reaes (10) e (12) e a subsequente reao do
radical metil com outra molcula de C3H8 levaro formao dos produtos CH4 e
C2H4, enquanto que as reaes (11) e (13) levaram formao de H2.
Pela Tabela 2.1 pode-se verificar que h uma diferena da energia de ligao
C-H em relao ao tipo de carbono ao qual o hidrognio est ligado. Segundo Rice e
Vanderslice (1958), o carbono tercirio possui uma menor energia de ligao com o
hidrognio do que o carbono secundrio e este menor do que o primrio, sendo
portanto, mais difcil de abstrair um tomo de hidrognio de um carbono primrio. Se
o hidrognio for removido da extremidade de uma cadeia de hidrocarboneto longo,
haver
grande
possibilidade
de
uma
isomerizao
do
radical
formado
(KOSSIAKOFF; RICE, 1943). Segundo Hunter e East (2002), a etapa de iniciao
a ruptura da ligao C-C, ocorrendo preferencialmente entre os carbonos mais
substitudos.
A decomposio trmica de hidrocarbonetos saturados de cadeias maiores,
segundo o mecanismo via radical livre em reaes em cadeia, parece produzir
radicais metil e etil como os mais estveis, os quais reagem com molculas vizinhas
para formar metano e etano, alm do hidrognio molecular. As reaes a seguir
mostram a seletividade para os trs radicais citados a partir de hidrocarbonetos de
cadeias maiores.
CH3CH2CH2 CH2=CH2 + CH3
(14)
CH3CHCH3 CH3CH=CH2 + H
(15)
CH3CH2CH2CH2 CH2=CH2 + CH3CH2
(16)
(CH3)2CHCH2 CH3CH=CH2 + CH3
(17)
(CH3)3C (CH3)2C=CH2 + H
(18)
CH3CH2CH2CH2CH2 2CH2=CH2 + CH3
(19)
(CH3)2CHCH2CH2CH2 CH2=CH2 + CH3CH=CH2 + CH3
(20)
Todas essas reaes envolvem a quebra de ligaes C-C e C-H com a
formao de uma ou mais molculas de olefina e os radicais metil, etil ou hidrognio.
Estes grupamentos tambm so formados pela ciso , em que o radical se
25
transforma em dois outros componentes e volta a reagir. No entanto a formao dos
radicais alquil muito mais favorecida do que a formao do hidrognio molecular.
Conforme foi mostrado por Poutsma (1990), sob altas temperaturas e baixas
presses, os radicais tendem a sofrer o craqueamento trmico transformando-se
principalmente em metil e hidrognio molecular. Cada molcula de hidrocarboneto
saturado linear (CnH2n+2) gera uma molcula de 1-olefina, CmH2m (m entre 3 e n-1),
diversas molculas de C2H4 e uma molcula de CH4 ou H2.
Sob altas presses e baixas temperaturas, o primeiro radical formado a partir
da ciso ir abstrair hidrognio. Cada molcula ento gera uma molcula de 1olefina, CmH2m (m entre 2 e n-1) e uma molcula correspondente de alcano com
frmula Cn-mH2n-2m+2. A alquilao de parafinas com olefinas pode ocorrer nestas
condies, altas presses e baixas temperaturas, j a isomerizao de parafinas
improvvel. Sob altas presses, acima de 10.000 kPa, o mecanismo de reao no
segue mais aquele proposto por Rice e Kossiakoff (1943), mesmo ela sendo via
radicais livres. Nestes casos a ciso deixa de ser predominante enquanto as
reaes de abstrao de hidrognio e de adio de radicais livres tornam-se mais
importantes. Em altas temperaturas o rendimento em olefinas diminui, pois o radical
livre estabilizado rapidamente sem que haja a formao de olefinas (MATEUS,
2008). A Tabela 2.3 mostra a tendncia de formao de compostos em funo das
condies de reao.
Tabela 2.3 Formao de compostos pelo craqueamento trmico de parafinas (GRAY, 1994)
Presso
Temperatura
Produtos
101,3 kPa
> 700 C
Olefinas leves, coque
3.000 a 7.000 kPa
430 C
Alcanos e olefinas
14.000 kPa
430 C
Alcanos e menos olefinas
Devido a sua energia de ativao e a sua alta concentrao na fase lquida, a
abstrao de hidrognio uma reao muito rpida. Assim, fica evidente que a
reao de ciso constitui a etapa limitante do processo global de decomposio
trmica (DENTE et al., 2007), que pode ser tambm verificado pelos valores de
energia de ativao apresentados na Tabela 2.2.
26
H tambm diferenas de rendimentos dos produtos conforme a fase onde se
realizam as reaes. Na fase lquida a densidade de molculas muito maior. No
craqueamento do n-hexadecano a 410 C a concentrao de tomos de hidrognio
disponveis para a abstrao no lquido cerca de duas ordens de grandeza maior
que na fase vapor a 101 kPa, portanto a abstrao de hidrognio muito mais rpida
no craqueamento em fase lquida. Esta mudana na etapa de propagao altera a
seletividade do produto para um alto rendimento em olefinas no craqueamento em
fase vapor (ciso dominante) para igual rendimento de olefinas e alcanos em fase
lquida (GRAY; McCAFFREY, 2002).
As parafinas tambm podem sofrer desidrogenao, sem quebra da cadeia,
para formar uma olefina com o mesmo comprimento de cadeia que o seu precursor.
Estas reaes se tornam cada vez mais raras medida que o comprimento de
cadeia aumenta.
As olefinas formadas durante o craqueamento trmico das parafinas tambm
podem reagir, sobretudo as de maiores massas molares. Sob condies severas no
meio reacional, pode ocorrer a formao de dienos pela desidrogenao, reaes de
alquilao de parafinas ou mesmo a decomposio das olefinas. Por sua vez, dienos
e olefinas podem se combinar para a formao de hidrocarbonetos naftnicos
(SUGAYA, 1994).
2.4.2 Aromticos
As
principais
reaes
envolvendo
os
compostos
aromticos
sob
craqueamento trmico so as de desalquilao e de condensao de anis
aromticos. Os compostos aromticos que possuem cadeias alqulicas laterais
sofrem desalquilao formando parafinas, olefinas e aromticos com cadeias laterais
menores. Os aromticos sem cadeias laterais ou aqueles derivados da desalquilao
podem reagir, condensando-se e formando produtos maiores e com mais anis
aromticos, que consistem em novas molculas de asfaltenos.
A relao entre as velocidades especficas de reao da homlise da ligao
C-C da srie etilbenzeno, n-propilbenzeno e n-butilbenzeno 1:4,5:4,1, mostrando a
importncia da estabilizao do radical livre formado a partir de alquil aromticos. As
27
longas
cadeias
laterais
dos
n-alquilbenzenos,
sob
craqueamento
trmico,
comportam-se como n-alcanos perturbados por um substituinte fenil e no o
contrrio.
No
craqueamento
trmico
de
um
alquil
aromtico
como
n-
pentadecilbenzeno, os produtos mais abundantes so o tolueno e o n-tetradeceno
(C14H28) devido estabilidade do radical benzil (GRAY; McCAFFREY, 2002). Os
produtos mais abundantes aps os citados so o estireno e o tridecildeceno (C13H26).
Padres de seletividade similares foram observados para alquilciclohexanos. As
olefinas formadas pelo craqueamento trmico de resduos de alquilaromticos ou
alquilnaftnicos podem ser de dois tipos principais: olefinas alifticas de anis e
cadeias laterais e olefinas conjugadas conforme o estireno. As -olefinas do
craqueamento apresentadas nas reaes (21) e (22) tambm podem sofrer
isomerizao onde a dupla ligao migra para o interior da molcula.
(21)
(22)
O craqueamento de compostos com anis aromticos fundidos e cadeias
alifticas laterais sugere um padro diferente, como no exemplo da pirlise do 1dodecilpireno, que forma principalmente pireno e dodecano como produtos, o que
requer a quebra da forte ligao entre o pireno e sua cadeia lateral dodecil (n-C12H25)
(GRAY; McCAFFREY, 2002).
As reaes de aromticos a temperaturas abaixo de 1000 C consistem na
condensao de molculas, produzindo ncleos aromticos maiores e hidrognio
molecular. Esta reao contribui em grande escala para a formao de coque. Estas
reaes tambm podem ocorrer entre molculas aromticas e alifticas para formar
molculas polinucleadas. Reaes de condensao intramolecular, conforme a
reao (23) tambm podem ocorrer. O craqueamento de aromticos no ocorre a
temperaturas abaixo de 1000 C (POUTSMA, 1990).
28
(23)
As reaes de pirlise dos aromticos tm grande importncia no mecanismo
de formao de coque. Quando as cadeias alqulicas ligadas ao ncleo aromtico
so quebradas, a capacidade peptizante reduzida, o que contribui para a
precipitao dos asfaltenos e consequentemente para a formao do coque (YAN,
1990).
2.4.3 Compostos de Enxofre
Mais da metade do enxofre nas fraes pesadas de petrleo est presente na
forma de derivados de tiofeno. O restante consiste em sulfetos (tiolanos cclicos e
tioteres alifticos) e uma menor quantidade de sulfxidos. A natureza dos
compostos de enxofre no varia muito nas fraes de petrleo. Aproximadamente 40
a 50% dos compostos de enxofre nos maltenos esto na forma reativa de alquilsulfetos (MATEUS, 2008).
Os compostos alquil-sulfetos, em cadeias ou em anis, tm energia de ligao
fraca, o que os torna candidatos a iniciadores das reaes via radical livre
(RAHMANI; McCAFFREY; GRAY, 2001). Energias de ligao na faixa de 300 a 320
kJ/mol, como no caso dos compostos com heterotomo de enxofre, tornam a
iniciao favorvel a temperaturas entre 350 e 400 C, conforme as reaes (24)
(30).
Iniciao:
R2CHCH2SR
Abstrao de hidrognio:
kin
R2CHCH2S + R
(24)
29
RjS + R2CHCH2SR
k1
RjSH + R2CCH2SR
(25)
Dissociao :
R2CCH2SR
k2
R2C=CH2 + RS
(26)
Ri + HS
(27)
Decomposio do tiol:
RiSH
kin'
Reaes de formao de sulfeto de hidrognio:
Abstrao de hidrognio:
HS + R2CHCH2SH
k1'
H2S + R2CCH2SH
(28)
Dissociao :
R2CCH2SH
k2'
R2C=CH2 + HS
(29)
Abstrao de hidrognio:
HS + R2CHCH2SR
k1''
H2S + R2CCH2SR
(30)
Reaes em cadeia de sulfetos por dissociao produzem um tiol e olefinas.
A formao de sulfeto de hidrognio (H2S) tambm consiste das reaes em cadeia.
A decomposio do tiol, reao (27), sugerida como uma segunda reao de
iniciao. A sequncia mais provvel o ciclo de abstrao de hidrognio e
dissociao como nas reaes (28) a (30). Independentemente do mecanismo
exato da formao de H2S, os sulfetos de alquila so provavelmente os iniciadores
das reaes em cadeia via radical livre nos resduos de petrleo (GRAY;
McCAFFREY, 2002).
30
2.4.4 Resinas
H diferentes definies para as resinas. A primeira diz que as resinas
constituem uma frao de petrleo que solvel em n-pentano e em solventes
aromticos como o tolueno, mas insolvel em acetato de etila (DEMIRBAS, 2002).
Enquanto que para a segunda as resinas so consideradas tecnicamente como a
frao solvel em n-pentano e n-heptano, sendo, no entanto, insolveis em propano
(CALDAS, 1997).
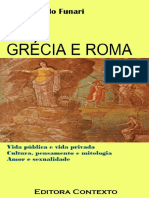
Resinas so estruturas complexas que se caracterizam por combinarem,
assim como os asfaltenos, anis aromticos policondensados, anis naftnicos,
cadeias alifticas laterais de comprimento intermedirio, grupos funcionais contendo
heterotomos e metais complexados, porm em quantidades menores em relao s
molculas de asfaltenos. Um modelo de estrutura qumica das resinas apresentado
na Figura 2.4.
As resinas apresentam-se como um lquido viscoso de alta massa molar, mas
ainda
assim
suficientemente
voltil
para
ser
destilado
com
os
outros
hidrocarbonetos. Sua estrutura apresenta um alto nmero de carbono aromtico (40
a 53%). A existncia de regies polares e apolares nas molculas das resinas
confere-lhes caractersticas emulsificantes. As resinas so muito importantes na
estabilizao de derivados pesados de petrleo sendo responsveis pela
manuteno dos asfaltenos na matriz do leo, agindo como peptizante e fornecendo
uma estabilizao estrica aos asfaltenos. A caracterizao das resinas pode ser
bem ampla, pois esta classificao abrange um grupo muito grande de molculas
que tm como caracterstica uma alta massa molar e polaridade. Molculas de
resinas e asfaltenos so muito semelhantes, mas podem ser diferenciadas pela
massa molar (menor nas resinas) e pela aromaticidade, sendo muito maior nos
asfaltenos (CALDAS, 1997).
Numa frao pesada de resduo de petrleo dois grandes grupos podem ser
identificados e isolados: os asfaltenos e os maltenos. Nesta ltima frao,
encontram-se as resinas e outros hidrocarbonetos de alta massa molar. A separao
do resduo em asfaltenos e maltenos realizada pela sua diluio em
hidrocarbonetos leves de cadeia no ramificada (n-alcanos), tais como n-pentano
31
(C5H12) e n-heptano (C7H16). Os maltenos permanecem dissolvidos, enquanto os
asfaltenos precipitam (DEMIRBAS, 2002).
Figura 2.4 Modelo de estruturas qumica para as resinas
As resinas, sob craqueamento trmico podem reagir gerando produtos
volteis oriundo da quebra de cadeias laterais ligadas aos ncleos aromticos e
naftnicos. As resinas podem sofrer tambm desidrogenao, formando compostos
aromticos e hidrognio. Anis naftnicos presentes na estrutura das resinas podem
se romper, desde que as condies sejam suficientemente severas, formando-se
assim, grande quantidade de hidrognio, etileno, butadieno e propileno.
2.4.5 Asfaltenos
Os asfaltenos provavelmente constituem a frao de petrleo mais estudada,
por seu efeito sobre certas propriedades do petrleo, que se torna mais importante
em leos pesados e em fraes pesadas de petrleo. O aumento da concentrao
de asfaltenos provoca o aumento da viscosidade do leo e a tendncia de separao
de fases. A tendncia em formar filmes e os elementos de metais pesados contidos
nesta frao interferem tanto no transporte como no processamento cataltico por
conta da desativao de catalisadores, por serem os asfaltenos precursores do
coque (WANG; ANTHONY, 2003). Atribui-se aos asfaltenos a cor escura do petrleo.
32
Por definio, os asfaltenos constituem uma frao de petrleo que no
solvel em solventes parafnicos de baixo ponto de ebulio, mas que solvel em
solventes aromticos (DEMIRBAS, 2002); a aplicabilidade desta definio pode ser
vista na anlise do teor de asfaltenos como insolveis em tolueno. Uma molcula de
asfalteno tpica pode ter um grande nmero de anis aromticos e naftnicos
condensados, que pode facilmente chegar a 20 anis. Estas estruturas aromticas
condensadas podem suportar cadeias laterais alqulicas contendo de 4 a 20 tomos
de carbono em mdia, podendo passar de 30 (DEMIRBAS, 2002). Heterotomos
como N, O, S, Ni e V podem ser encontrados em diversas concentraes, o enxofre
est presente em anis de benzotiofeno e o nitrognio em anis de piridina.
Molculas polifuncionais com o nitrognio como aminas, amidas e o oxignio em
grupos tais como cetonas, fenis e cidos carboxlicos tambm esto presentes. A
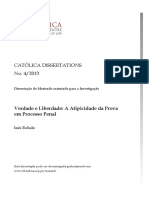
Figura 2.5 apresenta modelos para as estruturas dos asfaltenos (GROENZIN;
MULLINS, 2000).
H uma grande dificuldade em medir-se a massa molar dos asfaltenos, uma
vez que eles podem formar agregados de difcil separao, mas estudos mostram
que a massa molar mdia de asfaltenos est compreendida na faixa de 3000 a 5000
kg/kmol (SAWARKAR et al., 2007), embora j tenham medidas massas molares na
ordem de at 300.000 kg/kmol (utilizando-se a tcnica de ultracentrifugao), muito
provavelmente por causa dos agregados.
Os asfaltenos desempenham um papel muito importante nas propriedades do
leo, influenciando desde o escoamento at os rendimentos dos produtos de sua
converso. Os asfaltenos tm uma tendncia de se agregarem, possuem
caractersticas semelhantes a colides e esto presentes nos leos em estruturas
semelhantes a micelas. H uma concentrao crtica de asfaltenos na matriz do leo
acima da qual seus agregados comeam a se formar e a precipitar, fenmeno
amplamente estudado, atravs de tcnicas que determinam o ponto de floculao. O
equilbrio desta matriz mantido, dentre outros fatores, principalmente pelas resinas.
Neste modelo asfalteno-resina, a suspenso estabilizada graas ao impedimento
estrico exercido pelas resinas. Alguns autores preferem utilizar o termo maltenos
para descrever o equilbrio com os asfaltenos (DI CARLO; JANIS, 1992).
Gray (2003) mostra que as estruturas dos asfaltenos podem variar para cada
petrleo e que seu craqueamento trmico tambm apresenta diferentes resultados.
No h um modelo genrico que cumpra o papel de descrever os asfaltenos, mas
33
existem, modelos em que diferentes estruturas de asfaltenos podem explicar
determinados resultados quando submetidos pirlise.
Figura 2.5 Estruturas dos asfaltenos (a) modelo de anis condensados (b) modelo de pontes de
aromticos
O modelo de molcula mostrado na Figura 2.5 (a), que se apresenta como
uma estrutura condensada, concentrada em anis aromticos, sem tantas cadeias
laterais, no poderia gerar rendimentos significativos em produtos volteis durante o
craqueamento trmico. As cadeias alqulicas laterais so facilmente craqueadas e os
anis naftnicos seriam submetidos a combinaes e desidrogenao, formando
anis aromticos, e este craqueamento gera produtos leves (GRAY, 2003).
O modelo de molcula ilustrado pela Figura 2.5 (b) poderia gerar um amplo
conjunto de produtos de diferentes tamanhos moleculares quando submetido
pirlise, desde metano at molculas grandes insolveis em tolueno, dependendo do
34
balano entre craqueamento, produtos gerados e rearranjos moleculares (GRAY,
2003). Como apresentado por Del Bianco e colaboradores (1993), os asfaltenos
recuperados e analisados aps um tratamento trmico apresentam uma massa
molar mdia menor que as amostras originais, mostrando que as cadeias alqulicas
laterais tm grande facilidade de sofrer craqueamento trmico.
Douda e colaboradores (2004) estudaram a pirlise de asfaltenos obtidos do
petrleo Maya (Mxico) e observaram a formao de maltenos, coque e gs. Os
maltenos obtidos (compostos polares, saturados e aromticos) foram analisados e a
composio de cada grupo determinada. Entre os saturados, 18,2 % de tetracicloalcanos, 15,9% de alcanos e 10,9% de hexaciclo-alcanos; entre os aromticos,
22,6% eram monoaromticos, 26,5% diaromticos, 19,5% tiofenoaromticos e 1,3%
de penta-aromticos.
Os asfaltenos exercem uma influncia muito grande no craqueamento trmico
de resduos pesados de petrleo e preciso compreender o fenmeno fsico de sua
solubilidade no meio, durante a ocorrncia da reao qumica. Ao longo do processo
de craqueamento, a matriz na qual esto inseridos os asfaltenos tem seu equilbrio
severamente modificado. As reaes de craqueamento reduzem as molculas do
meio reacional a cadeias menores que por sua vez so volteis e deixam este meio.
Consequentemente a concentrao dos ncleos de asfaltenos no meio aumenta e
ultrapassa o limite de solubilidade do meio, mantido com o auxlio das resinas. Uma
vez atingido o limite de concentrao dos asfaltenos, o ponto de floculao, estes se
aglomeram e precipitam. Ainda sob as condies de craqueamento trmico, estes
ncleos de asfaltenos reagem entre si para condensarem suas molculas e formar o
coque (WIEHE, 1993).
Alvarez e colaboradores (2011) relatam que os asfaltenos tm um mximo de
perda de massa na anlise termogravimtrica temperatura de 467 C. A
decomposio trmica dos asfaltenos a temperaturas relativamente baixas ocorre
pelo mecanismo de eliminao de grupos de cadeias perifricas. Temperaturas
superiores a 350 C submetem os asfaltenos a uma decomposio mais severa
cujos estgios iniciais produzem fragmentos volteis, produtos da pirlise de grandes
cadeias. A seguir, gases so liberados como produto da quebra de cadeias alifticas
laterais. Em temperaturas superiores a 450 C, ligaes qumicas fortes so
quebradas e o esqueleto molecular da estrutura dos asfaltenos destrudo, gerando
grandes quantidades de gases e volteis.
35
2.4.6 Formao de coque
No processamento de fraes pesadas do petrleo, o objetivo principal a
obteno das fraes mais leves e de maior valor agregado, no entanto inevitvel a
formao de sedimentos e coque, que neste caso so considerados como
subprodutos.
O mecanismo de formao de coque mais amplamente aceito o de que h
uma estabilidade nestes resduos, mantida pela ao de molculas como as resinas,
que atuam como agente de estabilizao por impedimento estrico, evitando a unio
das molculas mais pesadas de asfaltenos. Durante a decomposio trmica dos
resduos de petrleo, h uma mudana na caracterstica do meio lquido que altera
as interaes qumicas e fsicas, ocasionando uma alterao no parmetro de
solubilidade que leva a uma incompatibilidade entre soluto e solvente, ou entre
fases, o que ocasiona uma instabilidade. Haver a partir deste ponto uma separao
de fases e consequente formao de sedimentos (SPEIGHT, 1998).
Speight (1998) mostra que vrias teorias sobre formao de coque so
apresentadas na literatura. A maioria delas relaciona diretamente a reatividade das
fraes de petrleo energia de ligao das molculas orgnicas, mas o autor
ressalta a importncia da estereoqumica dos constituintes e a apresenta como, em
alguns casos, o mais importante dos fatores a determinar a reatividade e algumas
outras propriedades.
Um dos postulados sobre a reao de formao de coque envolve uma
sequncia de etapas de polimerizao e condensao das fraes mais leves para
as fraes mais pesadas. A maioria dos estudos se concentra nos asfaltenos como
os precursores do coque, sendo esta frao considerada como a mais importante
para a formao deste produto, cujo rendimento em coque durante sua pirlise pode
chegar at 65% em massa (ALVAREZ et al., 2004).
Conforme mostrado por Sugaya (1994), a energia de ativao das reaes de
condensao, as reaes de formao de coque, maior que a de pirlise, ento
elas se tornam mais significativas medida que a temperatura do meio reacional
aumenta. Esta informao converge com a estratgia dos refinadores para evitar a
formao de coque na parede dos tubos que compem a fornalha. O tempo de
residncia do resduo na fornalha minimizado, acelerando-se o fluido com vapor e
36
atingindo-se os valores mais altos de temperatura somente nas proximidades da
sada da fornalha.
Wiehe (1993) demonstrou (Figura 2.6) que a concentrao de asfaltenos
aumenta ao longo do tempo at um pico e a partir da comea a diminuir, fato
corroborado por Yue e colaboradores (2004) em seus estudos sobre a formao do
coque por termlise de hidrocarbonetos. Este mximo ocorre no mesmo instante do
final do perodo de induo do coque. O perodo de induo de coque o perodo
em que a formao de coque no verificada, pois necessria a formao da
mesofase para, em seguida, ser verificado o surgimento do coque (JIA et al., 2009).
