Вам также может понравиться
- 3rd StreamsДокумент9 страниц3rd Streamszubi0585Оценок пока нет
- Heat TransferДокумент10 страницHeat TransferUmar AsimОценок пока нет
- Process Control Fundamentals 2Документ73 страницыProcess Control Fundamentals 2Otuekong Ukpong100% (2)
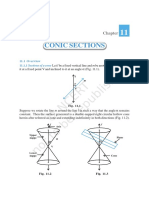
- Conic Section PDFДокумент22 страницыConic Section PDFishad satyen100% (2)
- Bubble Dew Flash CalculationДокумент116 страницBubble Dew Flash CalculationGovind ManglaniОценок пока нет
- 7BДокумент6 страниц7BRahul DalalОценок пока нет
- Preston Admission FormДокумент3 страницыPreston Admission Formzubi0585Оценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Overturning CirculationДокумент37 страницOverturning Circulationzubi0585Оценок пока нет
- Extractive DistillationДокумент10 страницExtractive DistillationMikas PhilipОценок пока нет
- 2nd Merit List BS ITДокумент3 страницы2nd Merit List BS ITzubi0585Оценок пока нет
- Energy BalanceДокумент31 страницаEnergy BalanceabdulqaderОценок пока нет
- Gasoline and Diesel Synthesis From Waste Lubricating OilДокумент4 страницыGasoline and Diesel Synthesis From Waste Lubricating Oilsaad_arif_10Оценок пока нет
- Saari Heat Exchanger DimensioningДокумент101 страницаSaari Heat Exchanger DimensioningMarcel SouzaОценок пока нет
- Cash Flow AnalysisДокумент36 страницCash Flow Analysiszubi0585Оценок пока нет
- CH 140203085002 Phpapp02Документ58 страницCH 140203085002 Phpapp02Adrian ReyesОценок пока нет
- Zones of ScrewДокумент111 страницZones of Screwzubi0585100% (2)
- Mass and Energy BalanceДокумент60 страницMass and Energy Balancezubi0585100% (4)
- Cost of ProducДокумент24 страницыCost of Produczubi0585Оценок пока нет
- Reactive Processing Using An ExtruderДокумент11 страницReactive Processing Using An Extruderzubi0585Оценок пока нет
- ch1 PDFДокумент22 страницыch1 PDFmehrdad_k_rОценок пока нет
- Calculos em Engenharia QuimicaДокумент26 страницCalculos em Engenharia Quimicaandengal799Оценок пока нет
- Thermal CrackingДокумент24 страницыThermal Crackingzubi0585Оценок пока нет
- Oil RefiningДокумент11 страницOil RefiningMohammed ErwaihaОценок пока нет
- Recycling Used Oil Using Acetic AcidДокумент27 страницRecycling Used Oil Using Acetic Acidcumpio425428Оценок пока нет
- Polymerppt 140425171028 Phpapp02Документ18 страницPolymerppt 140425171028 Phpapp02zubi0585Оценок пока нет
- GreenchemistryДокумент16 страницGreenchemistryzubi0585Оценок пока нет
- Hazop Distill La