Os constituintes do resduo comeam a reagir durante a pirlise, parte deles
transformada em componentes mais leves e volteis e outra parte reage formando
mais asfaltenos, at que a concentrao deles chega a um mximo. Este aumento
da concentrao de asfaltenos o resultado dos compostos solveis em n-heptano
reagindo para formarem as estruturas mais complexas, sobretudo asfaltenos. Aps a
concentrao de asfaltenos atingir seu ponto mximo, eles comeam a reagir entre si
para a formao de coque e na Figura 2.6 pode-se observar o incio do decrscimo
desta concentrao.
O coque formado devido s reaes de polimerizao e condensao que
ocorrem na fase lquida, que se transforma rapidamente. Esta fase lquida contm as
fraes pesadas de asfaltenos e resinas no vaporizadas, enquanto que as fraes
leves, medida que vo se formando a partir da pirlise, vo deixando a fase lquida.
O coque formado a partir de molculas precursoras disponveis no meio lquido,
isto , os asfaltenos. medida que a converso trmica se processa, os ncleos de
asfaltenos continuam a aumentar e a concentrao dos compostos solveis em nheptano decresce at o limite de solubilidade. Quando este limite alcanado, uma
nova fase formada e separada do meio, a mesofase (EBRAHIMI; MOGHADDAS;
AGHJEH, 2008). Neste perodo, chamado de perodo de induo de coque, as
reaes podem ser consideradas como de primeira ordem e ocorrem de modo que o
reagente forme vrios produtos (reaes em paralelo). Ao longo deste perodo,
enquanto os asfaltenos permanecem dissolvidos nos maltenos estes atuam como
uma fonte de tomos de hidrognio que podem ser abstrados e combinados com os
radicais de asfaltenos, impedindo a formao de coque. Conforme a reao evolui, o
limite de solubilidade dos asfaltenos alcanado, eles so separados na mesofase e
a combinao dos radicais de asfaltenos leva rpida formao de coque slido, a
37
qual apresenta desvios de uma reao de primeira ordem, verificada durante o
perodo de induo a coque (JIA et al., 2009).
80
Solveis em heptano
Volteis
Asfaltenos
Insolveis em tolueno
70
CONCENTRAO (%m/m)
60
50
40
30
20
10
0
0
20
40
60
80
100
120
140
160
180
200
TEMPO (min)
Figura 2.6 Concentrao dos constituintes das fraes pesadas de petrleo durante a
decomposio trmica a 400 C (Wiehe, 1993)
Os radicais livres derivados de molculas pesadas so mais estveis e
tendem a se concentrar na mesofase, assim esta fase se torna um meio altamente
propenso a reagir. Neste meio, as reaes de polimerizao e condensao de
radicais (reao de terminao) ocorrem livremente e as molculas resultantes so,
na verdade, macromolculas com teor de carbono aromtico altssimo e baixa
relao H/C.
Alvarez e colaboradores (2011), estudando o mecanismo de formao
de coque a partir do resduo atmosfrico de um petrleo pesado, determinaram os
parmetros cinticos das reaes de decomposio trmica do resduo e de suas
fraes de saturados, aromticos, resinas e asfaltenos isoladamente.
Anlises termogravimtricas destas fraes e do resduo atmosfrico, Figura
2.7, empregando-se a mesma taxa de aquecimento, mostram que o resduo
atmosfrico apresenta uma perda de massa desde 100 C at 500 C.
38
100
RAT
Asfaltenos
Resinas
Aromticos
Saturados
90
80
70
MASSA (%)
60
50
40
30
20
10
0
0
100
200
300
400
500
600
700
800
TEMPERATURA (C)
Figura 2.7 Termogravimetria do resduo atmosfrico e de suas fraes a taxa de aquecimento de
8C/min e atmosfera inerte de nitrognio (ALVAREZ et al., 2011)
Inicialmente a perda de massa explicada pela volatilizao de compostos
leves, mas a partir de 350 C h uma perda de massa mais acentuada que vai at
500 C, atribuda decomposio trmica do resduo. Na frao dos asfaltenos, a
perda de massa verificada a partir de 350 C, devido ciso de grupos alqulicos
perifricos, enquanto uma acentuada perda de massa verificada na faixa de 430 a
550 C, onde ocorrem reaes de craqueamento mais intensas, gerando gases e
leo. O rendimento em coque a partir do craqueamento dos asfaltenos foi de 43,1%
em massa. As resinas apresentam perda de massa a partir de 50C, apenas devido
volatilizao de fraes leves de alcanos. Outra perda de massa, mais suave,
ocorre entre 150 e 350 C, a qual tambm pode ser atribuda destilao de fraes
leves. A partir deste ponto, a perda de massa se torna mais severa devido s
reaes de decomposio trmica, das resinas, com rendimento mssico de coque
de 4,6%. Os aromticos apresentam volatilizao at 320C e entre 320 e 480C
ocorrem as reaes de decomposio trmica com rendimento em coque de 3,8%
em massa. Os saturados contribuem muito pouco para a formao do coque.
39
2.5 ANLISE DA CINTICA DO CRAQUEAMENTO TRMICO
2.5.1 Cintica dos Compostos Orgnicos Simples
No processo industrial de coqueamento retardado, toda a energia necessria
para que as reaes endotrmicas de craqueamento trmico ocorram fornecida
pela fornalha, que aquece a carga at a temperatura de reao, tipicamente 500 C,
e ento esta enviada para o tambor de coque (reator), onde as reaes se
completam. As reaes de craqueamento que geram destilados mais leves se
iniciam nos tubos da fornalha, bem como as reaes que levam formao do
coque. No entanto no desejvel que o coque se forme e se deposite nos tubos da
fornalha para no causar sua obstruo, gerando prejuzos por uma parada
prematura da unidade. Del Bianco e colaboradores (1993) sugerem que as reaes
de formao de coque apresentam um perodo de induo e que o coque
provavelmente gerado via um intermedirio reativo. Este perodo de induo visto
claramente nos estudos sobre a formao de coque durante a termlise de
hidrocarbonetos, realizados por Yue e colaboradores (2004). O tempo de residncia
da carga reduzido atravs da injeo de vapor dgua favorecendo a vaporizao
das fraes mais leves e esta fase vapor diminui ainda mais o tempo de residncia
da carga nos tubos, minimizando assim o tempo de residncia da carga na
temperatura de pirlise. Esta massa reacional entra no reator, local onde as reaes
ocorrem livremente. Mesmo com todas as medidas mitigadoras, a formao e
deposio do coque nas paredes dos tubos da fornalha ocorrem e por isso
necessrio que a refinaria interrompa periodicamente a operao dos fornos e
realize a desobstruo dos tubos.
Para Del Bianco e colaboradores (1993), sob condies de alta temperatura,
as ligaes covalentes entre dois tomos de carbono, entre tomos de carbono e
hidrognio e entre tomos de carbono e heterotomos sofrem homlise, gerando os
radicais livres, que so muito reativos e podem levar formao de outros radicais
pela quebra homoltica das ligaes citadas, o que se chama reao de propagao.
Em virtude de as ligaes entre carbono e enxofre serem as mais fracas, os
40
compostos sulfurados so os principais precursores dos radicais livres (RAHMANI;
McCAFFREY; GRAY, 2001). Por sua vez, a energia de ligao C-C mais fraca que
a da ligao C-H e ento a formao inicial do hidrognio radicalar insignificante.
O processo de iniciao muito sensvel estabilidade dos radicais formados
e sua energia de ativao praticamente igual energia de dissociao da ligao,
uma vez que a reao reversa, a recombinao radical-radical, to exotrmica que
no requer energia de ativao.
Ao final do processo as reaes de recombinao (ou terminao) so
responsveis pela condensao de materiais carbonceos com uma baixssima
relao H/C. Estas reaes tambm podem ocorrer entre duas molculas menores.
Este processo responsvel pela produo de coque e de destilados leves de
petrleo. A distribuio dos destilados est diretamente relacionada com as
propriedades da carga, o tempo de residncia, a presso e a temperatura
(severidade do processo).
Uma anlise simples realizada por Dente e colaboradores (2007), da pirlise
do n-butano a 820 C e 1 atm mostra uma grande variedade de produtos com
rendimentos diversos. Para esta simples reao, os principais produtos so eteno,
propeno e metano e em menor quantidade butenos, etano, benzeno e
ciclopentadieno.
Os parmetros cinticos foram apresentados para a pirlise do n-butano
quando este se decompe em dois radicais etil, conforme a reao (31).
nC4H10
C2H5
C2H5
(31)
Para esta reao Dente e colaboradores (2007) sugerem uma cintica de
primeira ordem (energia de ativao em kcal/kmol).
81.000
k ref = 5,0 1016 exp
RT
[s-1]
(32)
Uma segunda reao de iniciao da pirlise do n-butano pode ocorrer, onde
h a homlise no grupo metil terminal, conforme reao (33).
41
nC4H10
C3H7
CH3
(33)
Neste caso a energia de ativao um pouco maior conforme a equao (34).
83.500
kref = 1017 exp
RT
[s-1]
(34)
Alm destas reaes de iniciao, podem ocorrer outras, assim como podem
ocorrer vrias reaes de propagao, das quais se destacam as reaes (35), (37)
e (39) e suas respectivas equaes cinticas.
Reao do radical etil com o n-butano.
C 2H5
nC4H10
C 2H6
10.500
k = 1,4 10 2 T 2 exp
RT
1-C4H9
(35)
[m/kmol s]
(36)
Reao do radical metil com o n-butano.
CH3
nC4H10
CH4
7.500
k = 2,34 10 2 T 2 exp
RT
1-C4H9
(37)
[m/kmol s]
(38)
E finalmente a reao do radical hidrognio com o n-butano (reao de
abstrao de hidrognio).
nC4H10
H2
6.500
k = 1,29 104 T 2 exp
RT
1-C4H9
(39)
[m/kmol s]
(40)
Segundo Voge e Good (1949) a taxa de remoo (abstrao) de hidrognio
secundrio maior que a de um hidrognio primrio por um fator de 3,66 a 500 C,
enquanto que para um tomo de hidrognio tercirio este nmero chega a 13,4 nas
mesmas condies de reao.
42
Em elevadas temperaturas, os radicais alquilas se decompem rapidamente,
como, por exemplo, os radicais butil, que formam etileno e propileno.
1-C4H9
C 2H 4
30.000
k = 3 1013 exp
RT
2-C4H9
C3H6
32.000
k = 3 1013 exp
RT
C 2H 5
[s-1]
CH3
[s-1]
(41)
(42)
(43)
(44)
O radical etil formado pode se decompor e formar hidrognio radicalar. Outras
inmeras reaes so possveis de ocorrer, bem como aquelas em que o radical
formado pode ser o 2-C4H9, cujos parmetros cinticos so outros. Os radicais
alqulicos podem ainda, sofrer desidrogenao. H tambm as reaes de formao
de butenos, etano, benzeno e ciclopentadieno, alm das reaes de terminao.
Neste exemplo simples no constam reaes de isomerizao, que s
ocorrem para radicais com seis ou mais tomos de carbono. Para os radicais hexil,
somente aqueles com os carbonos 1 e 2 como radicais que sofrem isomerizao,
j para o heptil, os radicais formados nos carbonos 1, 2 e 3 so passveis de
isomerizar, enquanto, para radicais maiores que estes, so inmeras as
possibilidades (VOGE; GOOD, 1949).
Este exemplo da pirlise do n-butano mostra o quanto complexo o estudo
das reaes de pirlise para compostos simples. Tanto mais ser o estudo do
craqueamento trmico de misturas complexas de fraes de petrleo, o que
inviabiliza a anlise da cintica de forma pormenorizada, conforme apresentado por
Woinsky (1968). Experimentos de pirlise com dodecanos feitos por Voge e Good
(1949) levaram formao de um total de 272 diferentes tipos de hidrocarbonetos a
500 C e presso atmosfrica. Para o hexadecano o nmero de diferentes molculas
de hidrocarbonetos aumenta para 378 sob as mesmas condies anteriores.
H que se considerar ainda as reaes de isomerizao dos radicais e
produtos formados durante o craqueamento trmico. De acordo com a teoria da
reao em cadeia via radical livre proposta por Kossiakof e Rice (1943), os radicais
livres de pequena massa molar se acumulam no meio durante a reao. Estes
43
radicais removem hidrognio de uma molcula de parafina, formando um radical
maior que se decompe rapidamente, regenerando o pequeno radical e continuando
a reao em cadeia.
Na pesquisa e na indstria qumica do petrleo, amplamente utilizado o
agrupamento dos inmeros componentes por seus pontos de ebulio, definido por
faixas de ponto de ebulio que renem componentes de caractersticas comuns em
um mesmo grupo. Isso leva a uma simplificao, pois bastante reduzida a
quantidade destes grupos, tambm conhecidos como pseudocomponentes.
No estudo de reaes qumicas envolvendo fraes de petrleo, usual o
agrupamento dos componentes por semelhana de propriedades em lumps que so
caracterizados pelo ponto de ebulio, mas tambm podem ser consideradas
algumas propriedades qumicas. Anlises podem ser feitas utilizando-se tantos
pseudocomponentes e lumps quantos forem necessrios dependendo de quo
apurado ser o estudo, que se torna mais complexo quanto maior for a quantidade
destes grupos. Segundo Bozzano e Dente (2005), a reduo do universo de
observao em um nmero menor pela tcnica de lumping indispensvel.
Um exemplo conveniente de formao de lumps que representam
componentes simples est na reao de formao de ismeros de alquenos durante
a pirlise dos alcanos de cadeias longas e ramificadas. A reao de desidrogenao
de radicais alquilas ramificados gera todos os diferentes ismeros de alcenos
ramificados. Estes ismeros podem ento ser agrupados e considerados como um
simples composto (lump). Este procedimento (lump horizontal) traz uma grande
vantagem por simplificar a anlise cintica (DENTE et al., 2007).
Alm de se agruparem compostos com a mesma massa molar, h uma outra
forma de agrupamento em lumps que combina molculas homlogas, mas com
diferentes nmeros de tomos de carbono. A reatividade e a distribuio dos
produtos de reao podem ser determinadas com uma combinao linear de
espcies homlogas, mas com diferentes comprimentos de cadeia (DENTE et al.,
2007).
44
2.5.2 Ordem Reacional e Parmetros Cinticos
vastamente documentado na literatura (KATARIA et al., 2004), (SINGH et
al., 2004), (POUTSMA, 1990) que as reaes de craqueamento trmico de fraes
de petrleo so de primeira ordem e irreversveis. Entretanto, estudos mais
aprofundados mostram que podem existir alguns desvios nesta ordem reacional
como apresentado por Jia e colaboradores (2009) e por Benito e colaboradores
(1995).
O modelo cintico pode ser ainda categorizado em dois tipos, um primeiro de
reaes em paralelo e o outro de reaes paralelas e consecutivas, que admite o
craqueamento de, pelo menos, um dos produtos formados durante a pirlise. Esta
pirlise de alguns dos produtos do craqueamento tambm pode ser chamada como
craqueamento secundrio.
A representao para a reao de craqueamento em um reator batelada, de
forma simplificada, dada por:
RP
(45)
dC R
= kCR
dt
(46)
A constante cintica usualmente relacionada com a temperatura atravs de
uma equao do tipo de Arrhenius.
ln(k ) = A +
B
T
(47)
Em termos de energia de ativao, essa relao torna-se:
k = k0 e
E at
RT
(48)
A energia de ativao varia com as propriedades da carga, tais como a
concentrao de hidrocarbonetos saturados, compostos aromticos polares,
asfaltenos, resduo de carbono, teor de enxofre e de metais (Schucker, 1983).
45
Segundo Yasar e colaboradores (2001), cargas com maiores teores de asfaltenos
so mais reativas e estes compostos reagem seletivamente para gerar maltenos.
Kataria e colaboradores (2004), baseados num extenso levantamento
bibliogrfico, mostram que a energia de ativao para a pirlise de fraes de
petrleo abrange valores de 58 kJ/mol a 330 kJ/mol. Adicionalmente mostram
tambm que, dentre os dois modelos cinticos aceitos para o craqueamento trmico,
o primeiro modelo adota um esquema de reaes em paralelo, onde os produtos no
so convertidos. O segundo mecanismo, visando principalmente explicar a formao
de coque, recorre a modelos reacionais tipo paralelo-consecutivo.
Uma abordagem muito simples foi feita por Al-Soufi e colaboradores (1988)
para a determinao dos parmetros cinticos da reao de craqueamento trmico
do resduo pesado do petrleo iraquiano em uma unidade de craqueamento trmico
brando em escala de bancada. A unidade de regime contnuo utilizada tinha
capacidade de 2,0 L/h e operou com presso de 700 kPa. O efluente desta unidade
foi analisado e distribudo em trs cortes: o primeiro com ponto de ebulio menor do
que 150 C, o segundo com ponto de ebulio entre 150 e 350 C e um terceiro com
ponto de ebulio compreendido entre 350 e 500 C.
Os testes de Al-Soufi e colaboradores (1988) foram realizados a 435-480 C
com tempo de residncia de 67 s na serpentina da fornalha e de 292 s no reator. Os
produtos efluentes da unidade apresentaram uma diminuio da viscosidade mais
acentuada para as temperaturas maiores, reduo do ponto de fluidez e um aumento
do teor de asfaltenos com o aumento da severidade do processo. Isto significa que
parte dos componentes do resduo contribui para o aumento dos asfaltenos que so
importantes precursores do coque, o que pode ser observado no aumento do
percentual de resduo de carbono Conradson com a elevao da temperatura, fato
este verificado tambm por Yasar e colaboradores (2001). Segundo Al-Soufi e
colaboradores (1988), 465 C considerada a temperatura limite, na qual o processo
de craqueamento trmico ainda capaz de gerar produtos com estabilidade
aceitvel, podendo-se variar o tempo de residncia tanto na fornalha quanto no
reator.
Neste estudo, Al-Soufi e colaboradores (1998) determinaram de forma
simples, utilizando um modelo cintico de reao em paralelo, a energia de ativao
para o craqueamento trmico de 99,2 kJ/mol, assumindo que a reao de primeira
ordem. Determinaram tambm a energia de ativao para as reaes de
46
condensao para a formao de asfaltenos e de coque como sendo de 251 e 377
kJ/mol, respectivamente. Estes dados foram obtidos para uma carga contendo 9,5%
m/m de asfaltenos e resduo de carbono Conradson de 14,76% m/m.
Del Bianco e colaboradores (1993) utilizaram um reator batelada para
determinar o modelo cintico e seus parmetros para o craqueamento trmico do
resduo de vcuo do petrleo Belaym (Egito). Os experimentos foram realizados a
410-470 C e com tempo de reao desde 1 at 120 minutos. Os autores
propuseram um modelo simples que utiliza apenas trs lumps como produtos da
reao: o resduo de vcuo (VR), que o lquido no destilvel, o destilado (D), isto
, todos os produtos, lquidos ou gasosos, que tenham ponto de ebulio inferior a
530C e o coque (C), material insolvel em tetrahidrofurano.
A carga estudada por Del Bianco e colaboradores (1993) apresentava resduo
de carbono Conradson de 20,8% m/m, teor de asfaltenos pelo mtodo SARA de
18,6% m/m e densidade 15/4C de 1,028.
Del Bianco e colaboradores (1993) avaliaram que a gerao de destilado (D)
aumentou com a temperatura at um valor mximo e obedeceu uma cintica de
primeira ordem. O coque, segundo os autores, foi gerado por reaes intermedirias
e apresentou um perodo de induo que decresceu com a temperatura. Os autores
ento sugeriram um esquema de reao paralelo-consecutivo conforme a Figura 2.8.
D
k1
VR'
k2
k3
Figura 2.8 Esquema reacional paralelo-consecutivo de Del Bianco e colaboradores (1993)
No esquema reacional apresentado na Figura 2.8, VR representa a frao de
resduo de vcuo no convertido e I o intermedirio na produo do coque, cuja
concentrao no pode ser determinada. Este esquema reacional de primeira ordem
descrito pelo conjunto de equaes:
47
dVR' dt = (k1 + k2 )VR'
(49)
dI dt = k 2VR' k3 I
(50)
dC dt = k3 I
(51)
dD dt = k1VR'
(52)
As equaes integradas foram usadas para calcular a concentrao de cada
componente a qualquer instante:
VR ' = VR0e kt
I = [k 2 (k3 k )]VR0 e kt e k 3t
{ [ (
C = k2 k VR0 1 k3e kt ke k 3t
) (k
(53)
]}
k)
(54)
(55)
onde k = k1 + k2 e VR0 a concentrao inicial de resduo de vcuo. A quantidade de
destilado (D) pode ser determinada pela equao de balano:
D = VR0 VR ' I C
(56)
Tratando-se os dados experimentais separadamente, os coeficientes das
equaes foram obtidos por regresso linear. A energia de ativao E1 foi avaliada
aplicando-se a lei de Arrhenius. A energia de ativao da reao 2 foi determinada
pela diferena E1 E2 obtidas pela relao entre as reaes paralelas. O fator de
frequncia para as reaes e a energia de ativao da terceira reao (formao de
coque) foram estimados por programa computacional.
Para este modelo simples em que poucos lumps foram utilizados, a energia
de ativao para a reao de craqueamento trmico do resduo de vcuo para gerar
destilados mais leves foi determinada em 206,8 kJ/mol enquanto a constante de
velocidade variou entre 0,0119 min-1 e 0,2258 min-1 para temperaturas 410 e 470 C,
respectivamente.
Para as reaes de condensao, que so as responsveis pela formao de
coque, Del Bianco e colaboradores (1993) determinaram uma energia de ativao de
267,5 kJ/mol, maior que as energias de ativao das reaes de pirlise, e por isso
48
as reaes de condensao s se tornam relativamente importantes quando a
temperatura aumenta. Em unidades industriais de craqueamento trmico, esta
caracterstica utilizada maximizando-se o tempo de residncia a temperaturas
relativamente baixas.
Embora Del Bianco e colaboradores (1993) estivessem mais interessados na
cintica da formao do coque, este estudo indicou uma forma muito simples de
tratamento do esquema reacional, utilizando duas reaes em paralelo e duas
reaes consecutivas analisando-se um universo muito restrito de lumps.
Krishna e colaboradores (1988) testaram, numa unidade de craqueamento
trmico contnua de escala de bancada, o resduo atmosfrico do petrleo Alghajari
para determinar as correlaes entre propriedades dos produtos e a severidade da
reao, levando-se em conta a temperatura e o tempo de residncia. A faixa de
temperatura testada foi de 427 a 500 C sob uma presso de 1.700 kPa, numa
vazo de 2,04 a 2,9 L/h. O tempo de residncia foi calculado pelos autores com base
na vazo de lquido na entrada da serpentina.
O modelo proposto por Krishna e colaboradores (1988) foi o de reaes em
paralelo, embora tenha sido observado pelos autores que o rendimento da frao
com pontos de ebulio entre 150 e 250 C apresentou um aumento relativo quando
a converso ultrapassou 7%, que foi creditado no s reaes de craqueamento
consecutivas, mas ao fato de que, aps a pirlise dos compostos mais pesados, o
gasleo e o gasleo de vcuo tambm comeam a sofrer o craqueamento. Os
autores observaram ainda que a energia de ativao das molculas maiores foi
menor, enquanto as cadeias mais curtas exigiram uma maior energia de ativao
para iniciar sua decomposio trmica. Os autores mostraram que as reaes
primrias so de primeira ordem e sua energia de ativao foi calculada em 224,8
kJ/mol. O fator pr-exponencial, calculado a partir da inclinao do grfico de ln(1-X)
vs. Severidade ( e-E/RT) foi de 2,17x1012 s-1, que sustenta a natureza de primeira
ordem desta reao de craqueamento trmico.
Krishna e colaboradores (1988) observaram uma srie de comportamentos
quando a converso atingiu o nvel de 7%. Os rendimentos de gasleo (250 370
C) e de gasleo de vcuo apresentaram um decrscimo neste ponto e a razo entre
a viscosidade dos produtos e a da carga a 50 C tambm apresentou um
decrscimo. Estes comportamentos foram atribudos baixa energia de ativao de
49
compostos de maior massa molar, enquanto, medida que estes compostos foram
se esgotando, outras reaes ocorreram, tais como condensao e polimerizao.
O modelo proposto por Castellanos e colaboradores (1991) tambm admitiu a
existncia de reaes em paralelo, no considerando as reaes de craqueamento
secundrio, e mostrou que cargas asfaltnicas e aromticas possuam uma energia
de ativao menor, devido s reaes de desalquilao, que as cargas parafnicas,
onde prevaleciam as reaes de diviso molecular, corroborando os estudos de
Krishna e colaboradores (1988) e tambm de Di Carlo e Janis (1992). Ainda segundo
Castellanos e colaboradores (1991), a prevalncia das reaes de desalquilao
leva a um rendimento maior para gases e leves.
Benito e colaboradores (1995) utilizaram, em seus estudos cinticos de
craqueamento trmico brando, um resduo de desasfaltao rico em asfaltenos
(65%), contendo tambm alto teor de heterotomos e alta viscosidade. Eles
utilizaram uma abordagem simples de reaes em paralelo em que o resduo pesado
(H) foi craqueado em derivados (L) e em coque (C) quando submetidos a
temperaturas de reao de 425 a 475 C por diferentes tempos de residncia. O
esquema de reaes em paralelo utilizado por Benito e colaboradores (1995) est
apresentado na Figura 2.9.
L
k1
H
k2
C
Figura 2.9 Esquema de reaes em paralelo de Benito e colaboradores (1995)
Para a determinao dos parmetros cinticos, Benito e colaboradores (1995)
partiram da premissa de que a reao era de primeira ordem, embora tenha sido
ressaltado que esta ordem reacional no era uma aproximao muito rigorosa e que
devia ser aplicada a casos em que a converso no fosse muito alta. As equaes
integradas para a avaliao dos produtos foram:
50
ln
H
= (k1 + k 2 ) t
H0
(57)
L L0
k
= 1
C C0 k 2
(58)
As constantes cinticas deste estudo foram obtidas a partir de grficos de ln H
versus tempo de residncia e de C versus L, enquanto a energia de ativao foi
calculada pela equao de Arrhenius. As constantes de velocidade da reao de
formao de destilados (k1) calculadas variaram de 1,32x10-5 s-1 a 3,20x10-5 s-1 para
temperaturas de 425 a 475 C, respectivamente. J as constantes de velocidade
calculadas para a reao de formao de coque foram de 7,48x10-5 s-1 a 19,50x10-5
s-1 para a mesma faixa de temperatura. Benito e colaboradores (1995) encontraram
uma energia de ativao de 61 kJ/mol para a primeira reao e 72 kJ/mol para a
reao de formao de coque.
Benito e colaboradores (1995) observaram que as constantes cinticas foram
maiores para a reao de formao de coque e que a converso em coque foi muito
maior que a converso em destilados. Para explicar este comportamento, os autores
alegaram que partculas de coque possuam funo autocataltica, ou seja, efeito de
estimular a produo de coque servindo como um ncleo no qual outras molculas
se depositariam, alimentando o crescimento deste cristal original.
importante notar que este estudo foi feito com uma carga que no
convencional em estudos de craqueamento trmico em unidades industriais; sua alta
concentrao de asfaltenos afeta a converso e a cintica reacional. Isto pode ser
verificado pela energia de ativao calculada para a reao de formao de coque,
que foi de 72 kJ/mol, valor inferior ao que encontrado na literatura, mas muito
prximo do que foi determinado por Ebrahimi, Moghaddas e Aghjeh (2008) em seus
estudos sobre a cintica da formao de coque, 73,12 kJ/mol, numa carga com alta
concentrao de asfaltenos (44,82%). Este comportamento diferente daquele
esperado quando cargas usuais so utilizadas (rendimento de coque menor que o de
destilados), como Yue e colaboradores (2004) mostraram. Benito e colaboradores
(1995) tambm compararam a converso a coque, (C-C0)/H0, que foi de 38,5%, com
a converso a produtos lquidos, (L-L0)/H0, que foi de apenas 6,9% para a condio
de 475C e tempo de residncia de 40 minutos. Mais uma vez, as partculas de
coque presentes no lquido podem ser as responsveis por este comportamento,
51
assim como a alta concentrao de asfaltenos, que so as molculas precursoras do
coque.
Anlises de ressonncia magntica nuclear (RMN) do hidrognio mostraram
um aumento na concentrao de hidrognio aromtico (HAR) e tambm um aumento
na aromaticidade dos produtos com o aumento da severidade da reao. Isto se
deve remoo das cadeias alqulicas ligadas aos asfaltenos e tambm ruptura
das cadeias alqulicas, o que contribui para o aumento da aromaticidade.
Pesquisas realizadas por outros autores revelaram que o esquema de
reaes em paralelo apresenta algumas limitaes e atribuem a impreciso s
reaes secundrias, as reaes em srie (XIO et al., 2002), mesmo admitindo-se
uma grande quantidade de reaes em paralelo.
Jia e colaboradores (2009) utilizaram a metodologia de Wiehe (1993) para
determinao de parmetros cinticos e modelagem da reao de craqueamento
trmico de vrios leos, empregando um esquema de reaes em paralelo em que
foram definidos quatro principais lumps: os asfaltenos, insolveis em pentano e
solveis em tolueno, os maltenos, solveis em pentano e tolueno, o coque,
insolveis em tolueno e o gs. As reaes de primeira ordem de craqueamento
trmico dos asfaltenos e maltenos foram as duas mais importantes reaes a ocorrer
durante o perodo de induo a coque. Neste estudo foi levado em considerao o
limite de solubilidade dos asfaltenos nos maltenos (SL). Durante este perodo,
assumiu-se que os asfaltenos geraram molculas de menor massa molar
(asfaltenos, maltenos e gs). Assim, nesta etapa, duas reaes principais de
primeira ordem ocorreram:
Cmalt,R
Casf,R
kA
kH
aCasf,P + (1 - a)Cgas
(59)
mCasf,P + nCmalt,P + (1 - m - n)Cgas
(60)
onde Cmal,R e Casf,R so as concentraes dos maltenos e asfaltenos presentes nos
reagentes respectivamente e Cgas a concentrao de gs gerado durante a reao.
O ndice P indica a concentrao do componente nos produtos. As constantes de
taxa de reao, kH e kA, foram descritas pela equao de Arrhenius. medida que os
asfaltenos atingiram o limite de solubilidade e se separaram, formando uma nova
52
fase, comearam a se combinar formando coque numa velocidade muito maior que a
de craqueamento trmico:
ex
C asf
max
C asf
, P = S L (C mal , R + C mal , P )
(61)
ex
max
Casf
, P = Casf , P Casf , P
(62)
,P
(1 y ) C coque + yC mal , P
(63)
Assim como Wiehe (1993), Jia e colaboradores (2009) apresentaram as
curvas de concentrao de cada uma dos lumps e pode-se notar que as
concentraes de maltenos e asfaltenos, aps certo perodo de tempo, o tempo de
induo a coque, apresentaram uma relao constante, que representou o limite de
solubilidade dos asfaltenos na fase composta com os maltenos.
Takatsuka e colaboradores (1989) estudaram o craqueamento trmico de
fraes residuais de petrleo incluindo a presso entre as variveis estudadas.
Segundo os autores, a temperatura e a presso afetam o equilbrio de fases do meio
reacional como em um sistema de destilao. Como seus estudos foram realizados
em reator em batelada, a vaporizao e a condensao dos reagentes se alterou
conforme a reao ocorreu e a temperatura de vaporizao na condio atmosfrica
foi utilizada como parmetro, sendo necessrio, em alguns casos, transformar as
condies reacionais para as condies atmosfricas. Foi utilizada neste estudo
cintico a presso parcial dos hidrocarbonetos na temperatura equivalente presso
atmosfrica, uma vez que os autores consideraram que as reaes ocorrem somente
na fase lquida, sendo desprezvel a reao na fase vapor.
Takatsuka e colaboradores (1989) utilizaram o esquema de reaes paraleloconsecutivas com quatro lumps (agrupamentos), conforme a Figura 2.10 e avaliaram
como os efeitos da temperatura e presso na taxa de reao, mas relacionando
estas duas variveis para manter a mesma condio de equilbrio. Os reagentes e
produtos foram definidos conforme seu grau de aromatizao e policondensao,
assim C1 foi definido como os solveis em n-heptano, C2 so os insolveis em
heptano e solveis em tolueno, C3 so aqueles insolveis em tolueno, mas solveis
em quinolina e C4 os insolveis em quinolina. Os produtos C5 a C8 foram
arbitrariamente definidos conforme seus pontos de ebulio.
53
C5
C6
k25
k16
k26
C7
k17
C8
k27 k18
k28
k15
C1
k12
C2
k23
C3
k34
C4
Figura 2.10 Modelo de mecanismo de reao paralelo-consecutiva (TAKATSUKA et al., 1989)
Neste modelo proposto pelos autores as equaes cinticas so as seguintes:
dC1 dt = k1 C1
(64)
dC2 dt = k12 C1 k2 C2
(65)
dC3 dt = k 23 C2 k34 C3
(66)
dC4 dt = k34 C3
(67)
dC5 dt = k15 C1 + k25 C2
(68)
dC6 dt = k16 C1 + k 26 C2
(69)
dC7 dt = k17 C1 + k27 C2
(70)
dC8 dt = k18 C1 + k28 C2
(71)
k1 = k12 + k15 + k16 + k17 + k18
(72)
k2 = k23 + k25 + k26 + k27 + k28
(73)
onde
Os autores mostraram que, nas etapas iniciais da reao, a velocidade alta
devido, entre outras coisas, disponibilidade de molculas pirolisveis, como
cadeias alqulicas longas, enquanto nos estgios seguintes as molculas
predominantes no tm tanta facilidade em se decompor termicamente e sua pirlise
produz, sobretudo, gs e molculas policondensadas. A temperatura atmosfrica
equivalente pode servir como um parmetro cintico para representar o efeito do
54
equilbrio de fases sobre o modelo da velocidade especfica de reao. A equao
(74) representa a velocidade especfica incluindo o efeito da temperatura e da
presso parcial de hidrocarbonetos
E pij 1 1
Eat
k = Aij exp
exp
1
,
987
1,987T
Ta T0
(74)
sendo Epij o parmetro que representa o efeito do equilbrio de fases no reator sobre
a taxa de reao [kcal/kg.mol].
Variando-se a temperatura e a presso de modo que a temperatura
atmosfrica equivalente seja a mesma e assim a condio de equilbrio das fases
seja mantida, Takatsuka e colaboradores (1989) mostraram que a taxa de reao
aumenta com a temperatura, como esperado, apresentando um valor de energia de
ativao de 250 kJ/mol. O efeito da presso parcial de hidrocarbonetos foi analisado
e notou-se uma reduo da taxa de policondensao, sugerindo que, sob alta
presso parcial de hidrocarbonetos, o leo craqueado permanece na fase lquida,
impedindo que os radicais de asfaltenos formados se combinem, servindo como
fonte de hidrognio para as reaes de abstrao de hidrognio. Uma alta presso
parcial
de
hidrocarbonetos
sugere
uma
reduzida
temperatura
atmosfrica
equivalente e assim h um decrscimo das taxas de reao.
Foi verificado por Takatsuka e colaboradores (1989) que o grau de
craqueamento
trmico
aumenta
com
elevao
da
presso
parcial
de
hidrocarbonetos no reator, que corrobora a considerao dos autores de que as
reaes ocorrem apenas na fase lquida, sendo a reao na fase vapor desprezvel.
Assim, havendo maior presso no sistema, mais hidrocarbonetos esto condensados
e passveis de participar da reao. Consequentemente o produto da decomposio
trmica pode atuar inibindo as reaes de policondensao do resduo, o que
tambm tem efeito sobre todas as outras reaes.
Yang e colaboradores (2012), assumindo o craqueamento trmico de resduos
como uma reao de primeira ordem, propuseram um modelo cintico em que
utilizaram um pseudo-lump como intermedirio e 11 agrupamentos (lumps) com
cortes estreitos dos produtos lquidos para tornar o modelo matemtico mais preciso,
dedicando muita importncia s reaes secundrias de decomposio trmica dos
55
produtos pesados formados na reao e desprezando as reaes de condensao.
Dentre os cortes com estreita faixa de ponto de ebulio definidos pelos autores, os
trs cortes mais pesados apresentaram craqueamento secundrio, conforme
apresentado no grfico da Figura 2.11.
540C
480C
450C
420C
Rendimento dos Lumps (%)
0
0
200
400
600
800
1000
1200
1400
Tempo (s)
Figura 2.11 Rendimento dos lumps versus tempo de residncia (YANG et al., 2012)
No modelo cintico assumido por Yang e colaboradores (2012), um pseudolump foi introduzido para simplificar o esquema reacional e foi definido como um
intermedirio reativo gerado da reao secundria de termlise; sua taxa de
formao idntica a sua taxa de consumo, no havendo acmulo deste pseudolump. A Figura 2.12 mostra o modelo cintico incluindo o pseudo-lump utilizado pelos
autores. Como a reao ocorre num sistema no isotrmico, onde h um perodo de
aquecimento e resfriamento que no podem ser desprezados, os autores utilizam um
conceito de temperatura de reao equivalente (T ) que calculado conforme a
equao (75):
56
T =
Eat R
1
ln e( E at
N
RTi )
(75)
onde N a quantidade de dados obtidos e Ti a temperatura de reao a diferentes
momentos.
Utilizando-se tantos agrupamentos, os autores se depararam com 25
constantes para serem estimadas resolvendo um sistema de equaes diferenciais,
o que tornou muito difcil a convergncia do modelo. No entanto baseados em
tcnicas apresentadas na literatura, um mtodo sequencial foi utilizado, onde se
inicia uma simulao com um nmero reduzido de parmetros a se determinar, e
com estes primeiros parmetros determinados, a etapa seguinte aumentar a
quantidade de agrupamentos e assim por diante. O mtodo tem incio com apenas
trs agrupamentos (lumps): resduo de vcuo, produtos lquidos pesados e
gs/produtos lquidos leves. Nesta primeira etapa, trs parmetros cinticos so
determinados (reao de termlise de RV para produtos lquidos pesados e
gs/produtos lquidos leves e o craqueamento secundrio de produtos pesados em
leves). A segunda etapa envolve cinco lumps, com oito parmetros a serem
determinados, dentre eles os trs determinados na primeira etapa.
Yang e colaboradores (2012) mostram que os resultados obtidos com esta
metodologia esto de acordo com o que proposto pela literatura para a energia de
ativao, que varia de 144 a 268 kJ/mol, e neste trabalho se apresentou dentro da
faixa de 154 a 205 kJ/mol. Os autores compararam os resultados experimentais com
os previstos pelos modelos gerados com os parmetros cinticos determinados e
obtiveram os valores previstos prximos aos experimentais tanto para os lumps mais
leves quanto para os pesados. O craqueamento secundrio foi analisado
comparando-se a razo entre o craqueamento secundrio e o primrio com
diferentes converses a 440 C e os resultados mostraram que esta razo aumentou
com a converso global e que mesmo temperatura relativamente baixa de 440 C
(baixa severidade), com a reao ainda em seus estgios iniciais, o craqueamento
secundrio no pode ser negligenciado. Neste caso, o craqueamento secundrio
tanto maior quanto mais pesado for o lump.
57
Pseudo-lump
Gs
210C
240C
...
360C
390C
420C
450C
480C
540C
Resduo de
Vcuo
Figura 2.12 Modelo cintico com lumps de fraes estreitas (YANG et al., 2012)
Di Carlo e Janis (1992) correlacionaram as caractersticas de algumas cargas
com o rendimento e a propriedades dos produtos da pirlise. As cargas utilizadas
foram resduos atmosfricos de trs leos, Rospo di Mar, Belaym e Es Sider. Os
autores buscaram associar alguns parmetros cinticos com os componentes das
cargas, tais como os asfaltenos, maltenos e parafinas.
Segundo este estudo cargas ricas em asfaltenos, resinas e compostos polares
apresentam constantes cinticas maiores a baixas temperaturas e menores a
temperaturas tpicas de unidades de craqueamento trmico, uma vez que os ncleos
aromticos perdem suas cadeias alqulicas laterais facilmente. Di Carlo e Janis
(1992) estudaram apenas o efeito da temperatura e do tempo de residncia. Para
calcular o tempo de residncia, os autores utilizaram modelos computacionais para
estudar cada seo da serpentina helicoidal da fornalha.
A partir do grfico de constante cintica k versus 1/T, os autores mostraram
que baixa temperatura o resduo atmosfrico de petrleo Rospo (maior teor de
asfaltenos e aromticos) tem reatividade maior que o Belaym e este, maior que o Es
Sider (maior teor de parafinas), e para altas temperaturas esta ordem se inverte. Di
Carlo e Janis (1992) mostraram que as cadeias das ramificaes ligadas a ncleos
aromticos policondensados so mais suscetveis pirlise do que as cargas
parafnicas e as reaes de termlise tm incio a baixas temperaturas, o que
determinaria uma alta seletividade a gs. Por outro lado, as cargas ricas em
58
saturados favorecem a formao de produtos com maior tamanho, de cadeia como
os gasleos. De forma resumida, estas observaes feitas por Di Carlo e Janis
(1992), foram esquematizadas por Kataria e colaboradores (2004), conforme a
Figura 2.13.
Saturados e Naftnicos
Aromticos
maior
Asfaltenos e Aromticos
Polares
menor
Gasleo Leve e Gasleo Pesado
(molculas com alto nmero de carbono)
menor
maior
Gs e Gasolina
(molculas com baixo nmero de carbono)
Figura 2.13 Tendncia de reao dos compostos (KATARIA et al., 2004)
Xiao e colaboradores (2002) testaram um leo pesado considerando as
reaes de pirlise e de condensao como sendo de primeira ordem e desprezando
reaes secundrias de craqueamento trmico dos produtos gerados. Os autores
utilizaram o mtodo dos mnimos quadrados para estimativa dos parmetros
cinticos a 500 C e concluram que a reao de craqueamento trmico do leo
pesado testado apresentou energia de ativao de 274 kJ/mol, que est dentro da
faixa de valores esperada, embora no haja muitas informaes sobre a carga.
Kataria e colaboradores (2004) estudaram a reao de craqueamento trmico
de resduo de vcuo e resduo asfltico, obtidos de refinaria, em uma unidade
batelada de bancada, analisando a severidade da reao variando-se a temperatura
e o tempo de residncia. Os autores correlacionaram algumas caractersticas, como
teor de parafinas, asfaltenos, aromaticidade e contedo de heterotomos das
cargas, com a sua converso e a seletividade nos produtos. O modelo estudado era
composto por reaes paralelas e consecutivas e foram utilizados cinco lumps, gs
(G), gasolina (Ga, ponto inicial de ebulio a 150 C), gasleo leve (LGO, 150 a 350
C), gasleo de vcuo (VGO, 350 a 500 C) e resduo de vcuo (VR, 500 C ao
ponto final de ebulio).
Deste estudo, algumas observaes qualitativas foram
feitas: a temperatura inicial de craqueamento trmico variou significativamente com a
composio da carga e uma grande diferena das taxas relativas de craqueamento
59
trmico e formao, a uma dada temperatura, pode ser atribuda a grandes
mudanas na composio dentro de um lump.
A Figura 2.14 representa o modelo assumido por Kataria e colaboradores
(2004), em que as reaes em paralelo e consecutivas so consideradas, mas os
autores assumem que as fraes mais leves de gs (G), gasolina (Ga) e gasleo
leve (LGO) esto na fase vapor e por isso so estveis, no sofrendo decomposio
trmica, tambm devido alta energia de ativao requerida para a termlise destes
compostos.
VR
k1
k2
k3
Ga
k4
LGO
k5
VGO
k6
k7
Figura 2.14 Modelo cintico com cinco lumps, com reaes paralelas e consecutivas (KATARIA et
al., 2004)
Segundo Kataria e colaboradores (2004), a razo entre gs e gasolina
gerados numa unidade industrial varia de 1:1 a 1:1,5, mas nos experimentos em
laboratrio esta relao chegou a, no mximo, 1:1,1, o que foi explicado pela
dificuldade de se separar a gasolina do resduo durante a destilao, acarretando em
erros na quantificao da gasolina. Os autores concluram tambm que os
rendimentos dos lumps dependem da composio da carga, que pode ser
relacionada com a craqueabilidade dos compostos presentes. Assumindo as reaes
como de primeira ordem, as taxas de reao so dadas por:
dVR
= (k1 + k2 + k3 + k4 )VR
dt
(76)
60
d (VGO)
= k 4VR (k5 + k6 + k7 )VGO
dt
(77)
d ( LGO )
= k3VR + k5VGO
dt
(78)
dGa
= k2VR + k6VGO
dt
(79)
dG
= k1VR + k7VGO
dt
(80)
Calculados os parmetros cinticos, Kataria e colaboradores (2004)
mostraram que a 400C a alta razo k4/(k5+k6+k7) sugeriria que, baixa temperatura,
as reaes de craqueamento secundrias no foram significativas. A carga AMSR
apresentou constante de taxa de reao maior que a carga AM (obtida pela
desasfaltao da carga AMSR), que foi atribudo remoo dos maltenos, que so
mais facilmente craqueveis. As energias de ativao para as reaes 3 e 4
(formao de LGO e VGO a partir de VR, respectivamente) foram menores que para
as reaes 1 e 2 (formao de gs e gasolina a partir de RV, respectivamente),
sugerindo que a reao de quebra da ligao C-C de saturados e naftnicos
aromticos se sobrepe s reaes de desalquilao que ocorrem com os asfaltenos
e aromticos polares.
Alvarez e colaboradores (2011), estudando as reaes de craqueamento
trmico de resduo atmosfrico e de suas fraes individuais por termogravimetria,
utilizaram o mtodo de Friedman para determinao de parmetros cinticos em
sistemas no isotrmicos. Admitindo-se que as reaes de pirlise so de primeira
ordem, o mtodo baseado na comparao de experimentos com diferentes taxas
de aquecimento e pode determinar a energia de ativao e o fator de frequncia sem
conhecer a forma da equao cintica:
aC + (1-a)V
(81)
sendo A o reagente, C o coque, a o coeficiente estequiomtrico e V os produtos
volteis. Para os produtos volteis, possvel obter a seguinte expresso:
61
EA
V
1 dV
= k0e RT 1
V0 dt
V0
(82)
sendo V a frao voltil, V0 a quantidade total de produtos volteis. Por linearizao
da equao (82) e outras transformaes, a expresso (83) obtida e desta, por
regresso linear, pode-se obter a energia de ativao e o fator de frequncia em
funo da converso (x):
E
dx
ln = ln[k0 (1 x )] a
RT
dt
(83)
sendo x = V/V0 a frao voltil correspondente converso de asfaltenos durante
sua decomposio trmica, ou seja, converso de asfaltenos.
Alvarez e colaboradores (2011) mostraram que a hiptese de primeira ordem
para a pirlise de resduo de vcuo e suas fraes se mostrou adequada devido aos
valores do coeficiente de correlao. De acordo com os autores, a energia de
ativao para o resduo atmosfrico est na faixa de 48 kJ/mol a 125 kJ/mol; para os
asfaltenos, de 171 kJ/mol a 245 kJ/mol; para as resinas, variou entre 45 kJ/mol e 208
kJ/mol; e para os aromticos, ficou entre 45 kJ/mol e 90 kJ/mol. Este trabalho
mostrou que os asfaltenos constituem a principal fonte material para a formao do
coque. Embora os parmetros cinticos dos saturados no tenham sido estimados,
um estudo comparativo entre os asfaltenos e saturados, feito por Yasar, Cerci e
Gulensoy (2000) indicou que os asfaltenos tm como efeito a reduo da velocidade
especfica de reao quando comparados a saturados puros, enquanto o efeito da
adio de asfaltenos para formar uma mistura saturados-asfaltenos foi a de reduo
da energia de ativao em relao aos saturados puros. Para Alvarez e
colaboradores (2011), os saturados praticamente no foram submetidos ao
craqueamento trmico.
Alvarez e colaboradores (2011), analisando a derivada dos termogramas,
verificaram que as transformaes na frao de asfaltenos iniciaram a 350 C, o que
foi atribudo ciso de grupos alquil perifricos; na faixa de temperatura entre 430 e
550 C, ocorreram as reaes de craqueamento mais intensas com a transformao
estrutural dos asfaltenos; ento iniciaram as reaes de condensao.
62
Singh e colaboradores (2004) testaram quatro diferentes cargas residuais em
uma unidade de viscorreduo com o objetivo de determinar a influncia dos
compostos presentes na carga. Neste trabalho os autores avaliaram com o tempo de
residncia da reao, mas com o cuidado de examinar a extenso das reaes
durante o tempo de aquecimento da carga. Os autores trabalharam com quatro
cortes (lumps): gs, gasolina (IBP a 150 C), gasleo leve (150 C a 350 C) e
gasleo de vcuo (350 C a 500 C). Para a faixa de temperatura estudada, 400 C a
430C, bem como de tempo de residncia, no foi verificada a formao de coque.
Sob estas mesmas condies, no foram observadas diferenas significativas na
composio do gs gerado.
Singh e colaboradores (2004), analisando um resduo com baixo teor de
asfaltenos
(7,7%),
observaram
que
rendimento
de
gs
aumentou
exponencialmente em relao ao tempo de residncia, enquanto os rendimentos de
gasolina e gasleo leve apresentaram aumentos lineares. J a frao de gasleo de
vcuo apresentou um acrscimo linear inicialmente e em seguida teve seu
rendimento reduzido. Este comportamento do rendimento de gasleo de vcuo com
o tempo de residncia foi atribudo s reaes secundrias de craqueamento.
Analisando-se quatro diferentes cargas, os referidos autores puderam
comparar a seletividade dos cortes com a composio de cada carga. Eles
verificaram que a seletividade de gs foi maior para as cargas com teores maiores
de naftnicos e aromticos do que em cargas com teores maiores de saturados.
Entretanto, aumentando-se a severidade da reao, a seletividade para gs tende a
se aproximar nas quatro cargas em virtude das reaes secundrias. A seletividade
para gasleo de vcuo foi tanto maior quanto maior for o teor de parafinas na carga.
A estimao de parmetros cinticos de Singh e colaboradores (2004) foi
realizada por grficos ln[1/(1-X)] versus o tempo de residncia, sendo X a converso
da carga, que identificaram a reao como de primeira ordem devido ao perfil linear,
com coeficientes de correlao variando entre 0,95 e 0,99. A energia de ativao
variou entre 102 e 206 kJ/mol, obtida a partir da linearizao da equao de
Arrhenius juntamente com o fator de frequncia. Para uma reao de primeira
ordem, pode-se escrever:
63
k = A0 e
Eat
RT
1 F
= ln 0
F
(84)
em que F0 a massa de carga inicial e F a massa no tempo . Rearranjando-se a
equao (84) a converso se torna funo da severidade e a inclinao da curva
fornece diretamente o fator de frequncia da equao cintica da reao.
2.6 SEVERIDADE DA REAO DE CRAQUEAMENTO TRMICO
A severidade do craqueamento trmico relaciona a converso da carga com
as condies reacionais de forma que seja independente da escala do reator. Isto
possibilita a anlise acurada da cintica de reao, principalmente a converso da
carga e dos rendimentos dos produtos gerados, e caracteriza-se tambm como um
mtodo
experimental
direto
para
ampliao
de
escalas
(scale-up)
no
desenvolvimento de reatores e fornalhas.
O conceito de severidade de um processo foi inicialmente desenvolvido
relacionando-se a distribuio de produtos com a converso dos reagentes. Desta
definio, Van Camp e colaboradores (1985) mostram que poder-se-ia trabalhar com
um fator de severidade (KSF), que est relacionado com a converso equivalente de
n-pentano sob as mesmas condies de reao do craqueamento de nafta (equao
(85)):
KSF = k5 d
(85)
onde k5 a constante de velocidade para a reao de primeira ordem da converso
de n-pentano mesma temperatura de reao e o tempo de residncia. Este
fator de severidade foi introduzido porque conveniente relacionar a constante de
velocidade para hidrocarbonetos mais pesados com a constante de velocidade do npentano mesma temperatura (CONESA; FONT, 1999). O valor do fator de
severidade sensvel preciso da medida de temperatura e tempo de residncia,
que nem sempre exequvel, pois podem variar com a presso e com a expanso dos
64
compostos envolvidos. Uma funo de severidade alternativa (OKSF) foi proposta
(SHU; ROSS, 1982) considerando a expanso volumtrica do gs no reator, que
influencia o tempo de residncia conforme equao (86).
C m 1
OKSF = 0 k d
(86)
onde C0 a concentrao inicial de reagente, m a ordem reacional e o fator de
expanso volumtrica do gs. Tambm neste caso, as relaes foram desenvolvidas
para a pirlise da nafta. Entretanto, estas funes de severidade no podiam ser
aplicadas genericamente a misturas complexas de hidrocarbonetos.
A severidade tambm pode ser definida com base no rendimento de algum
componente gerado durante o craqueamento trmico quando os perfis de
temperatura e presso so insuficientemente definidos, o que ocorre, na prtica, na
operao industrial. Ento um fator menos rigoroso deve ser empregado, tal como o
rendimento de fraes leves geradas no craqueamento trmico, como o caso da
razo entre as fraes mais leves, (incluindo o hidrognio) e hidrocarbonetos com
at trs tomos de carbono ( C3 ), e o propileno ( C3= ), razo C3 C3= , alm das razes
entre metano e propileno, propileno e etileno, eteno e etano e, ainda, pode ser
utilizado to somente o rendimento de metano. Estas relaes, em alguns casos,
podem ser independentes da presso, o que seria desejado.
Van Geem e colaboradores (2005) apresentaram dois ndices de severidade
como alternativa impreciso das medidas de temperatura e presso. O primeiro
relaciona a converso com o rendimento do metano numa reao de craqueamento
trmico de nafta. Este ndice de severidade est diretamente relacionado
temperatura de reao, j que os radicais menores gerados na ciso sero
novamente convertidos se um nvel suficiente de temperatura for empregado e a
gerao de metano , em grande parte, devida quebra dos radicais . Sendo a
taxa de abstrao de hidrognio maior que a taxa de quebra da ligao C-C, isto
indica que o rendimento dos produtos formados por abstrao de hidrognio de
molculas de carga est diretamente relacionado converso e um dos principais
produtos o metano, que quase totalmente produzido por abstrao de hidrognio.
Isto significa que o rendimento de metano pode ser considerado como uma
65
excelente medida da converso, ou seja, um excelente indicador para o perfil de
temperatura da reao e pode, ento, ser utilizado como um ndice de severidade.
Uma vez que o rendimento de metano no totalmente independente da
presso de reao, outro indicador da severidade, relacionado a este parmetro,
dever ser utilizado. Como exposto anteriormente, o rendimento de metano est
fortemente associado temperatura de reao e quanto maior esta propriedade,
maior o rendimento de metano. No entanto, este no o caso de outras molculas,
tais como o etano. A baixas temperaturas, etano formado principalmente por
reaes de
abstrao de hidrognio do radical etil (energia de ativao de 50
kJ/mol), mas ele tambm pode ser decomposto e formar o eteno, com energia de
ativao de 170 kJ/mol.
Como o radical etil no pode ser decomposto pela quebra
da ligao C-C via ciso , ele s poder gerar etano ou eteno e o rendimento
destes compostos est diretamente relacionado presso parcial deste radical. A
rota de alta temperatura e baixa presso parcial favorecer a gerao de eteno
enquanto que a rota de alta presso parcial e baixa temperatura levar a um maior
rendimento de etano. Ento a razo entre o rendimento de eteno e de etano um
excelente ndice de severidade relacionado presso (VAN GEEM et al., 2005).
O ndice de severidade, definido em funo das condies experimentais ou
operacionais, uma medida direta da severidade do craqueamento trmico, que
define um par temperatura e tempo de residncia, intercambiveis entre si, podendo
ser alterados de modo a manter a severidade do processo (YAN, 1990), conforme
apresentado na equao (87).
E 1
1
SI = exp
R T Tref
(87)
Este ndice de severidade expresso como tempo de residncia equivalente
(ERT), em segundos na temperatura de referncia de 427 C (700 K). A severidade
de um craqueamento, a uma dada temperatura (T) e a um dado tempo de residncia
(), pode ser expressa em termos de ERT, como as equaes (88) e (89):
66
ERT =
kT
k700
E 1
1
kT = k700 exp
R T 700
(88)
(89)
onde k a velocidade especfica de uma reao de primeira ordem e E a energia
de ativao.
O valor de 209,3 kJ/mol (50 kcal/mol) o mais utilizado para o ndice de
severidade e foi determinado para a reao de craqueamento trmico de um gasleo
tpico com 15 tomos de carbono, mas no deve ser utilizado quando o objetivo do
estudo for a formao de coque (YAN, 1990). Para a reao de formao de coque
durante o craqueamento trmico de resduo, Yan (1990) utilizou o valor de 93 kJ/mol
como o mais adequado para energia de ativao. Davis e Farrel (1973), estudando o
craqueamento trmico de parafinas normais e isoparafinas, utilizaram a energia de
ativao de 192 kJ/mol no clculo da severidade do processo. Este foi um valor
mdio das reaes por eles estudadas e corroboradas por outros autores. J Van
Camp e colaboradores (1985) destacam que a temperatura e a presso de
referncia devem ser escolhidas dentro da faixa experimental testada para cada tipo
de carga.
Alm da adaptao do ndice de severidade com relao ao valor da energia
de ativao das reaes envolvidas, Davis e Farrel (1973) ainda incorporaram a
presso como uma varivel a mais a influenciar o ndice de severidade. Na equao
(89) foi introduzido um fator f que considera a influncia da presso e outros efeitos
secundrios na severidade, entretanto os autores notaram ser esta influncia muito
limitada para o nvel de presses utilizados (101 kPa a 170 kPa). Os autores tambm
ressaltam que o efeito da presso poderia ser mais significativo para faixas de
presso mais elevadas.
Van Camp e colaboradores (1985) apresentaram um fator de severidade (FS)
baseado no conceito de volume equivalente de reator para introduzir as condies
experimentais da reao como temperatura e presso:
FS =
kVE
F0
(90)
67
Na equao (90) k a constante de velocidade da reao de craqueamento
trmico, VE o volume de reator equivalente e F0 a vazo molar do reagente. Segundo
Kumar e Kunzru (1985) o volume equivalente de reator (VE) o volume de um reator
ideal que opera em modo perfeitamente isotrmico e isobrico a uma dada
temperatura e presso de referncia em que a converso a mesma verificada num
reator real com seu perfil de temperatura e presso. Neste caso, VE definido como:
VE =
0
E 1
1
exp
dz
R T ref T
pref T
pTref
(91)
onde a seo transversal do reator, p a presso, pref a presso de referncia e z
a coordenada cilndrica do reator. Van Camp e colaboradores (1985) destacam que a
temperatura e a presso de referncia devem ser escolhidas dentro da faixa
experimental. Como se ver adiante, o fator de presso empregado na equao (91)
ser utilizado para melhorar as correlaes entre severidade e rendimento dos lumps
dos dados experimentais obtidos em planta piloto.
Baseando-se nestes ndices de severidade, vrias correlaes podem ser
obtidas para a estimativa dos rendimentos dos produtos e das energias de ativao
das reaes de formao de cada lump. Para projetos industriais, so muito
utilizados os ndices de severidade indiretos, baseados no rendimento de algum
produto ou numa relao entre os rendimentos de produtos.
Kataria e colaboradores (2004) correlacionaram o rendimento dos produtos
com o ndice de severidade, SI (equao (87)), com base numa energia de ativao
de 50 kcal/mol e uma temperatura de referncia de 700 K, bem como nas
propriedades da carga tais como o percentual de saturados (Sa), naftnicos
aromticos (NA), aromticos polares (PA), asfaltenos (As), insolveis em n-pentano
(nC5), resduo de carbono (CCR), teor de enxofre (S) etc. Assim, as equaes (92) a
(96) foram propostas e testadas para prever os rendimentos dos lumps.
As
VR = 100
Sa
0 , 02
nC5
exp 0,0231 +
SI
CCR
(92)
68
VGO = 4,76(SI )
0,5
nC5
S + CCR
LGO = 3,24(SI )
0 , 77
Sa
NA
As
Ga = 0,271(SI )
PA
nC5
G = 0,43(SI )
CCR
0 , 96
(93)
0 ,13
(94)
0 ,19
(95)
0 , 45
(96)
Kataria e colaboradores (2004) desenvolveram ainda correlaes para a
energia de ativao em funo das propriedades da carga; modelos lineares e de lei
de potncia apresentaram resultados satisfatrios na determinao da energia de
ativao de formao de produtos. Para a formao de VGO a partir de VR, a
correlao desenvolvida foi:
nC5
EVGO = 27,67
+ 16,636
S + CCR
(97)
A equao (93) mostra uma forte dependncia entre o rendimento de VGO
com a fase maltenos (solveis em nC5) e que, pela equao (93), a aromaticidade da
carga e o contedo de enxofre reduzem a energia de ativao, visto que este
heterotomo considerado como um bom iniciador das reaes de formao de
radicais livres.
A energia de ativao para a reao de formao de gs a partir do resduo
de vcuo, equao (98), apresentou-se como dependente do teor de asfaltenos,
naftnicos aromticos e aromticos polares, o que sugere que as reaes mais
importantes para a formao de gs so as desalquilaes.
EGAS
As + NA
= 33,59
PA
0 , 33
(98)
69
J para as reaes de formao de gasolina e LGO, as correlaes de
energia de ativao com as propriedades da carga no foram to boas, sendo que,
para a formao de LGO, os autores sequer mostraram uma correlao.
70
3 MATERIAIS E MTODOS
3.1 DESCRIO DO EQUIPAMENTO EXPERIMENTAL
Os dados experimentais foram obtidos de testes realizados em uma planta
piloto de craqueamento trmico, que pode operar como uma planta do tipo furnace
cracking, bastando, para tal, alinhar a fornalha ao reator. As reaes que ocorrem
dentro da fornalha podem ser estudadas, desde que elas sejam imediatamente
interrompidas, por resfriamento, aps a corrente deixar a fornalha. Neste caso, o
estudo das reaes compreende apenas a avaliao do produto efluente da
fornalha, como uma planta de viscorreduo, cujo nvel de converso dos resduos
no to alto. As reaes de craqueamento trmico em reator e at mesmo de
formao de coque no foram estudadas, embora fosse possvel com pequenas
adaptaes da planta piloto.
A planta piloto de craqueamento trmico brando, apresentada na Figura 3.1,
opera em regime contnuo, possui uma capacidade mxima de vazo de carga de
3,0 kg/h e sua fornalha pode ser submetida a temperaturas de, no mximo, 570 C.
Sua presso mxima est limitada em 2.500 kPa.
Toda a planta piloto (equipamentos e linhas) aquecida por resistncias
eltricas e termicamente isolada; cada malha de controle de temperatura possui seu
mdulo de potncia, seu controlador e termopar dedicados, que permitem um
controle estvel desta varivel com pequena amplitude de variao ( 0,5 C).
A unidade possui vlvulas de controle de nvel para seus vasos de separao
de fases, vlvula de controle de presso (variao de 0,5%), medidores de vazo
de nitrognio (erro de 1% no fim de escala), medidores de vazo de gases
efluentes da unidade (erro de 0,2%) e medidor de vazo de carga (variao de
1%). Cada uma destas variveis possui sua malha de controle dedicada, a qual
bem sintonizada garante a estabilidade das variveis.
A carga armazenada em um tanque aquecido para facilitar o seu
escoamento. O tanque de carga fica sobre uma balana que tem como objetivo
71
medir a vazo mssica e atuar no inversor de frequncia da bomba, fazendo o
controle de vazo de carga. A partir do tanque est a linha de suco, uma bomba
de engrenagens e a linha de descarga da bomba. Todo este conjunto tambm
aquecido para que se possa trabalhar com cargas que apresentem altas
viscosidades.
A linha de descarga da bomba leva a carga at as fornalhas. A unidade piloto
conta com duas fornalhas para proporcionar maior flexibilidade operacional, sendo
que ambas podem operar em temperaturas de craqueamento ou somente uma. Nos
testes descritos, a primeira fornalha operou a temperaturas mais baixas que a de
craqueamento trmico, funcionando como um pr-aquecimento da carga.
A fornalha do tipo banho de chumbo, onde uma serpentina helicoidal, com
comprimento de 1,664 m, fica imersa em vaso contendo chumbo metlico. No lado
externo da parede deste vaso encontra-se a resistncia eltrica responsvel pelo
aquecimento de todo o conjunto. O chumbo, acima de sua temperatura de fuso
(327 C), facilita a transmisso de calor, fornecendo tambm grande capacitncia ao
conjunto, isto , grande capacidade de absorver pequenas variaes de energia,
mantendo a temperatura constante, sendo responsvel pelo controle da temperatura
da fornalha. A fornalha pode ser considerada como isotrmica, haver sempre o
fornecimento de energia para a manuteno da temperatura.
Os produtos efluentes da fornalha precisam ser resfriados rapidamente para
que as reaes sejam imediatamente interrompidas, isto feito utilizando-se aletas
metlicas sobre a linha de sada da fornalha, sobre as quais soprado ar
comprimido. Este trocador de calor assegura que os efluentes da fornalha sejam
resfriados a nveis de temperatura onde no so mais verificadas reaes de
craqueamento trmico. Os produtos efluentes da fornalha seguem ento para um
vaso de separao de fases, no fundo deste vaso os produtos pesados so
condensados, passam pela vlvula controladora de nvel e seguem ento para o
recolhimento. Os produtos leves saem pelo topo do vaso e entram em outro vaso
para que a frao gasosa seja separada dos produtos que formam uma fase lquida
leve. Os gases saem deste segundo vaso passando por uma vlvula de controle de
presso, por um sistema de amostragem e seguem para um instrumento medidor e
totalizador de vazo volumtrica. O lquido leve do segundo vaso recolhido aps o
trmino do teste.
Toda a unidade piloto tem controle automtico de suas malhas de
72
temperatura, presso, vazo e nvel feito por controladores do tipo SMAR CD-600,
monitorados por sistema supervisrio (FIX - Intellution), que a interface entre a
planta e quem a opera.
H uma injeo de nitrognio na unidade com o objetivo de auxiliar o controle
de presso, uma vez que em alguns testes a gerao de vapores insuficiente para
que a vlvula de controle de presso atue adequadamente. Esta injeo de
nitrognio feita por um instrumento medidor e controlador com o objetivo de
totalizar a vazo de nitrognio que est entrando na unidade. A vazo de nitrognio
constante faz com que a vlvula de controle de presso atue de forma contnua com
abertura controlada pela sua malha de controle.
PC
FC
Nitrognio
TC
FQ
Anlise
TC
LC
M
Fornalha 1
Fornalha 2
Balana
Bomba
Figura 3.1 Fluxograma simplifiado da planta piloto
O balano material da unidade realizado com as informaes obtidas pelo
sistema supervisrio, que fornece a massa da balana no incio e final do teste e a
totalizao da vazo volumtrica do nitrognio. Os efluentes so constitudos pelo
lquido do fundo do primeiro vaso de separao e o lquido do fundo do segundo
vaso. Este segundo vaso pode formar ou no condensado, dependendo das
variveis de processo empregadas no teste. Estes lquidos so pesados em
balanas e analisados separadamente. A corrente gasosa formada composta pelo
nitrognio que entra na unidade e pelos gases formados na reao de craqueamento
73
trmico. A massa calculada com base na composio fornecida pela anlise de
cromatografia gasosa desta corrente.
Os testes tiveram como critrio de aceitao um rendimento do balano
material compreendido entre 98% e 102%, desde que no houvesse nenhuma outra
incoerncia, como nas anlises dos produtos.
A unidade opera em modo contnuo, podendo realizar tantos testes quantos
forem necessrios, sendo possvel alterar as condies dos testes, como
temperatura de reao, presso e vazo, durante os intervalos entre eles. A cada
alterao nas condies dos testes, a unidade piloto passar por um perodo de
estabilizao, at atingir as novas condies, e de renovao do inventrio dos
vasos onde h acmulo de produtos lquidos, com a finalidade de evitar que os
produtos do teste anterior contaminem o seguinte.
Cada campanha da unidade piloto, onde a planta posta em operao,
chamada de corrida, na qual podem ser realizados tantos testes quanto necessrio.
No entanto, h um limite no tempo de operao da planta, que observado pela
presso diferencial medida entre a entrada e a sada das fornalhas. Ao longo de
cada campanha, esta informao acompanhada e a elevao desta presso
diferencial indica a formao de coque na parede interna da serpentina da fornalha.
Neste caso a unidade deve interromper a operao e ser posta em manuteno para
que no haja obstruo completa da fornalha.
Foram realizados 52 testes, nos quais a temperatura variou entre 440 C e
520 C, a presso entre 446 kPa (50psig) e 1825 kPa (250 psig) e a vazo entre 1,0
kg/h e 3,0 kg/h.
3.2 CARACTERIZAO DAS CARGAS E DOS PRODUTOS
A carga utilizada foi o resduo de vcuo de petrleo Marlim fornecido por uma
refinaria da Petrobras. Mas como os testes requereram um grande volume, foram
fornecidos tambores de carga recolhidos em momentos diferentes, assim cada
batelada de testes precisou ter sua carga analisada separadamente.
As anlises realizadas para a caracterizao da carga so a densidade,
viscosidade, teor de enxofre, teor de nitrognio, teor de asfaltenos, resduo de
74
carbono Ramsbotton, teor de saturados, aromticos, resinas e asfaltenos pelo
mtodo de fracionamento SARA e destilao simulada pelo mtodo modificado HT750.
Para as amostras de gs, realizada a cromatografia gasosa, que determina
a composio desta corrente em seus componentes individuais, permitindo o clculo
da sua massa molar mdia e consequentemente de sua vazo mssica.
3.2.1 Anlise de Densidade
A densidade foi determinada pelo mtodo ASTM D70. Este mtodo utilizado
para a determinao da densidade de materiais betuminosos semisslidos, cimento
asfltico, piches e materiais anlogos, como resduo de vcuo e resduo asfltico. O
ensaio consiste na determinao da densidade relativa 20/4C atravs do
picnmetro de vidro de massa conhecida a 20 C, usando-se uma balana analtica
e um banho de temperatura constante.
3.2.2 Anlise de Viscosidade
A viscosidade foi obtida pelo mtodo ASTM D4402, que realizado em
amostras asflticas por viscosmetro rotacional. Este procedimento utilizado para
medidas de viscosidade aparente de asfalto de 38 C at 260 C em cmara de
temperatura controlada. indicado para materiais com alta viscosidade e estado
semisslido.
3.2.3 Teor de Enxofre
O mtodo ASTM D2622 foi utilizado para a determinao de contedo total de
enxofre. Este mtodo utiliza a tcnica de espectrometria de fluorescncia de raios-X
75
em amostras lquidas de petrleo e de derivados de petrleo, varrendo uma faixa de
teor de enxofre de 3 ppm at 4,6% em massa. Amostras com teor superior a 4,6%
em massa podem ser diludas para que sejam submetidas a este mtodo. Amostras
no estado slido ou similar podem ser solubilizadas em hidrocarbonetos para que
sejam analisadas.
3.2.4 Asfaltenos
A determinao de asfaltenos foi realizada pelo mtodo ASTM D6560, que
quantifica insolveis em n-heptano (INC7). A amostra tratada com n-heptano e os
materiais insolveis, constitudos de asfaltenos, substncias parafnicas e resinas,
so separados por filtrao. Os compostos insolveis so submetidos extrao de
n-heptano a quente, que solubiliza as parafinas e resinas. Os asfaltenos insolveis
so ento quantificados por gravimetria.
3.2.5 Resduo de Carbono Ramsbotton
O resduo de carbono determinado de acordo com o mtodo ASTM D524,
no qual a amostra inserida num bulbo de vidro dotado de uma abertura capilar na
sua extremidade superior. O bulbo colocado numa fornalha com temperatura
controlada de aproximadamente 550 C para que toda a matria voltil seja
evaporada enquanto o material residual, no voltil, sofre reaes de craqueamento
e coqueamento. Aps um determinado perodo de tempo, no qual ocorrem as
reaes, o bulbo retirado da fornalha, resfriado e ento novamente pesado. O
resduo remanescente calculado em termos de percentagem em relao amostra
inicial e reportado como resduo de carbono Ramsbottom.
76
3.2.6 Saturados, Aromticos, Resinas e Asfaltenos (SARA)
Este mtodo tem com finalidade a determinao semiquantitativa de
hidrocarbonetos
saturados,
aromticos,
resinas
asfaltenos
(SARA)
por
cromatografia em camada fina e deteco por ionizao de chama. A tcnica de
separao de grupos de hidrocarbonetos, tal como descrito por Radke, Willsch e
Welte (1980), em coluna cromatogrfica associada deteco e determinao
quantitativa por tcnica de ionizao de chama. Assim os grupos de hidrocarbonetos
saturados, aromticos, resinas e asfaltenos podem ter sua composio relativa
definida.
3.2.7 Teor de Nitrognio
O teor de nitrognio em amostras de derivados de petrleo e leos pesados
foi determinado conforme a metodologia UOP 384, por extrao cida ou
procedimento de Kjeldahl.
3.2.8 Destilao Simulada de Fraes de Petrleo at 750 C
Este mtodo utilizado para a determinao, por cromatografia gasosa, da
curva de destilao simulada de fraes de petrleo at a temperatura de 750 C. O
mtodo da destilao simulada HT-750 segue os mesmos princpios do mtodo
ASTM D2887. O mtodo ainda no possui uma certificao ASTM, mas a tcnica
tem sido usada correntemente pelos refinadores como mtodo rpido para a
determinao de rendimentos de fraes contidas em resduos ou em petrleos
pesados. A restrio que est tcnica impe a de que o ponto inicial de ebulio da
amostra seja de pelo menos 150C.
77
3.3 CONDIES EXPERIMENTAIS
A Tabela 3.1 apresenta o nmero de testes realizados em cada condio
experimental, realizado na planta piloto de craqueamento trmico. Embora as
reaes de craqueamento trmico ocorram em um faixa menor de temperatura,
algumas temperaturas mais elevadas foram includas nas condies experimentais
para que os testes tambm pudessem viabilizar as reaes que ocorrem nas
fornalhas das unidades de coqueamento retardado.
O tempo de residncia () foi determinado em funo da vazo de carga na
entrada da fornalha, a exemplo do que fora feito por Krishna e colaboradores (1988).
A massa especfica da carga () na temperatura da fornalha foi determinada por
simulao computacional utilizando-se o PETROX, simulador de processo da
PETROBRAS. Aps a determinao da massa especfica da carga em cada
condio experimental, o tempo de residncia foi determinado pela equao (99):
Vserp
w
(99)
onde Vserp o volume da serpentina, a massa especfica da carga nas condies
experimentais e w vazo mssica de carga.
Na literatura h uma grande quantidade de tcnicas para o clculo do tempo
de residncia da carga de unidades de craqueamento trmico e coqueamento
retardado nas suas respectivas fornalhas, uma vez que as reaes ocorrem nos
tubos destas fornalhas. Este clculo muito complexo, pois alm da ocorrncia das
reaes, envolve tambm escoamento bifsico e no h, ainda, na literatura um
mtodo bem estabelecido para a determinao deste tempo de residncia.
Metodologias tm sido desenvolvidas envolvendo simulaes complexas como as
propostas, como por exemplo, por Sugaya (1994), Mateus (2008) e Mateus e
Gualdrn (2010).
78
Tabela 3.1 Condies experimentais e nmeros de testes
Presso (kPa)
Temperatura (C)
Vazo (kg/h)
Testes
440
470
495
500
510
520
440
470
470
470
495
500
500
500
510
520
440
470
495
500
510
520
440
470
490
500
510
520
446
618
1136
1825
As equaes de converso de resduo (reagente) e de rendimento dos lumps
esto definidas nas equaes (100) e (101).
Converso de Resduo (%) =
[(massa_resduo ) (massa_resduo )] 100
(massa_resduo )
carg
prod
carg
(100)
79
Rendimento em lump (%) =
[(massa lump ) (massa lump )] 100
(massa_resduo )
prod
carg
(101)
carg
Estas foram as equaes utilizadas para o modelo de quatro reaes em
paralelo. No entanto, foi tambm testado o modelo de cinco reaes sendo as quatro
primeiras as mesmas reaes do modelo anterior e a quinta, a reao em srie de
gasleo pesado sendo convertido em gasleo leve.
3.4 ESTIMAO DE PARMETROS E DE CORRELAES
Conforme a metodologia adotada, foram definidas cinco fraes (lumps),
sendo elas o gs, nafta, gasleo leve, gasleo pesado e resduo, que so
caracterizadas pelos seus respectivos pontos de ebulio apresentados na Tabela
3.2.
Tabela 3.2 Lumps
Lump
Sigla
Gs
Propriedade ponto de ebulio (PE)
Gases at C4
Nafta
Lquidos com PE at 150 C
Gasleo Leve
GOL
150 C a 400 C
Gasleo Pesado
GOP
400 C a 525 C
Resduo
Res
acima de 525 C
Dois modelos reacionais foram testados, o primeiro envolvendo quatro
reaes em que o resduo convertido em gs, nafta, gasleo leve e gasleo
pesado cujo esquema reacional est apresentado na Figura 3.2.
80
GS
k1
k2
RESDUO
NAFTA
k3
GOL
k4
GOP
Figura 3.2 Modelo reacional de quatro reaes
As equaes de balano para reagente e produtos na unidade de
craqueamento trmico foram resolvidas considerando as reaes como de primeira
ordem, de acordo com as seguintes expresses de taxa de reao:
dwRes
= (k1 + k2 + k3 + k4 )wRes
d
(102)
dwG
= k1wRe s
d
(103)
dwN
= k2 wRe s
d
(104)
dwGOL
= k3 wRe s
d
(105)
dwGOP
= k4 wRe s
d
(106)
onde o tempo espacial, w a frao mssica do lump e k a velocidade
especfica da reao. O efeito da temperatura sobre as velocidades especficas de
reao foi representado pela equao de Arrhenius parametrizada na forma:
81
T
ki = exp ai + b1 1 R
T
(107)
onde i a reao especfica para cada lump e TR a temperatura de referncia,
definida como o valor central da faixa avaliada nos experimentos (753 K). Os
parmetros ai e bi so parmetros ajustveis que esto diretamente relacionados ao
fator pr-exponencial (k0), energia de ativao aparente (Ei) e a constante universal
dos gases (R) pelas equaes (108) e (109).
(108)
Ei = RTR bi
k0 i = exp(bi ai )
(109)
Essa forma da equao de Arrhenius permite a estimao de parmetros
menos correlacionados entre si. Os parmetros do modelo cintico foram estimados
a partir dos dados experimentais atravs de um procedimento numrico hbrido, que
combina um mtodo heurstico de otimizao (enxame de partculas) com um
mtodo determinstico (Gauss-Newton), visando minimizao da funo objetivo de
mnimos quadrados ponderados, FO, (SCHWAAB et al., 2008) equao (110):
NE NY
FO =
i
(y
c
ij
yije
(110)
2
ij
onde NE o nmero de experimentos, NY o nmero de variveis dependentes
(nmero de lumps cujas concentraes so medidas), o ndice e refere-se a
variveis medidas e o ndice c refere-se a variveis calculadas pelo modelo.
Com base nos conjuntos de rplicas mostrados na Tabela 3.1, foram
calculadas as varincias das fraes mssicas de cada lump produzido pelo
craqueamento trmico. Para condies nas quais no foram feitas rplicas, foi
considerada uma varincia relativa mdia, obtida a partir das demais condies. Os
82
intervalos de confiana dos parmetros estimados foram calculados para um nvel de
confiana de 95%.
Alm do esquema reacional mais simples (4 reaes paralelas), foi testado
tambm a reao consecutiva mais importante dentre as consideradas por Kataria e
colaboradores (2004), conforme apresentado na Figura 3.3. Isso aumentaria a
probabilidade de o modelo resultante ser estatisticamente significativo, o que no foi
verificado. Como a anlise estatstica aponta que essa reao no necessria para
representar os dados experimentais dentro de seu erro, as outras reaes
consecutivas, tambm no so necessrias, pois as quantidades de gs e nafta no
produto so muito pequenas e sujeitas a erros relativos maiores.
GS
k1
k2
RESDUO
NAFTA
k3
GOL
k4
k5
GOP
Figura 3.3 Modelo reacional com cinco reaes
Neste caso as reaes (105) e (106) so reescritas como:
dwGOL
= k3 wRe s + k5 wGOP
d
dwGOP
= k4 wRe s k5 wGOP
d
(111)
(112)
83
A exemplo do estudo de Kataria e colaboradores (2004) foram desenvolvidas,
neste estudo, correlaes para a previso da converso da carga e rendimento dos
lumps, utilizando o ndice de severidade. Os parmetros foram estimados utilizandose o mesmo programa computacional, ESTIMA, tambm utilizado para a estimao
dos parmetros cinticos. No desenvolvimento destas correlaes, foram testadas
equaes que levam em considerao as propriedades da carga explicitamente,
equaes que no explicitam estas propriedades e correlaes corrigidas por um
fator de presso.
O ndice de severidade utilizado foi o mesmo que Kataria e colaboradores
(2004) usaram, mas com as condies de referncia diferentes, levando em
considerao as condies experimentais em que os teses foram realizados.
Como os estudos da literatura no incluram a presso como varivel
analisada nos estudos de craqueamento trmico, esta varivel no fora considerada
no desenvolvimento de correlaes. J neste trabalho, o craqueamento trmico foi
estudado em vrios nveis de presso e sua influncia na converso de resduo e no
rendimento dos lumps foi verificada. Desta forma, as correlaes para prever o
rendimento das fraes e a converso de carga deveriam incluir a presso.
Como ser mostrado adiante, o ndice de severidade foi modificado com a
incluso de um fator de presso para que as correlaes fossem adequadas. Assim
um ndice de severidade modificado foi introduzido nas correlaes.
84
4 RESULTADOS E DISCUSSO
4.1 CARACTERIZAO DAS CARGAS
A caracterizao das cargas dos diferentes conjuntos de testes realizados na
planta piloto de craqueamento trmico encontra-se na Tabela 4.1. Cada corrida
corresponde a um conjunto de testes realizados em determinado perodo de tempo
em que as diversas condies operacionais foram avaliadas.
Tabela 4.1 Caracterizao das cargas
Anlise
Mtodo
Densidade 20/4C
Densidade (API)
Viscosidade (mPa.s)
Viscosidade (mPa.s)
Viscosidade (mPa.s)
Enxofre (% m/m)
Nitrognio (% m/m)
Asfaltenos (% massa)
Resduo de Carbono
Ramsbotton (% m/m)
Saturados (% m/m)
Aromticos (% m/m)
Resinas (% m/m)
Asfaltenos (% m/m)
IBP (C)
10% vaporizado (C)
20% vaporizado (C)
30% vaporizado (C)
40% vaporizado (C)
50% vaporizado (C)
60% vaporizado (C)
70% vaporizado (C)
80% vaporizado (C)
90% vaporizado (C)
FBP (C)
Gs (% m/m)
Nafta (% m/m)
GOL (% m/m)
GOP (% m/m)
Resduo (% m/m)
ASTM D70
ASTM D70
ASTM D4402
ASTM D4402
ASTM D4402
ASTM D1552
UOP 384
ASTM D6560
ASTM D-524
SARA
SARA
SARA
SARA
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
DS HT-750
Corrida 1
Corrida 2
Corrida 3
Corrida 4
1,019
1,021
1,009
1,036
6,8
6,6
8,2
4,6
11924 (100C) 15286 (100C) 2572 (120C) 20468 (100C)
5103 (110C) 2970 (120C) 1315 (130C) 1337 (135C)
2407 (120C) 1082 (135C) 431,6 (150C) 638 (150C)
0,88
1,00
1,02
1,06
1,02
1,09
0,99
1,03
7,98
8,24
7,66
9,0
19,0
18,6
18,1
20,7
4,2
42
33
22
405,8
546,5
573,2
595,6
618,1
641,4
667,0
695,8
730,2
750 (85%)
0
0
0,00
5,14
94,86
4,4
44
30
22
363,8
535,6
568,6
594,4
619,6
646,0
677,4
717,2
750 (75%)
0
0
0,78
6,99
92,23
3,4
40
36
22
385,2
546
576,2
601,6
626,6
652,6
684,8
712,6
741,4
750 (82%)
0
0
0,29
5,36
94,34
3,4
39
28
30
403,2
543,3
575,4
601,4
626,8
652,8
681,7
710,3
743,7 (79%)
0
0
0,00
5,83
94,17
85
4.2 CRAQUEAMENTO TRMICO DE RESDUO
O rendimento dos lumps dos testes so apresentados na Tabela 4.2.
Tabela 4.2 Condies experimentais, balano material e composio dos efluentes
Corrida/ Presso
(kPa)
teste
01/01
446
01/02
446
01/03
446
01/04
446
01/05
446
01/06
618
01/07
618
01/08
618
01/09
618
01/10
618
01/11
618
01/12
618
01/13
1136
01/14
1136
01/15
1136
01/16
1136
01/17
446
01/18
618
02/01
618
02/02
618
02/03
1136
02/04
446
02/05
618
02/06
618
02/07
618
02/08
1136
02/09
446
02/10
618
02/11
1136
02/12
446
02/13
618
02/14
618
02/15
618
02/16
1136
02/17
446
02/18
618
02/19
1136
02/20
446
02/21
618
02/22
1136
03/01
618
03/02
1825
03/03
618
03/04
1825
03/05
1825
03/06
618
03/07
1825
03/08
618
03/09
1825
03/10
618
03/11
1825
04/01
446
* BM: Balano Material
Temperatura
(C)
440
440
470
500
520
440
470
510
520
470
470
470
440
470
500
510
495
495
470
440
440
470
470
470
470
470
495
495
495
500
500
500
500
500
510
510
510
520
520
520
440
440
470
470
490
500
500
510
510
520
520
520
Vazo
(kg/h)
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
1,0
3,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
1,0
3,0
2,0
2,0
2,0
2,0
2,0
2,0
1,0
3,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
BM* (%)
102
100
101
101
100
102
101
99
100
101
102
101
102
101
100
102
102
101
99
100
100
100
99
100
100
100
99
100
100
99
99
98
100
100
100
100
100
99
100
99
100
100
101
100
98
99
98
99
99
98
99
100
Gs
(% m/m)
0,0
0,0
0,0
0,1
0,5
0,0
0,0
0,3
0,5
0,0
0,0
0,1
1,5
0,0
0,2
0,5
0,3
0,3
0,1
0,04
0,0
0,2
0,0
0,5
0,2
0,1
0,6
0,6
0,6
0,6
0,8
1,1
0,4
0,4
0,6
0,7
0,8
0,9
0,9
1,1
0,0
0,0
0,0
0,0
0,0
0,5
0,0
0,3
0,1
0,6
0,6
0,6
Nafta
(% m/m)
0,0
0,0
0,0
0,02
0,1
0,0
0,0
0,3
0,5
0,0
0,04
0,04
1,4
0,0
0,5
1,3
0,1
0,1
0,1
0,01
0,0
0,02
0,0
0,1
2,1
0,02
0,1
0,2
0,5
0,1
0,1
0,9
0,1
0,1
0,5
0,3
0,5
0,3
0,5
0,7
0,0
0,0
0,0
0,0
0,0
0,3
1,4
1,0
0,04
0,2
1,0
1,3
GOL
(% m/m)
1,7
1,5
2,1
3,9
5,4
1,0
2,0
5,2
7,0
1,7
3,5
1,5
1,4
2,9
5,3
7,1
3,7
5,2
4,8
2,6
2,7
4,0
4,2
5,7
2,7
5,1
6,3
6,8
8,1
6,8
7,3
10,6
5,3
5,3
7,3
8,7
9,9
9,7
10,8
12,5
2,4
1,9
4,3
5,0
7,6
7,1
8,4
7,5
10,5
9,3
13,0
6,6
GOP
(% m/m)
6,1
5,8
7,8
10,6
11,8
6,1
8,4
13,7
15,3
8,0
11,0
7,7
7,3
9,5
13,7
19,4
11,2
13,0
11,8
8,5
8,5
10,0
10,7
11,7
8,8
10,8
11,8
12,0
13,3
12,1
12,7
15,0
10,7
10,7
11,9
14,0
14,0
14,4
15,1
16,4
8,7
7,5
9,6
10,9
12,9
11,7
12,3
11,8
14,9
14,3
16,2
12,9
Res
(% m/m)
92,3
92,7
90,1
85,3
82,2
92,9
89,5
80,5
76,8
90,3
85,5
90,6
88,5
87,6
80,3
71,7
84,8
81,5
83,3
88,9
88,9
85,8
85,1
82,0
86,2
83,9
81,2
80,4
77,5
80,3
79,1
72,3
83,4
83,4
79,7
76,3
74,8
74,7
72,7
69,3
88,9
90,6
86,1
84,1
79,5
80,3
77,9
79,5
74,5
75,6
69,2
78,6
86
Na Tabela 4.2 so apresentados os testes realizados e, dentre eles, muitas
condies experimentais possuem rplicas, a partir das quais a varincia foi
calculada. O valor da varincia calculado para as rplicas foi extrapolado para os
testes sem rplicas, mas que possuam alguma condio semelhante, tais como
mesma temperatura ou presso ou vazo.
As Figuras 4.1 a 4.4 ilustram as converses do resduo (% mssico) em
funo da temperatura para cada presso avaliada. A converso do resduo foi
calculada conforme a equao (100).
30
Converso (%)
25
20
16,31
13,63
15
11,32
11,48
10
6,00
5
2,50
0
440
470
495
500
510
520
Temperatura (C)
Figura 4.1 Converso do resduo em funo da temperatura a 446 kPa
30
25
20,03
Converso (%)
20
13,49
15
10
5
14,61
16,08
7,30
3,83
0
440
470
495
500
510
Temperatura (C)
Figura 4.2 Converso do resduo em funo da temperatura a 618 kPa
520
87
30
24,84
25
Converso (%)
21,69
20
16,03
15,86
15
10
5
8,33
4,10
0
440
470
495
500
510
520
Temperatura (C)
Figura 4.3 Converso do resduo em funo da temperatura a 1136 kPa
35
30
26,70
25
Converso (%)
21,08
20
17,45
15,76
15
10,88
10
5
3,97
0
440
470
490
500
510
520
Temperatura (C)
Figura 4.4 Converso do resduo em funo da temperatura a 1825 kPa
Nas Figuras 4.1 a 4.4 observou-se, como esperado, que o aumento da
temperatura resultou no aumento da converso do resduo. Verificou-se tambm
uma pequena inconsistncia nos valores de converso nas temperaturas de 495 e
500 C na Figura 4.3. Isto pode ser atribudo pequena diferena de temperatura, o
que pode gerar converses muito semelhantes que acabariam por ter sua diferena
prxima ao limite de preciso do mtodo analtico.
88
Os erros apresentados nos grficos foram obtidos da condio experimental
com maior nmero de rplicas (cinco). Considerando que os dados experimentais
apresentam uma distribuio normal com um intervalo de confiana de 95%, os erros
calculados para a condio experimental com cinco rplicas foram assumidos para
os outros conjuntos de dados, pois so erros que se repetem em todas as condies
experimentais. O clculo do erro feito pela seguinte frmula:
(113)
Erro = 1,96
onde o desvio padro.
A influncia de outro parmetro da severidade, como definida por Davis e
Farrel (1973) e por Shu e Ross (1979), o tempo de residncia, apresentada na
Figura 4.5, mas em funo de vazo de carga na entrada da fornalha. Esses dois
parmetros so utilizados no clculo da severidade da reao de craqueamento
trmico.
Estes efeitos foram estudados por Davis e Farrel (1973) que definiram a
severidade (SI) em temperatura uniforme como sendo a extenso do craqueamento
trmico que ocorre no sistema no tempo de residncia de um segundo. Esta
extenso do craqueamento pode ser definida de diversas formas, dependendo do
emprego e das reaes estudadas; de uma maneira geral, a converso ou
rendimento dos compostos envolvidos na reao so definidos como sendo uma
funo da severidade. A severidade pode ser relacionada ao percentual de
decomposio
de
etano,
no
craqueamento
de
gs,
com
rendimento
de
hidrocarbonetos de at trs tomos de carbono no craqueamento de lquido ou, no
caso de craqueamento de resduo de petrleo, mais especificamente ao rendimento
de produtos mais leves.
89
30
470C
500C
Converso (%)
25
21,61
20
14,61
15
10,53
9,58
10
7,30
5,52
5
0
1,0
2,0
3,0
Vazo (kg/h)
Figura 4.5 Converso de resduo em funo da vazo e da temperatura a 618 kPa
As Figuras 4.6 a 4.9 apresentam os rendimentos dos produtos em funo da
temperatura.
12
Rendimento (%)
10
8
GS
NAFTA
GOL
GOP
6
4
2
0
440
470
495
500
510
Temperatura (C)
Figura 4.6 Rendimento dos lumps em funo da temperatura a 446 kPa
520
90
12
Rendimento (%)
10
8
GS
NAFTA
GOL
GOP
6
4
2
0
440
470
495
500
510
520
Temperatura (C)
Figura 4.7 Rendimento dos lumps em funo da temperatura a 618 kPa
20
GS
NAFTA
Rendimento (%)
16
GOL
GOP
12
8
4
0
440
470
495
500
510
Temperatura (C)
Figura 4.8 Rendimento dos lumps em funo da temperatura a 1136 kPa
520
91
30
GS
Rendimento (%)
25
20
NAFTA
GOL
GOP
15
10
5
0
440
470
490
500
510
520
Temperatura (C)
Figura 4.9 Rendimento dos lumps em funo da temperatura a 1825 kPa
H uma dificuldade experimental na medio da quantidade de gs e de nafta.
A quantidade de gs gerada muito pequena e misturada vazo de nitrognio
que entra na unidade para auxiliar no controle de presso da planta piloto. Os baixos
nveis de gerao de gases esto localizados prximos ao limite inferior da faixa de
deteco da tcnica cromatogrfica e tambm prximos ao erro do medidor e
controlador de vazo de nitrognio. A nafta, produto mais leve que sai na mistura
lquida efluente da planta piloto, tambm tem sua medio dificultada, pois a tcnica
cromatogrfica empregada mais adequada para produtos pesados (destilao
simulada para produtos com ponto final de ebulio at 750C - HT-750).
A
presso,
que
tambm
constitui uma
varivel da
severidade do
craqueamento, apresenta efeito sobre a reao, conforme pode ser visto na Figura
4.10.
92
35
446 kPa
Converso (%)
30
25
618 kPa
1136 kPa
1825 kPa
20
15
10
5
0
440
470
500
510
520
Temperatura (C)
Figura 4.10 Converso do resduo em funo da presso para uma vazo de 2 kg/h
Conforme destacaram Takatsuka, Kajiyama e Hashimoto (1989), as reaes
de craqueamento trmico de fraes de petrleo ocorrem predominantemente na
fase lquida, sendo desprezveis as reaes na fase vapor. Assim, o aumento da
presso tem como efeito, manter condensada uma parte dos hidrocarbonetos e,
desta forma, proporcionar um tempo de residncia maior a estes hidrocarbonetos
para que possam reagir. Sob uma presso menor, vaporizada, alm das fraes
mais leves, uma parte das fraes mais pesadas, retirando-a do meio reacional,
portanto esperada uma menor converso do resduo a presses reduzidas. Assim,
a diminuio da presso reduz o rendimento nas fraes em virtude da vaporizao
dos reagentes, conforme apresentado na Figura 4.11.
Este comportamento tambm poderia ser explicado em funo da temperatura
atmosfrica equivalente dos produtos do craqueamento, conforme apresentado por
Takatsuka, Kajiyama e Hashimoto (1989), uma vez que, a altas presses, a
temperatura atmosfrica equivalente seria maior do que a temperatura do
craqueamento em si. Analisando-se ainda o par temperatura-presso, pode-se
verificar, na Figura 4.10, que estas duas variveis contribuem para o aumento da
converso do resduo no craqueamento trmico.
93
A Figura 4.11 apresenta os rendimentos dos produtos em funo da presso a
520 C. Os rendimentos dos lumps gs e nafta foram somados por serem muito
menores que os demais.
20
446 kPa
618 kPa
Rendimento (%)
16
1136 kPa
1825 kPa
12
8
4
0
GAS + NAFTA
GOL
GOP
Lumps
Figura 4.11 Rendimento dos lumps a 520 C
Nota-se a tendncia de aumento do rendimento dos lumps com o aumento da
presso. No entanto, a presso no altera a distribuio dos lumps no produto.
A seletividade pode ser calculada pela razo entre o rendimento dos lumps e
a converso do resduo, conforme a Equao (114).
Converso Res =
(massa Res massa Res ) 100
(massa Res )
(100)
(massa lump massa lump ) 100
(massa Res )
(101)
Carg
Prod
Carg
Rendimento lump =
Prod
Carg
Carg
Seletividade do lump =
Rendimento lump (massa lumpProd massa lumpCarg )
=
(massa ResCarg massa ResProd ) 100
Converso Res
(114)
94
A seletividade ento pode ser obtida a partir do grfico de rendimento de
lumps versus converso de resduo, sendo o coeficiente angular das retas de cada
lump apresentado na Figura 4.12.
15
GOL
y = 0,498x - 0,261
R = 0,967
Rendimento dos lumps (% m/m)
GOP
12
GAS+NAFTA
y = 0,427x + 0,502
R = 0,935
6
y = 0,076x - 0,240
R = 0,542
0
0
10
15
20
25
30
Converso de Resduo (% m/m)
Figura 4.12 Rendimentos dos lumps em funo da converso de resduo
O perfil dos rendimentos de GOL e GOP em funo da converso do resduo
linear. Essas retas apresentaram um bom coeficiente de determinao. J a soma
dos lumps gs e nafta apresentaram coeficiente de determinao muito baixo. Isso
pode ser atribudo s dificuldades experimentais relacionadas medio de gs e
nafta mencionadas anteriormente.
Estudos mostram que a presso tem efeito na composio do efluente da
fornalha de craqueamento sem, no entanto, alterar a seletividade do processo
(SOARES; BORGES, 2010). Alm da presso, a temperatura e o tempo de
residncia tambm no alteram a seletividade do craqueamento trmico, conforme
pode ser visto na Figura 4.12. A seletividade influenciada pelas propriedades da
carga (KATARIA et al., 2004), embora no possa ser visto neste estudo. A reduzida
quantidade de lumps tambm dificultaria a visualizao de alteraes na seletividade
em funo da severidade dos experimentos. Como exemplo, pode-se citar o
rendimento de metano que serve como ndice de severidade relacionado
95
temperatura (VAN GEEM et al., 2005). Em altas temperaturas, o metano formado,
principalmente pela converso dos radicais menores, principalmente o etil. Neste
caso a seletividade para o metano aumentou, no entanto, os dois compostos
encontram-se no mesmo lump e, ento, nenhuma alterao na seletividade seria
verificada.
4.3 ESTIMAO DE PARMETROS CINTICOS
Os dados experimentais obtidos em planta piloto foram avaliados no programa
computacional ESTIMA (NORONHA et al., 1993; SCHWAAB et al., 2008) que utiliza
o mtodo de Enxame de Partculas e o mtodo Gauss-Newton para a determinao
dos parmetros cinticos da reao de craqueamento trmico, bem como de seus
intervalos de confiana. Foram considerados dois modelos descritos na literatura. O
primeiro divide os compostos em cinco fraes (lumps) e considera cinco reaes de
formao de produtos, sendo quatro de converso do resduo em derivados mais
leves e uma de formao de gasleo leve a partir do gasleo pesado (Figura 4.13).
O segundo modelo considera apenas as quatro primeiras reaes, desprezando a
reao em srie de converso do gasleo pesado (Figura 4.14).
GS
k1
k2
RESDUO
NAFTA
k3
GOL
k4
k5
GOP
Figura 4.13 Modelo reacional constitudo de cinco reaes
96
GS
k1
k2
RESDUO
NAFTA
k3
GOL
k4
GOP
Figura 4.14 Modelo reacional constitudo de quatro reaes
Segundo Kataria e colaboradores (2004), os produtos gs, gasolina e gasleo
leve, que correspondem aproximadamente aos respectivos lumps deste trabalho,
so estveis, ou seja, no sofrem craqueamento secundrio, no sendo assim
necessrio considerar converso destes produtos em produtos mais leves.
Para o modelo de quatro reaes apresentado na Figura 4.14 as equaes de
velocidade so as seguintes:
rG = k1CRe s
(115)
rN = k2CRe s
(116)
rGOL = k3CRe s
(117)
rGOP = k4CRe s
(118)
( rRes ) = (k1 + k2 + k3 + k4 ) CRes
ou ( rRes ) = kGlobal C Res
(119)
Para o modelo de cinco reaes (Figura 4.13) os parmetros relativos
velocidade especfica da reao de GOP a GOL (k5) no apresentaram significncia
estatstica nas condies operacionais testadas.
Segundo Takatsuka e colaboradores (1989), Yasar e colaboradores (2001) e
Kataria e colaboradores (2004), a reao GOP GOL apresenta uma taxa menor
quando comparada com as demais. Vrios autores tambm no consideraram a
reao de GOP a GOL em seus modelos. Embora no tenha sido possvel
determinar os parmetros cinticos das reaes em srie, por no se mostrarem
97
estatisticamente significativos, essas reaes vo influenciar alguns resultados,
como ser discutido adiante.
Para o segundo modelo (Figura 4.14) todos os parmetros cinticos
estimados apresentaram significncia estatstica em quase todas as condies
experimentais. Os parmetros foram determinados para cada reao de formao
dos produtos individualmente bem como para a reao global de converso de
resduo em produtos (Figura 4.15), em quatro nveis de presso, visto que a
modelagem cintica adotada no considerou explicitamente o efeito da presso.
Global
RESDUO K
PRODUTOS
Figura 4.15 Modelo para reao global de converso de resduo em produtos
A converso de resduo foi analisada separadamente para cada presso
(conforme apresentado pelas Figuras 4.6 a 4.9) e seus parmetros cinticos tambm
foram determinados individualmente com a presso utilizando programa ESTIMA. O
tempo de residncia foi determinado como funo da vazo de carga na entrada da
fornalha, conforme Krishna e colaboradores (1988).
Os parmetros cinticos para as reaes de converso de resduo em lumps
a 446 kPa, esto apresentados na Tabela 4.3.
Tabela 4.3 Parmetros cinticos estimados para as reaes a 446 kPa
Reaes
1
2
3
4
Global
Res G
Res N
Res GOL
Res GOP
Res Prod
ln k0
1,26 0,81
3,49 1,3
-1,65 0,14
-1,53 0,10
-2,30 0,10
27,1 18
61,2 46
15,4 2,7
22,0 2,8
19,2 2,1
25,8
57,7
17,0
23,6
21,5
Eat
(kJ/mol)
170 110
383 290
96 17
138 17
120 13
-1
k (min )
a 753 K
-3
4,72x10
-4
5,10x10
-2
8,70x10
-2
7,72x10
-1
1,66x10
Pode-se observar na Tabela 4.3 que a constante de velocidade para a reao
de formao de nafta cerca de uma ordem de grandeza menor que a de gs a 753
K, sendo a reao de formao de nafta a mais lenta de todas. Para as reaes de
formao destes lumps mais leves a faixa de confiana do parmetro b ficou muito
grande, o que diminui a significncia estatstica desse parmetro, no sendo possvel
98
fazer comparaes das energias de ativao que dependem fundamentalmente do
parmetro b. Isto se deve s pequenas quantidades formadas destes lumps. As
energias de ativao para a formao do gasleo leve e gasleo pesado apresentam
valores prximos e dentro da faixa mais usualmente encontrada na literatura que
varia de 100 a 280 kJ/mol, conforme Kataria e colaboradores (2004) e Singh e
colaboradores (2005). A mesma observao pode ser feita em relao reao
global pois ela constituda, principalmente, pelas reaes de formao de GOL e
GOP, os principais produtos do craqueamento trmico.
A Figura 4.16 apresenta a qualidade do ajuste do modelo de lei de potncias
de primeira ordem aos dados experimentais a 446 kPa.
Concentrao prevista (% m/m)
100
GS
NAFTA
GOL
GOP
RESDUO
80
60
20
40
15
10
20
5
0
10
15
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.16 Ajuste do modelo de lei de potncias aos dados experimentais a 446 kPa, coeficiente
de correlao (R) para gs de 0,64, para nafta de 0,41, para GOL de 0,83, para GOP de 0,91 e para
resduo de 0,92
Pode-se observar na Figura 4.16 que, para as concentraes de gs e nafta,
que apresentaram valores pequenos, a qualidade do ajuste no foi muito ntida, pois
os pontos esto concentrados em uma faixa muito pequena at mesmo no detalhe
ampliado, tambm apresentando um baixo coeficiente d e correlao. J para as
concentraes de gasleo leve e gasleo pesado a qualidade do ajuste foi boa,
considerando os coeficientes de correlao. Xiao e colaboradores (2002) atriburam
99
a impreciso dos parmetros s reaes secundrias, que contribuem para formao
de derivados, mas foram desprezadas na modelagem cintica.
A reao global de converso de resduo em produtos apresentou uma boa
qualidade de ajuste conforme apresentado na Figura 4.17.
100
Concentrao prevista (% m/m)
PRODUTOS
RESDUO
80
60
40
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.17 Ajuste do modelo para a reao global a 446 kPa, coeficiente de correlao (R) de
0,93
Os parmetros cinticos para as reaes de converso de resduo em lumps e
para a reao global de converso de resduo em produtos a 618 kPa, esto
apresentados na Tabela 4.4.
Tabela 4.4 Parmetros cinticos estimados para as reaes a 618 kPa
Reaes
1
2
3
4
Global
Res G
Res N
Res GOL
Res GOP
Res Prod
ln k0
1,50 0,29
2,70 0,44
-1,86 0,10
-1,74 0,08
-2,57 0,08
35,3 7,8
48,2 11
19,0 3,5
19,5 2,0
18,2 2,5
33,8
45,5
20,9
21,3
20,8
Eat
(kJ/mol)
221 49
302 69
119 22
122 13
114 16
-1
k (min )
a 753 K
-3
3,73x10
-3
1,12x10
-1
1,08x10
-2
9,52x10
-1
2,18x10
Pode-se observar na Tabela 4.4 que as energias de ativao das reaes de
formao de nafta e gs so significativamente maiores que as dos lumps GOL e
100
GOP sendo as primeiras reaes mais lentas que as outras duas, o que
confirmado pelas ordens de grandeza das constantes das taxas. As energias de
ativao de para a formao do GOL e GOP foram semelhantes e dentro da faixa
mais usualmente encontrada na literatura que varia de aproximadamente 100 a 280
kJ/mol. A reao global de converso do resduo em produtos tambm apresentou
valores prximos aos apresentados pela literatura.
As Figuras 4.18 e 4.19 apresentam a qualidade do ajuste do modelo de lei de
potncias aos dados experimentais a 618 kPa.
Concentrao prevista (% m/m)
100
GS
NAFTA
GOL
GOP
RESDUO
80
60
20
40
15
10
20
5
0
10
15
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.18 Ajuste do modelo de lei de potncias aos dados experimentais a 618 kPa, R para gs
de 0,58, para nafta de 0,06, para GOL de 0,86, para GOP de 0,87 e para resduo de 0,93
De modo geral, o modelo testado para a reao a 618 kPa apresentou um
bom ajuste. As concentraes de gs e a nafta se situam perto da origem e no
podem ser bem avaliadas, isto se deve s baixas concentraes destes lumps e s
dificuldades experimentais em suas medies.
Segundo Kataria e colaboradores (2004), a razo mssica entre gs e
gasolina gerados numa unidade industrial varia de 1:1 a 1:1,5. No entanto para os
experimentos realizados em planta piloto pelos autores, esta relao foi, no mximo,
101
igual a 1:1,1 o que foi atribudo difcil separao a gasolina do resduo durante a
destilao, que resulta em erros na quantificao desta frao.
100
Concentrao prevista (% m/m)
PRODUTOS
RESDUO
80
60
40
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.19 Ajuste do modelo para a reao global a 618 kPa, R = 0,92
Na Tabela 4.5 esto apresentados os parmetros cinticos estimados para as
reaes de converso de resduo em lumps e para a reao global de converso de
resduo em produtos a 1136 kPa.
Tabela 4.5 Parmetros cinticos estimados para as reaes a 1136 kPa
Reaes
1
2
3
4
Global
Res G
Res N
Res GOL
Res GOP
Res Prod
ln k0
2,00 1,2
2,74 1,1
-1,80 0,10
-2,19 0,13
-2,82 0,06
54,8 35
70,7 26
10,2 3,8
16,9 3,8
15,6 1,1
52,8
67,9
12,0
19,1
18,4
Eat
(kJ/mol)
343 216
442 165
64 24
106 24
98 7
-1
k (min )
a 753 K
-3
2,25x10
-3
1,08x10
-1
1,01x10
-1
1,49x10
-1
2,80x10
Pode-se verificar na Tabela 4.5 o elevado valor da energia de ativao para a
reao de formao de nafta, indicando ser esta reao a menos favorvel, fato
corroborado pelas velocidades especficas. A reao de formao de gs tambm
102
muito pouco favorecida, a exemplo da reao de formao de nafta, com relao
formao dos dois outros lumps, GOL e GOP, como se conclui da menor ordem de
grandeza das velocidades especficas para gs e nafta. De acordo com Kataria e
colaboradores (2004), as reaes de quebra da ligao C-C prevalecem sobre as
reaes de desalquilao, o que pode ser confirmado pelo fato de as energias de
ativao de formao de GOL e GOP serem menores que estimadas para a
formao de nafta.
possvel observar nesta Tabela 4.5 que a reao de GOL alcanou o seu
menor valor de energia de ativao justamente a nveis de presso maiores. Isso
pode ser atribudo pela maior ocorrncia de reao de formao de GOL a partir de
GOP. Uma vez que, em presses maiores, o GOP deve permanecer na fase lquida
aumentando o seu tempo de residncia na fornalha e consequentemente sua
probabilidade de transformao em GOL.
As Figuras 4.20 e 4.21 apresentam a qualidade do ajuste do modelo de lei de
potncias aos dados experimentais a 1136 kPa.
Concentrao prevista (% m/m)
100
GS
NAFTA
GOL
GOP
RESDUO
80
60
20
40
15
10
20
5
0
10
15
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.20 Ajuste do modelo de lei de potncias aos dados experimentais a 1136 kPa, R para gs
de 0,18, para nafta de 0,10, para GOL de 0,85, para GOP de 0,67 e para resduo de 0,84
103
100
Concentrao prevista (% m/m)
PRODUTOS
RESDUO
80
60
40
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.21 Ajuste do modelo para a reao global a 1136 kPa, R = 0,84
Nestas figuras possvel notar uma disperso um pouco maior que nas
anteriores, o que pode ser atribudo ao fato de que o modelo cintico empregado
(com quatro reaes em paralelo) no considera o efeito da presso na diminuio
da frao vaporizada dentro da fornalha e, consequentemente, no prev o
favorecimento de reaes consecutivas. No entanto, sabido que a presso
influencia a converso do resduo.
Na Tabela 4.6 so apresentados os parmetros cinticos estimados para as
reaes de converso de resduo em lumps e para a reao global de converso de
resduo em produtos a 1825 kPa.
Tabela 4.6 Parmetros cinticos estimados para as reaes a 1825 kPa
Reaes
1
2
3
4
Global
Res G
Res N
Res GOL
Res GOP
Res Prod
ln k0
5,40 20
2,75 1,5
-2,09 0,14
-1,97 0,19
-2,73 0,08
85,5 449
63,2 34
18,7 5,4
15,4 5,6
17,4 1,8
80,1
60,5
20,8
17,4
20,2
Eat
(kJ/mol)
3
535 2x10
396 211
117 34
96 35
109 12
-1
k (min )
a 753 K
-5
7,51x10
-3
1,06x10
-1
1,35x10
-1
1,19x10
-1
2,56x10
104
Os parmetros estimados para a formao de gs no apresentaram
significncia estatstica, o que se deve s baixssimas concentraes de gs
formadas em altas presses.
As Figuras 4.22 e 4.23 apresentam a qualidade do ajuste do modelo de lei de
potncias aos dados experimentais a 1825 kPa.
Concentrao prevista (% m/m)
100
GS
NAFTA
GOL
GOP
RESDUO
80
60
20
40
15
10
20
5
0
10
15
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.22 Ajuste do modelo de lei de potncias aos dados experimentais a 1825 kPa, R para gs
de 0,98, para nafta de 0,23, para GOL de 0,94, para GOP de 0,88 e para resduo de 0,93
105
100
Concentrao prevista (% m/m)
PRODUTOS
RESDUO
80
60
40
20
0
0
20
40
60
80
100
Concentrao experimental (% m/m)
Figura 4.23 Ajuste do modelo para a reao global a 1825 kPa, R = 0,94
O modelo testado apresentou um ajuste razovel a 1825 kPa, com os
coeficientes de correlao altos. Como as concentraes de gs e nafta foram bem
menores do que as obtidas nas outras presses, as dificuldades experimentais em
sua medio tornaram-se mais importantes. Alm disso, o aumento do tempo de
residncia provavelmente facilita a ocorrncia de reaes em srie, tais como a
transformao de GOP a GOL e de GOL a nafta, o que representa uma limitao do
modelo cintico de quatro reaes paralelas. Entretanto, essas limitaes no
prejudicaram o ajuste do modelo aos dados disponveis.
A Figura 4.24 apresenta as razes entre as velocidades especficas a 753 K
dos lumps e do gs nas diferentes presses.
106
10000
446 kPa
618 kPa
1136 kPa
1825 kPa
1000
100
10
0
k(NAFTA)/k(GAS)
k(GOL)/k(GAS)
k(GOP)/k(GAS)
k(Glob)/k(GAS)
Figura 4.24 Razes entre as velocidades especficas dos lumps e do gs a 753 K
Na Figura 4.24 possvel observar que h uma maior variao nas relaes
entre as velocidades especficas dos lumps e do gs quando se analisam as
presses de 1136 kPa e 1825 kPa, havendo uma diferena de, no mnimo, uma
ordem de grandeza para todas as fraes analisadas. possvel verificar tambm
que a nafta apresentou um aumento considervel em sua velocidade especfica em
relao ao gs com o aumento da presso. Este comportamento pode ser atribudo
em parte maior condensao dos reagentes no meio reacional, o que aumenta a
probabilidade de as reaes de formao de nafta ocorrerem, tais como as de
desalquilao.
Os lumps GOL e GOP sempre apresentaram velocidades especficas, no
mnimo, uma ordem de grandeza maior que a do gs.
Em geral, as velocidades especficas tendem a aumentar com o aumento da
presso. O aumento da presso, por sua vez, pode ser relacionado ao tempo de
residncia, uma vez que mantm uma parte dos compostos condensados e, como as
reaes ocorrem principalmente na fase lquida, o aumento da presso tem
influncia sobre as constantes cinticas.
A Tabela 4.7 uma compilao dos resultados coletados na literatura sobre o
craqueamento trmico de resduo. Os parmetros cinticos estimados neste trabalho
foram comparados com a literatura embora as cargas empregadas sejam bem
distintas.
107
Tabela 4.7 Parmetros cinticos da literatura
Artigo
Carga
RV Petrlelo 1 (PIE > 500C)
RV Petrlelo 2 (PIE > 500C)
SINGH et al . (2004)
RV Petrlelo 3 (PIE > 500C)
RV Petrlelo 4 (PIE > 500C)
Al-SOUFI et al. (1988) RAT Petrleo 11 (PIE > 350C)
KRISHNA et al . (1988) RAT Petrleo 13 (PIE > 370C)
YANG et al . (2012)
RV
XIAO et al . (2002)
leo Pesado (PIE > 510C)
DEL BIANCO et al.
( 1993)
BENITO et al . (1995)
ALVAREZ et al. (2011)
SINGH et al . (2005)
SINGH et al . (2005)
SINGH et al . (2005)
SINGH et al . (2005)
KATARIA et al . (2004)
KATARIA et al . (2004)
KATARIA et al . (2004)
KATARIA et al . (2004)
KATARIA et al . (2004)
KATARIA et al . (2004)
Reao
Global
Global
Global
Global
Global
Formaao de destilados
RV Petrleo 12 (PIE > 530C) Formaao de intermedirio
Formaao de coque
RASF de Liquefao de Carvo Formaao de destilados
Formaao de coque
(PIE > 350C)
Craqueamento RAT
Craqueamento asfaltenos
RAT leo Pesado
Craqueamento resinas
Craqueamento aromticos
Formao G
Formao N
RV Petrlelo 1 (PIE > 500C) Formao GOL
Formao GOP
Formao G
Formao N
RV Petrlelo 2 (PIE > 500C)
Formao GOL
Formao GOP
Formao G
Formao N
RV Petrlelo 3 (PIE > 500C) Formao GOL
Formao GOP
Formao G
Formao N
RV Petrlelo 4 (PIE > 500C)
Formao GOL
Formao GOP
Formao G
Formao N
Formao GOL
RV Petrleo 1 (PIE > 500C)
Formao GOP
Converso de GOP
Formao G
Formao N
Formao GOL
RV Petrleo 2 (PIE > 500C)
Formao GOP
Converso de GOP
Formao G
Formao N
Formao GOL
RV Petrleo 3 (PIE > 500C)
Formao GOP
Converso de GOP
Formao G
Formao N
RV Petrleo 5 (PIE > 500C)
Formao GOL
Formao GOP
Converso de GOP
Formao G
Formao N
Formao GOL
RV Petrleo 4 (PIE > 500C)
Formao GOP
Converso de GOP
Formao G
Formao N
RASF Petrleo 6 PIE > 500C) Formao GOL
Formao GOP
Converso de GOP
Temperatura
k753K
ln k0
Eat
de reao
(kJ/mol) (min-1) (min-1)
(C)
175
26,8
0,350
118
17,1
0,174
1.275
400 a 430
103
14,3
0,122
206
32,2
0,501
700
435 a 480
99
1.700
427 a 500
225
32,5
0,033
410 a 480
172
500
274
207
3,5
0,346
1.000 410 a 470
173
3,3
0,153
268
3,7
0,163
61
0,002
3,4
425 a 475
72
0,00002
7,0
48-125
171-245
430 a 550
45-208
45 a 90
195
28,0
0,044
495
79,2
1,167
1.275
400 a 430
203
30,8
0,208
157
23,3
0,162
270
40,5
0,073
309
47,3
0,125
1.275
400 a 430
235
36,2
0,296
72
8,6
0,050
181
25,2
0,023
383
60,1
0,330
1.275
400 a 430
226
34,8
0,276
140
20,0
0,092
239
35,7
0,091
93
9,3
0,004
1.275
400 a 430
64
6,6
0,026
180
52,0
0,234
166
22,9
0,027
286
43,0
0,075
225
34,7
0,302
1.200
400 a 430
154
20,0
0,011
169
23,6
0,037
332
51,6
0,251
275
41,6
0,098
257
36,1
0,470
1.200
400 a 430
131
18,1
0,061
380
60,2
0,631
197
28,3
0,046
188
26,8
0,039
139
19,8
0,101
1.200
400 a 430
137
19,0
0,050
372
58,4
0,371
325
50,7
0,300
316
48,8
0,194
1.200
400 a 430
257
40,4
0,549
260
40,8
0,478
401
64,4
1,447
305
47,0
0,196
322
49,8
0,194
221
33,8
0,231
1.200
400 a 430
173
25,6
0,133
266
40,7
0,176
196
32,0
2,232
233
38,0
2,380
224
34,2
0,183
1.200
400 a 430
125
16,7
0,041
321
49,8
0,232
Presso
(kPa)
108
Singh e colaboradores (2005) atriburam o baixo rendimento de nafta ao fato
de ela ser originria de reaes secundrias do GOL e mostraram que a energia de
ativao para a reao de formao de nafta a partir de GOP e resduo foi elevada.
No entanto, uma vez formado GOL, ainda h o problema de sua vaporizao, o que
justificaria um baixo rendimento de nafta.
A energia de ativao da reao global, embora se situe dentro da faixa de
valores apresentados na literatura, apresenta valores mais baixos. De acordo com os
de estudos de Krishna e colaboradores (1988), Di Carlo e Janis (1992), Castellanos
e colaboradores (1991) e Benito e colaboradores (1995), a energia de ativao de
cargas ricas em asfaltenos menor devido s cadeias laterais ligadas a ncleos
asfaltnicos.
Na Tabela 4.7 pode-se observar que as presses dos testes encontram-se na
mesma faixa de presses deste estudo, enquanto as temperaturas, na maioria dos
casos, diferem um pouco das deste trabalho. Para auxiliar na comparao a
constante de velocidade dos dados da literatura foram calculadas para a temperatura
de 753 K, como neste trabalho.
Dentre as cargas utilizadas nos estudos apresentados na Tabela 4.7, o RV do
Petrleo 3 de Singh e colaboradores (2004) o mais semelhante ao deste trabalho
do ponto de vista da composio da carga. O teor de asfaltenos desta carga de
7,72% (m/m), o resduo de carbono de 19,8% (m/m) e a densidade 1,0176, valores
prximos aos das cargas utilizadas neste estudo, no entanto os teores de saturados
e enxofre so bem diferentes.
Os trabalhos de Singh e colaboradores (2004), Singh e colaboradores (2005)
e Kataria e colaboradores (2004) utilizaram cargas idnticas, conforme esto
descritas na Tabela 4.7. O trabalho de Singh e colaboradores (2004) estudou
somente a reao global de converso de resduo, determinando os parmetros
cinticos numa faixa de temperatura de 400 a 430 C e presso de 1275 kPa. O
trabalho de Singh e colaboradores (2005) utilizou as mesmas cargas que o estudo
anterior e nas mesmas condies de temperatura e presso, onde os autores
estudaram as reaes srie-paralelo de formao de quatro lumps a partir do resduo
e dos lumps gasolina e gasleo leve (LGO) a partir dos lumps mais pesados. J
Kataria e colaboradores (2004), utilizando cargas idnticas, obtiveram os parmetros
cinticos sob condies muito prximas (1200 kPa e 400 a 430 C), entretanto o
109
modelo utilizado pelos autores foi o de quatro reaes em paralelo e reaes em
srie de converso de gasleo pesado (VGO).
Os estudos citados anteriormente se aproximam dos resultados deste trabalho
presso de 1136 kPa, pela semelhana da carga e da presso de reao, embora
as temperaturas sejam diferentes, apenas considerando as reaes de formao dos
lumps a partir do resduo. Desta forma, pode-se notar que a energia de ativao da
reao global a 1136 kPa deste trabalho, 98 kJ/mol, est muito prxima ao valor
determinado por Singh e colaboradores (2004) para o RV do Petrleo 3, que de
103 kJ/mol. No caso da constante de taxa de reao, os valores se apresentam na
mesma ordem de grandeza observada por Singh e colaboradores (2004), que
encontraram um valor (0,122 min-1) um pouco menor que o deste estudo (0,280min-1)
na temperatura de 753 K.
Nas reaes de formao dos lumps, possvel notar que as constantes de
taxa tornam-se muito diferentes para o gs e a nafta, diferindo mesmo em ordem de
grandeza, no entanto, no caso das taxas de formao de GOL e GOP, esta diferena
diminui bastante, estando na mesma ordem de grandeza. Observando as energias
de ativao das reaes em paralelo, embora estejam muito diferentes, possvel
notar que a energia de ativao da reao de formao de nafta muito alta tanto
neste estudo quanto no de Singh e colaboradores (2005). Isto se deve s
dificuldades de quantificao do volume de gs gerado e de separao da nafta e
sua posterior quantificao. Este fato corroborado pelo estudo de Kataria e
colaboradores (2004), em que se pode notar que a energia de ativao da nafta
bem menor, que a encontrada por Singh e colaboradores (2005), embora as cargas
sejam idnticas e as condies experimentais sejam praticamente as mesmas. Parte
das diferenas encontradas entre os trabalhos da literatura analisados e este estudo
pode ser creditada s diferenas das cargas e ao fator de se estar comparando as
constantes de taxa calculada para a temperatura de 753 K, extrapolando-se a faixa
de trabalho dos autores.
Na Tabela 4.7 pode-se verificar o valor de energia de ativao que Al-Soufi e
colaboradores (1988) determinaram para a reao global de converso trmica de
um resduo de vcuo nas condies de 700 kPa e numa faixa de temperatura de 435
C e 480 C, condies similares s deste estudo (618 kPa e 440 a 520 C). A
composio da carga estudada por Al-Soufi e colaboradores (1988), embora
diferente, apresenta valores de teor de asfaltenos (9,5% (m/m)) e resduo de carbono
110
(14,76% (m/m)) que esto num nvel prximo aos das cargas deste estudo. A
energia de ativao dos autores apresenta valor prximo (99 kJ/mol) ao deste estudo
(114 kJ/mol). Parte desta diferena pode ser justificada pelo alto teor de enxofre
(6,68% (m/m)) da carga estudada pelos autores. Heterotomos como enxofre
possuem energia de ligao com carbono menor que as ligaes carbono-carbono, o
que torna a ligao carbono-enxofre mais fcil de ser quebrada formando os radicais
livres e iniciando as reaes em cadeia.
importante ressaltar que a maior parte dos estudos da literatura no
apresenta a anlise estatstica dos resultados de estimao de parmetros, de modo
que difcil avaliar a confiabilidade dos valores reportados.
4.4 CORRELAES
Uma grande ferramenta a ser desenvolvida para o craqueamento trmico
seriam correlaes entre as propriedades da carga, severidade da reao e o perfil
de craqueamento (converso do resduo e distribuio dos produtos) (VAN CAMP et
al., 1985). Para uma dada carga, o nvel de converso, seletividade aos lumps,
formao de coque e estabilidade dos produtos esto diretamente relacionados
severidade da reao e s caractersticas das cargas, tais como teor de saturados,
naftnicos aromticos, aromticos polares, maltenos (insolveis em n-pentano),
asfaltenos, teor de heterotomos (basicamente enxofre), resduo de carbono etc.
Kataria e colaboradores (2004) avaliaram diferentes cargas com o objetivo de
relacionar as suas propriedades com parmetros cinticos (velocidade especfica e
energia de ativao) e distribuio de produtos. Essas correlaes consideram a
severidade da reao.
Baseado no ndice de severidade da forma da equao (87) e nas
propriedades das cargas, as equaes (92) a (94) foram obtidas por Kataria e
colaboradores (2004) como as correlaes para prever os rendimentos dos lumps:
As
VR = 100
Sa
0 , 02
nC5
exp 0,0231 +
SI
CCR
(92)
111
VGO = 4,76(SI )
0,5
nC5
S + CCR
LGO = 3,24(SI )
0 , 77
Sa
NA
0 , 96
(93)
0 ,13
(94)
onde Sa o teor de saturados, NA o teor de naftnicos aromticos, As o teor de
asfaltenos, nC5 representa os compostos insolveis em n-pentano, CCR o resduo
de carbono, S o teor de enxofre, VR resduo de vcuo, LGO gasleo leve e
VGO gasleo de vcuo.
As razes (As/Sa) e (nC5/CCR) referem-se aromaticidade da carga, sendo
que o expoente 0,02 para a primeira razo indica uma pequena influncia destas
propriedades. Pode-se observar tambm que, enquanto a severidade tem uma
importncia maior na correlao para LGO relativamente razo (Sa/NA) e menor
para a correlao de VGO, pode-se concluir que os rendimentos dos lumps
dependem das propriedades da carga.
Entretanto, utilizando-se as condies de referncia mais usuais para o
clculo do ndice de severidade (temperatura de 700 K e energia de ativao de
209,3 kJ/mol), no foi possvel avaliar os parmetros dessas correlaes com
significncia estatstica. Van Camp e colaboradores (1985) destacaram que a
temperatura e a presso de referncia devem ser adotadas dentro das faixas
experimentais e, deste modo, foram realizadas as adaptaes sugeridas pelos
autores, utilizando como temperatura de referncia 753 K e a energia de ativao de
110 kJ/mol, mdia da energia de ativao para a reao global de converso de
resduo, conforme apresentado por Davis e Farrel (1973). Assim, o ndice de
severidade foi calculado pela equao (120):
110 1
1
SI = exp
R T 753
(120)
onde o tempo de residncia e T a temperatura em Kelvin.
As correlaes apresentadas nas Equaes (92), (93) e (94) foram testadas
neste estudo utilizando-se o programa computacional ESTIMA. No entanto, embora
as propriedades das cargas empregadas neste estudo sejam conhecidas, elas so
112
muito semelhantes j que possuem a mesma origem (resduo de vcuo de petrleo
Marlim). As diferenas entre as propriedades esto simplesmente associadas a
diferentes perodos de amostragem. Assim, foram testadas as correlaes de Kataria
e colaboradores (2004) com as propriedades da carga explcitas, de modo a
considerar sua pequena variabilidade neste trabalho, bem como correlaes com a
mesma forma, porm considerando valores mdios para as propriedades das cargas
usadas, os quais foram agrupados com os parmetros originais das correlaes de
Kataria e colaboradores (2004).
Foram determinadas correlaes apenas para o gasleo leve, correspondente
ao LGO, gasleo pesado, correspondente ao VGO e para o rendimento do resduo,
correspondente ao VR. As correlaes para gs e nafta no puderam ser
determinadas devido as suas pequenas concentraes e tambm grande
impreciso de suas medidas.
As correlaes adotadas esto apresentadas nas equaes (121) a (123). Os
valores dos parmetros esto apresentados na Tabela 4.8.
a
nC5
As
Res = 100 exp b1 +
SI
Sa
CCR
nC5
GOP = c(SI )
S + CCR
d
Sa
GOL = f (SI )
NA
g
(121)
(122)
(123)
Pode-se observar que alguns parmetros apresentaram intervalos de
confiana muito grandes e no foram estatisticamente significativos, como o caso
dos parmetros c, e e f.
113
Tabela 4.8 Valores dos parmetros das equaes das correlaes
Parmetro
Valor
Variao
-0,019
0,002
0,317
0,748
-0,215
0,036
0,865
-0,647
9,4 x 10-3
1,2 x 10-4
6,4 x 10-1
1,1 x 10-1
2,2 x 100
4,3 x 10-2
1,2 x 10-1
3,9 x 10-1
As Figuras 4.25 a 4.27 apresentam a qualidade das correlaes. Observa-se
uma disperso significativa para o rendimento do resduo e rendimentos de GOL e
GOP.
Rendimento de Resduo Previsto (% m/m)
100
R = 0,82
95
90
85
80
75
70
70
75
80
85
90
95
Rendimento de Resduo Experimental (% m/m)
Figura 4.25 Rendimento de resduo previsto versus experimental
100
114
Rendimento de GOP Previsto (% m/m)
12
R = 0,70
10
0
0
10
12
Rendimento de GOP Experimental (% m/m)
Figura 4.26 Rendimento de GOP previsto versus experimental
Rendimento de GOL Previsto (% m/m)
15
R = 0,80
12
0
0
12
15
Rendimento de GOL Experimental (% m/m)
Figura 4.27 Rendimento de GOL previsto versus experimental
Estas correlaes no apresentaram bons resultados para nenhum dos trs
casos, o que deve estar associado ao fato de as propriedades utilizadas para a
caracterizao das cargas no terem sido exatamente as mesmas empregadas por
115
Kataria e colaboradores (2004), pois alguns dados no estavam disponveis, como
foi o caso do teor de asfaltenos determinado pelo mtodo de insolveis em npentano, que foi substitudo pelo teor de asfaltenos determinado pelo mtodo de
insolveis em n-heptano, e o teor de naftnicos aromticos, que fora substitudo pelo
teor de aromticos.
Outro fator relevante nestas correlaes foi a ausncia da presso no ndice
de severidade utilizado, como ser apresentado adiante. A incluso da presso no
ndice de severidade foi essencial para a obteno de correlaes mais precisas.
Em virtude do exposto, os parmetros das correlaes foram novamente
estimados a partir de simplificaes das equaes de Kataria e colaboradores
(2004), atravs da substituio das propriedades da carga por seus valores mdios.
Assim as equaes (124), (125) e (126) foram propostas e ajustadas aos dados
experimentais.
VR = 100a' exp( b' SI )
(124)
VGO = c' (SI )
(125)
d'
LGO = e' (SI )
f'
(126)
Os parmetros das equaes (124), (125) e (126) esto apresentados na
Tabela 4.9. Neste caso, os parmetros obtidos foram estatisticamente significativos.
Tabela 4.9 Valores dos parmetros das correlaes simplificadas
Parmetro
Valor
Variao
a'
0,991
b'
0,003
c'
0,384
d'
0,749
e'
0,217
f'
0,890
6,3 x 10-3
1,6 x 10-4
1,5 x 10-1
1,1 x 10-1
1,0 x 10-1
1,2 x 10-1
As Figuras 4.28 a 4.30 apresentam a qualidade das correlaes simplificadas
para o rendimento dos lumps. Apesar dos parmetros dessas correlaes serem
significativos, foram observadas disperses semelhantes s obtidas com as
116
correlaes que consideravam as propriedades das cargas indicando a necessidade
de um aperfeioamento.
Rendimento de Resduo Previsto (% m/m)
100
R2 = 0,82
95
90
85
80
75
70
70
75
80
85
90
95
100
Rendimento de Resduo Experimental (% m/m)
Figura 4.28 Rendimento de resduo previsto versus experimental
Rendimento de GOP Previsto (% m/m)
12
2
R = 0,70
10
0
0
Rendimento de GOP Experimental (% m/m)
Figura 4.29 Rendimento de GOP previsto versus experimental
10
12
117
Rendimento de GOL Previsto (% m/m)
15
R2 = 0,78
12
0
0
12
15
Rendimento de GOL Experimental (% m/m)
Figura 4.30 Rendimento de GOL previsto versus experimental
Ao se analisar o ndice de severidade empregado, pode-se notar que a
presso no est presente, embora alguns autores prefiram deixar a presso
implcita no termo de tempo de residncia, sem prejuzo para a correlao dos dados
experimentais. Uma outra abordagem que se poderia aplicar aquela apresentada
por Takatsuka, Kajiyama e Hashimoto (1989), que utiliza a temperatura atmosfrica
equivalente, sendo o par temperatura-presso de reao substitudo pela
temperatura na qual, sob presso atmosfrica, a mesma frao de hidrocarbonetos
esteja vaporizada. No entanto, simulaes computacionais realizadas com o
programa PETROX (simulador de processos qumicos e de refino de petrleo da
PETROBRAS) mostraram que as cargas utilizadas nos experimentos no vaporizam
nas faixas de temperatura e presso avaliadas.
Embora no se possa utilizar o mesmo ndice de severidade apresentado por
Van Camp e colaboradores (1985), por no se tratar de craqueamento trmico em
reatores, o fator que introduz o efeito da presso no ndice de severidade pode servir
como base para o desenvolvimento das correlaes entre severidade e converso e
rendimento. Com a presso variando entre 446 kPa e 1825 kPa, adotou-se como
presso de referncia (pref) a presso mdia de 1136 kPa e um novo fator foi
118
introduzido nas correlaes entre a severidade do processo e a converso de carga
e o rendimento dos produtos, conforme apresentado na equao (127):
g'
SI mod
p
t exp 110 1 1
=
p
R T 753
ref
(127)
onde SImod o ndice de severidade modificado com a incluso do fator de presso.
Com base neste ndice de severidade modificado, foram obtidas correlaes
para os rendimento dos lumps. Os parmetros obtidos esto apresentados na Tabela
4.10.
Tabela 4.10 Valores dos parmetros das correlaes modificadas
Parmetro
Valor
Variao
a'
0,989
b'
0,004
c'
0,444
d'
0,737
e'
0,263
f'
0,871
g'
0,280
6,3 x 10-3
1,8 x 10-4
1,6 x 10-1
9,6 x 10-2
1,0 x 10-1
1,0 x 10-1
3,8 x 10-2
Todos os parmetros estimados apresentaram significncia estatstica e com
intervalos de confiana bem menores que os das correlaes apresentadas
anteriormente.
Nas Figuras 4.31 a 4.33 so apresentados os valores previstos pelas
correlaes versus os valores experimentais para o rendimento do resduo,
rendimento de GOP e rendimento de GOL. Pode-se observar que a qualidade do
ajuste aumentou significativamente em relao s outras correlaes, o que pode ser
verificado pelo coeficiente de correlao. Isso indica que foi a incluso da presso no
ndice de severidade melhorou a qualidade do ajuste. Embora a presso esteja
relacionada com o tempo de residncia, sua influncia no havia sido considerada
de forma explcita nas correlaes anteriores.
119
Rendimento de Resduo Previsto (% m/m)
100
R = 0,89
95
90
85
80
75
70
70
75
80
85
90
95
100
Rendimento de Resduo Experimental (% m/m)
Figura 4.31 Converso de resduo previsto versus experimental
Rendimento de GOP Previsto (% m/m)
12
R = 0,77
10
0
0
10
Rendimento de GOP Experimental (% m/m)
Figura 4.32 Rendimento de GOP previsto versus experimental
12
120
Rendimento de GOL Previsto (% m/m)
15
R = 0,87
12
0
0
12
15
Rendimento de GOL Experimental (% m/m)
Figura 4.33 Rendimento de GOL previsto versus experimental
Ressalta-se que a qualidade do ajuste em relao ao rendimento de resduo
foi superior s observadas para os rendimentos de GOL e GOP. Isso pode ser
explicado pelo fato da severidade influenciar diretamente a converso da carga. J
no caso dos rendimentos dos lumps GOL e GOP possvel que reaes em srie
destes lumps, no consideradas, prejudiquem a qualidade do ajuste conforme
apresentado por Xiao colaboradores (2002), que atriburam a impreciso dos
parmetros s reaes secundrias.
As correlaes mais adequadas para relacionar o rendimento de resduo,
GOL e GOP com o ndice de severidade esto apresentadas nas expresses (128),
(129) e (130).
Res = 99,0 exp( 0,0038(SI mod ))
GOP = 0,4(SI mod )
0 , 73
GOL = 0,3(SI mod )
0, 9
(128)
(129)
(130)
Embora estas correlaes tenham apresentado um ajuste melhor que as
121
anteriores, observando-se o coeficiente de correlao, elas no consideraram as
propriedades da carga, de modo que so especficas para a carga estudada. Um
aumento na preciso dos dados relativos ao rendimento das fraes mais leves, gs
e nafta, poderia justificar a tentativa de desenvolver correlaes para o rendimento
destes dois lumps.
Dispondo de resultados experimentais de diferentes cargas seria possvel
tambm desenvolver correlaes para a determinao da energia de ativao das
mesmas reaes de craqueamento trmico.
Outra melhoria no desenvolvimento destas correlaes seria trazida pelo
clculo do tempo de residncia atravs de procedimentos mais complexos, como,
por exemplo, o desenvolvido por Sugaya (1994).
No entanto, o fator de presso deve ser levado em considerao quando os
testes de craqueamento trmico forem realizados a diferentes presses, como no
caso deste trabalho. Este fator no foi verificado nos trabalhos da literatura, em
parte, porque todos os trabalhos citados realizaram testes em apenas uma presso.
Desta forma, as correlaes destes trabalhos tambm ficariam limitadas s presses
em que foram realizados os testes, no sendo prudente fazer extrapolaes para
outros nveis de presso.
122
5 CONCLUSES E SUGESTES
5.1
CONCLUSES
Este trabalho realizou a modelagem cintica do craqueamento trmico de
fraes residuais de petrleo, mais especificamente de resduo de vcuo de petrleo
Marlim, a partir de dados experimentais obtidos em planta piloto. Os efeitos da
temperatura, presso e vazo de carga foram avaliados na converso de resduo e
na distribuio dos produtos agrupados em quatro lumps, gs, nafta, gasleo leve
(GOL) e gasleo pesado (GOP). Conforme esperado o aumento da temperatura e a
diminuio da vazo de alimentao resultaram no aumento da converso do
resduo. O aumento da presso provocou um aumento da converso de resduo
devido ao aumento da frao de hidrocarbonetos em fase lquida, proporcionando
assim um maior tempo de residncia.
Os perfis dos rendimentos de GOL e GOP em funo da converso do
resduo foram lineares. No entanto, a soma dos rendimentos de gs e nafta
apresentou um baixo coeficiente de determinao. Esse resultado foi atribudo s
dificuldades experimentais relacionadas quantificao de gs e nafta na unidade
piloto.
Dois modelos reacionais envolvendo taxas reacionais de primeira ordem
foram avaliados. O primeiro considerou cinco reaes de formao de produtos,
sendo quatro de converso do resduo em derivados mais leves e uma de formao
de GOL a partir de GOP. O segundo modelo considerou apenas as quatro reaes
em paralelo, desprezando a reao em srie de converso do GOP. Somente no
segundo
modelo
todos
os
parmetros
cinticos
estimados
apresentaram
significncia estatstica em quase todas as condies experimentais. A qualidade do
ajuste do modelo foi melhor para os dados experimentais a 446 e 618 kPa.
O aumento da presso dificultou ainda mais quantificao de gs e nafta
formados. Alm disso, o aumento do tempo de residncia provavelmente facilitou a
ocorrncia de reaes em srie, tais como a transformao de GOP a GOL e de
123
GOL a nafta, o que representa uma limitao do modelo cintico de quatro reaes
paralelas.
As reaes de formao de gs e nafta apresentaram as menores
velocidades especficas e as maiores energias de ativao.
As energias de ativao para a formao do GOL e GOP apresentam valores
prximos aos reportados na literatura (100 a 280 kJ/mol)
A energia de ativao da reao global de converso de resduos em
produtos se situa prximo do limite inferior da faixa de valores apresentados na
literatura, o que est relacionado composio da carga empregada neste trabalho.
Embora no tenha sido possvel obter parmetros cinticos significativos para
o modelo reacional que contemplava a reao em srie sabe-se que ela ocorre e
afeta diretamente a distribuio dos produtos.
O nmero reduzido de lumps contribuiu para a simplificao do modelo e do
estudo. Embora o modelo cintico obtido seja simples quando comparado aos
reportados na literatura, vale a pena ressaltar que a maioria desses trabalhos no
apresentou uma anlise estatstica dos resultados de estimao de parmetros, de
modo que difcil avaliar a confiabilidade dos valores reportados.
Foram ajustadas correlaes para a previso de converso de resduo e
rendimento de produtos em funo do ndice severidade modificado. Esta
modificao consistiu na incluso da varivel presso, o que resultou em correlaes
que produziram um bom ajuste dos dados experimentais. importante mencionar
que os trabalhos existentes na literatura no avaliaram o efeito da presso em suas
correlaes.
5.2 SUGESTES PARA TRABALHOS FUTUROS
Avaliar os efeitos das propriedades das cargas na converso e distribuio de
seus produtos.
Desenvolver um modelo cintico empregando cargas com propriedades
distintas.
Aprimorar a quantificao do gs na unidade piloto.
Realizar a separao da nafta na planta piloto e analis-la separadamente.
124
Quantificar a formao de coque na converso de resduo, pois esta
informao contribuiria para a compreenso do mecanismo reacional e possibilitaria
a determinao do tempo de campanha de uma fornalha em funo da severidade
do processo.
Empregar um maior nmero lumps para descrever um modelo reacional mais
complexo, envolvendo reaes em srie.
Desenvolver metodologias para o clculo do tempo de residncia mais
complexas, considerando o escoamento bifsico e a converso ao longo da
serpentina da fornalha o que permitiria quantificaes mais precisas para serem
usadas na modelagem cintica.
Desenvolver correlaes para a converso de resduo e os rendimentos dos
produtos em funo da severidade do processo, considerando uma ampla faixa de
propriedades de carga.
125
REFERNCIAS
AL-SOUFI, H. H.; SAVAYA, Z. F.; MOHAMMED, H. K.; AL-AZAWI, I. A. Thermal
Conversion (visbreaking) of Heavy Iraqi Residue. Fuel. v. 67, p. 1714-1715, dez.
1988.
ALVAREZ, E.; MARROQUN, G.; TREJO, F.; CENTENO, G.; ANCHEYTA, J.; DAZ,
J. A. I. Pyrolisis Kinetics of Atmospheric Residue and its SARA Fractions. Fuel.
vol. 90, p. 3602-3607, dez. 2011.
BENITO, A. M.; MARTNEZ, M. T.; FERNNDEZ, I.; MIRANDA, J. L. Visbreaking of
an Asphaltenic Coal Residue. Fuel. v. 74, p. 922-927, jun. 1995.
BILLAUD, F.; BERTHELIN, M.; FREUND, E. Thermal Cracking of Vacuum
Distillates. Journal of Analytical and Applied Pyrolysis. v.10, p. 139-151, nov. 1986.
BOZZANO, G.; DENTE, M. A Mechanistic Approach to Delayed Coking
Modelling. European Symposium on Computer Aided Process Engineering 15.
Primeira Edio, p. 529-534, jul. 2005.
BOZZANO, G.; DENTE, M.; SUGAYA, M.; McGREAVY, C. The Characterization of
Residual Hydrocarbon Fractions with Model Compounds Retaining the
Essential Information. 216THACS National Meeting Boston, 1998.
BP Statistical Review of World Energy, Jun 2012. Disponvel em:
<http://www.bp.com/statisticalreview>. Acesso em 16 nov. 2012.
CALDAS, J. N. Estudo Experimental e Modelagem Termodinmica da
Floculao dos Asfaltenos. Tese (Doutorado em Engenharia Qumica) COPPE,
Universidade Federal do Rio de Janeiro, RJ, Brasil. 202 f. 1997.
CASTELLANOS, J.; CANO, J. L.; ROSAL, R.; BRIONES, V.; M. MANCILLA, R. L.
Kinetic Model Predicts Visbreaker Yields. Oil & Gas Journal. v. 89, p. 76-82, mar.
1991.
CONESA, J. A.; FONT, R. Kinetic Severity Function as a Test for Kinetic
Analysis. Applcation to Polyethylene Pyrolisis. Energy and Fuels. v. 13, p. 678685, mai. 1999.
DAVIS, H. G.; FARREL, T. J. Relative and Absolute Rates of Decomposition of
Light Paraffins under Pratical Operating Conditions. Industrial and Engineering
Chemistry, Process Design and Development. v. 12, p. 171-181, abr. 1973.
DEL BIANCO, A.; PANARITI, N.; ANELLI, M.; BELTRAME, P.; L. CARNITI, P.
Thermal Cracking of Petroleum Residues. Fuel. v. 72, p. 75-80, jan. 1993.
DEMIRBAS, A. Physical and Chemical Characterizations of Asphaltenes from
Defferent Sources. Petroleum Science and Technology. v. 20, p. 485-495, mar.
2002.
126
DENTE, M.; BOZZANO, G.; FARAVELLI, T.; MARONGIU, A.; PIERUCCI, S.; RANZI,
E. Kinetc Modelling of Pyrolisis Processes in Gas and Condensed Phase.
Advances in Chemical Engineering. vol. 32, p. 51-166, jul. 2007.
DI CARLO, S.; JANIS, B. Composition and Visbreakability of Petroleum
Residues. Chemical Engineering Science. vol. 47, p. 2695-2700, jun. 1992.
DOUDA, J.; LLANOS, M. E.; ALVAREZ, R.; FRANCO, C. L.; FUENTE, J. A. M.
Pyrolisis Applied to the Study of a Maya Asphaltene. Journal of Analytical and
Applied Pyrolisis. vol. 71, p. 601-612, jun. 2004.
EBRAHIMI, S.; MOGHADDAS, J. S.; AGHJEH, M. K. R. Study on Thermal
Cracking Behavior of Petroleum Residue. Fuel. v. 87, p. 1623-1627, jul. 2008
ELLIS, P.J.; PAUL, C.A. Tutorial: Delayed Coking Fundamentas. AICHE 2000
Spring National Meeting. New Orleans, LA, mar. 1998.
FEINTUCH, H.M.; NEGIN, K. M. FW Delayed-Coking Process. In: Meyers, R. A.
(Ed.) Handbook of Petroleum Refining Processes. New York: McGraw-Hill; 2004,
p. 12.33-12.89.
FURIMSKY, E. Catalysts for Upgrading Heavy Petroleum Feeds. Studies in
Surface Science and Catalysis. Vol. 169, 2007. 387 f.
GAREEV, R. G. Visbreaking: Theory and Practice. Chemistry and Technology of
Fuels and Oils. vol. 41, p. 329-226, set. 2005.
GRAY, M. R. Upgrading Petroleum Residues and Heavy Oils. Marcel Dekker Inc.,
New York, abr. 1994. 348 f.
GRAY, R. M. Consistency of Asphaltene Chemical Structures with Pyrolysis
and Coking Behavior. Energy & Fuels. v. 17, p. 1566-1569, nov. 2003.
GRAY, R. M.; MCCAFFREY, W. C. Role of Chain Reactions and Olefin Formation
in Cracking, Hydroconversion, and Coking of Petroleum and Bitumen
Fractions. Energy & Fuels. v.16, p. 756-766, mai. 2002.
GROENZIN, H.; MULLINS, O. C. Molecular Size and Structure of Asphaltenes
from Various Sources. Energy & Fuels. v. 14, p. 677-684, mai. 2000.
HUNTER, K. C.; EAST, A. L. L. Properties of C-C Bonds in n-Alkanes: Relevance
to Cracking Mechanisms. Journal of Physical Chemistry. v. 106, p. 1346-1356, fev.
2002
JAKOB, R. R. Coke Quality and How to Make It. Hydrocarbon Processing. v.50,
n.9. p. 132-136, set. 1971
JIA, N.; MOORE, R. G.; MEHTA, S. A.; URSENBACH, M. G. Kinetic Modeling of
Thermal Cracking Reactions. Fuel. vol. 88, p.1376-1382, ago. 2009.
127
JOSHI, J. B.; PANDIT, A. B.; KATARIA, K. L.; KULKARNI, R. P.; SAWARKAR, A. N.;
TANDON, D.; RAM, Y.; KUMAR, M. M. Petroleum Residue Upgradation via
Visbreaking: A Review. Industrial and Engineering Chemistry Research. v. 47, p.
8960-8988, dez. 2008.
KATARIA, K. L.; KULKARNI, R. P.; PANDIT, A. B.; JOSHI; J. B.; KUMAR, M. Kinetic
Studies of Low Severity Visbreaking. Industrial and Engineering Chemical
Research. v. 43, p. 1373-1387, mar. 2004.
KOSSIAKOF, A.; RICE, F. O. Thermal Decomposition of Hydrocarbons,
Resonance Stabilization and Isomerization of Free Radicals. Journal of American
Chemical Society. v.65, p. 590-595, abr. 1943.
KRISHNA, R.; KUCHHAL, Y. K.; SARNA, G. S.; SINGH, I. D. Visbreaking Studies
on Aghajari Long Residue. Fuel. v. 67, p. 379-383, mar. 1988.
KUMAR, P.; KUNZRU, D. Modeling of Naphtha pyrolysis. Industrial and
Engineering Chemistry, Process Design and Development. v. 24, p. 774-782, jul.
1985.
LHOR, B.; SCHWAB, W. Improvements in Cracking Technology and Furnace
Design. Thermal Hydrocarbon Chemistry. 1a ed. Cap. 9. AMERICAN CHEMICAL
SOCIETY editor. Washington DC: June 1st, 1979, p. 153-174
MATEUS, F. A. D. Desenvolvimento de Modelo Computacional para
Craqueamento Trmico. 2008. 154 f. Dissertao (Mestrado em Engenharia
Qumica) - Universidade Estadual de Campinas, SP, 2008.
MATEUS, F. A.; D. GUALDRN, J. A. C. Mathematical Model for Refinery
Furnaces Simulation. CT&F - Ciencia, Tecnologa y Futuro. vol. 4, p. 89-100, jun.
2010.
MCMILLEN, D. F.; GOLDEN, D. M. Hydrocarbon Bond Dissociation Energies.
Annual Review of Physical Chemistry. v. 33, p. 493-532. out. 1982.
NEGIN, K. M.; VAN TINE, F. M. FW/UOP Visbreaking Process. In: Meyers, R. A.
(Ed.) Handbook of Petroleum Refining Processes. New York: McGraw-Hill; 2004,
p. 12.91 12.102.
NORONHA, F. B.; PINTO, J. C.; MONTEIRO, J. L.; LOBO, M. W.; SANTOS,T. J.
ESTIMA: Um pacote computacional para estimao de parmetros de projeto
de experimentos. 1993. Relatrio Tcnico - PEQ/COPPE/Universidade Federal do
Rio de Janeiro, RJ, 1993.
PHILLIPS, G.; LIU, F. Advances in Resid Upgradation Technologies Offer
Refiners Cost-Effective Options for Zero Fuel Oil Production. Proceedings of
European Refining Technology Conference, Paris, nov. 2002. 31 p.
POUTSMA, M. L. Free Radical Thermolysis and Hydrogenolysis of Model
Hydrocarbons Relevant to Processing of Coal. Energy & Fuels. v. 4, p. 113-131,
128
mar./abr. 1990.
PREDEL, H. Petroleum Coke. In: Petroleum Technology. New Jersey: John Wiley
& Sons, Inc; 2007, p. 205-222.
RADKE, M.; WILLSCH, H.; WELTE D. H. Preparative Hydrocarbon Group Type
Determination by Automated Medium Pressure Liquid Chromatography.
Analytical Chemistry. vol. 52, p. 406-411, mar. 1980.
RADMANESH, R.; CHAN, E.; GRAY, M. R. Modeling of Mass Transfer and
Thermal Cracking during the Coking of Athabasca Residues. Chemical
Engineering Science. v.63, p.1683-1691, mar. 2008.
RAHMANI, S.; McCAFFREY, W.; GRAY, M. R. Kinetics of Solvents Interactions
with Asphaltenes during Coke Formation. Energy & Fuels. v. 16, p. 148-154, jan.
2002.
RICE, F. O. The Decomposition of Organic Compounds from the Standpoint of
Free Radicals. Chemical Reviews. v. 17, p. 53-63, ago. 1935.
RICE, F. O.; VANDERSLICE, T. A. The Relative Activation Energies of Removal
of Primary, Secondary and Tertiary Hydrogen Atoms by Methyl Radicals.
Journal of American Chemical Society. v. 80, p. 291-293, jan. 1958.
ROBINSON, P. R. Practical Advances in Petroleum Processing Petroleum.
ROBINSON, P. R.; HSU, C. S. editors. New York: Springer; 2006
SAWARKAR, A. N.; PANDIT, A. B.; SAMANT, S. D.; JOSHI, J. B. Petroleum
Residue Upgradation via Dekayed Coking: A Review. The Canadian Journal of
Chemical Engineering. v.85, p. 1-24, fev. 2007
SCHUCKER, R. C. Thermogravimetric Determination of the Coking Kinetics of
Arab Heavy Vacuum Residuum. Industrial and Engineering Chemistry, Process
Design and Development. v. 22, p. 615-619, out. 1983.
SCHWAAB, M.; BISCAIA JUNIOR, E. C.; MONTEIRO, J. L.; PINTO, J. C. Nonlinear
Parameter Estimation through Particle Swarm Optimization. Chemical
Engineering Science. vol. 63, p. 1542-1552, mar. 2008.
SHU, W. R.; ROSS, L. L. Cracking Severity Index in Pyrolysis of Petroleum
Fractions. Industrial and Engineering Chemistry, Process Design and Development.
v. 21, p. 371-377, jul. 1982.
SINGH, J.; KUMAR, M. M.; SAXENA, A. K.; KUMAR, S. Studies on Thermal
Cracking Behavior of Residual Feedstocks in a Batch Reactor.Chemical
Engineering Science. vol. 59, p. 4505 4515, nov. 2004.
SINGH, J.; KUMAR, M. M.; SAXENA, A. K.; KUMAR, S. Reaction Pathways and
Product Yields in Mild Thermal Cracking of Vacuum Residues: A Multi-Lump
Kinetic Model.Chemical Engineering Journal. vol. 108, p. 239 248, abr. 2005.
129
SOARES, G. M. G. BORGES, A. M. Estudo do Craqueamento Trmico do RV
Marlim em Fornalha: Converso, Seletividade e Cracking por Passe. Rio de
Janeiro: PETROBRAS, CENPES/PDAB/HPE, Dezembro, 2010. Relatrio interno.
SPEIGHT, J. G. The Chemistry and Physics of Coking. Korean Journal of
Chemical Engineering. v.15, p. 1-8, jan. 1998.
SPEIGHT, J. G. Petroleum Refinery Process. In: Petroleum Technology. New
Jersey: John Wiley & Sons, Inc; 2007, p. 291-333.
SUGAYA, M. F. Cintica e Modelagem do Craqueamento Trmico de Fraes
Residuais de Petrleo. 1994. 200 f. Tese (Doutorado em Engenharia Qumica)
Universidade Estadual de Campinas, SP, 1994.
TAKATSUKA, T.; KAJIYAMA, R.; HASHIMOTO, H. A Practical Model of Thermal
Cracking of Residual Oil. Journal of Chemical Engineering of Japan. vol. 22, p. 304310, mai. 1989.
VAN CAMP, C. E.; VAN DAMME, P. S.; WILLEMS, P. J.; CLYMANS, P. J.;
FROMENT, G. F. Severity in the Pyrolysis of Petroleum Fractions.
Fundamentals and Industrial Application. Industrial and Engineering Chemistry,
Process Design and Development. v. 24, p. 561-570, jul. 1985.
VAN GEEM, K. M.; REYNIERS, M. F.; MARIN, G. B. Two Severity Indices for
Scale-up of Steam Cracking Coils. Industrial and Engineering Chemistry Research.
v. 44, p. 3402-3411, mai. 2005.
VARFOLOMEEV, D. F. STEKHUN, A. I. FEDOTOV, V.E. Effect of Pressure on
Coke Yield in Delayed Coking. Chemistry and Technology of Fuels and Oils. v.18,
p. 621-624, dez. 1982.
VOGE, H. H.; GOOD, G. M. Thermal Cracking of Higher Paraffins. Journal of
American Chemical Society. v. 71, p. 593-597, fev. 1949.
WANG, J.; ANTHONY, E. J. A Study of Thermal-Cracking Behavior of
Asphaltenes. Chemical Engineering Science. v.58, p. 157-162, jan. 2003.
WIEHE, I. A. A Phase-Separation Kinetic Model for Coke Formation. Industrial
and Engineering Chemistry Research. v.32, p. 2447-2454, nov. 1993.
WOINSKY, S. G. Kinetics of Thermal Cracking of High Molecular Weight Normal
Paraffins. Industrial and Engineering Chemical Process and Development. v. 7, p.
529-538, out. 1968.
XIAO, J.; WANG, L.; CHEN, Q.; WAND, D. Modeling for Product Distribution in
Thermal Conversion of Heavy Oil. Petroleum Science and Technology. v. 20, p.
605-612, mar. 2002.
YAN, T. Y. Characterization of Visnreaker Feeds. Fuel. vol. 69, p. 1062 1064,
ago. 1990.
130
YANG, J.; CHEN, D.; SHEN, G.; XIAO, J.; YANG, C. Narrow Fraction Model with
Secondary Cracking for Low-Severity Thermal Cracking of Heavy Oil. Energy
Fuels. vol. 26, p. 3626 3633, mai. 2012.
YASAR, M.; TRAUTH, D. M.; KLEIN, M. T. Asphaltene and Resid Pyrolysis. 2. The
Effect of Reaction Environment on Pathways and Selectivities. Energy and
Fuels. v. 15, p. 504-509, mai. 2001.
YASAR, M.; CERCI, F. E.; GULENSOY, H. Effect of Asphaltenes on Pyrolisis
Kinetics of Saturates. Journal of Analytical and Applied Pyrolisis. vol. 56, p. 219228, nov. 2000.
YUE, C.; WATKINSON, A. P.; LUCAS, J. P.; CHUNG, K. H. Incipient Coke
Formation During Heating of Heavy Hydrocarbons. Fuel. v. 83, p. 1651-1658,
ago. 2004.
Вам также может понравиться
- Bol - Celula - 2023-01-22 - A MULTIFORME SABEDORIA DE DEUSДокумент1 страницаBol - Celula - 2023-01-22 - A MULTIFORME SABEDORIA DE DEUSandersongzenОценок пока нет
- Grecia e Roma - Pedro Paulo FunariДокумент91 страницаGrecia e Roma - Pedro Paulo FunariRafael RotundoОценок пока нет
- Exercício de Espelhos EsféricosДокумент3 страницыExercício de Espelhos EsféricosIgor Jacomossi RibertoОценок пока нет
- Métodos de Pesquisa NOVOДокумент5 страницMétodos de Pesquisa NOVOItooh SousaОценок пока нет
- Avaliação Da CatequeseДокумент2 страницыAvaliação Da CatequeseFernando Lopes Dos SantosОценок пока нет
- Quero Te AmarДокумент2 страницыQuero Te AmarHenriqueОценок пока нет
- Técnicas de Divisão Nos Números NaturaisДокумент5 страницTécnicas de Divisão Nos Números NaturaisDenis J. MartuscelliОценок пока нет
- Isaías 51.2 - Sarah Farias - LETRAS - MusДокумент3 страницыIsaías 51.2 - Sarah Farias - LETRAS - MusmesaxmelОценок пока нет
- Complexo Dentinopulpar - Mapa Mental - Amostra 4Документ1 страницаComplexo Dentinopulpar - Mapa Mental - Amostra 4Wanessa FornerОценок пока нет
- O Primado de Pedro - Resposta A Algumas Objeções ProtestantesДокумент3 страницыO Primado de Pedro - Resposta A Algumas Objeções ProtestantesGustavo RamosОценок пока нет
- Miolo AmostraДокумент23 страницыMiolo AmostraMetanoia EditoraОценок пока нет
- Matrimónio 11.11.23 TIA PДокумент4 страницыMatrimónio 11.11.23 TIA PLäérciöǗ'talDömböОценок пока нет
- A Atipicidade Da Prova em Processo Penal - Tese MestradoДокумент134 страницыA Atipicidade Da Prova em Processo Penal - Tese MestradoMartaОценок пока нет
- Modulo 1 TCATДокумент15 страницModulo 1 TCATAndre FreitasОценок пока нет
- Edição Comemorativa Do Centenário Do Nascimento de Francisco Braga (1868-1945)Документ85 страницEdição Comemorativa Do Centenário Do Nascimento de Francisco Braga (1868-1945)Ernani NascimentoОценок пока нет
- Semana 8 Ecologia 5 TeoriaДокумент2 страницыSemana 8 Ecologia 5 Teoriabo yyОценок пока нет
- PROJETO SR AlfabetoДокумент4 страницыPROJETO SR AlfabetoMariane EduardaОценок пока нет
- Atividade Sobre Classicismo 1º sé Rie e Questioná RioДокумент1 страницаAtividade Sobre Classicismo 1º sé Rie e Questioná RiootoclinicaОценок пока нет
- 9 Conselhos para Esposas deДокумент4 страницы9 Conselhos para Esposas de42jpa100% (2)
- Dossie15 Tambor PDFДокумент104 страницыDossie15 Tambor PDFFrazão AndréaОценок пока нет
- Alvaro AntunesДокумент8 страницAlvaro Antuneswanderlei_menezes_1Оценок пока нет
- Aula 1Документ20 страницAula 1Lohana AbreuОценок пока нет
- Tomada de DecisãoДокумент55 страницTomada de DecisãoJoaneОценок пока нет
- Ebook Equipamentos Guitarrista Sincero YTДокумент32 страницыEbook Equipamentos Guitarrista Sincero YTAlvaroОценок пока нет
- OS MESTRES ROM (Abduções As em World - Wesley HДокумент9 страницOS MESTRES ROM (Abduções As em World - Wesley Hapi-3825181100% (1)
- Historia Acp BrasilДокумент10 страницHistoria Acp BrasilSilvia Raquel Santos De MoraisОценок пока нет
- 14 Delineamento Experimental DICДокумент40 страниц14 Delineamento Experimental DICPlanta sob MedidaОценок пока нет
- Reflexão de HojeДокумент3 страницыReflexão de HojeHosanaОценок пока нет
- Relógio de Sol, Peças Do TrabalhoДокумент18 страницRelógio de Sol, Peças Do TrabalhoEduardo PereiraОценок пока нет
- Aula - DBT para o Comer Emocional e Compulsão AlimentarДокумент10 страницAula - DBT para o Comer Emocional e Compulsão AlimentarGabriel HedwigОценок пока нет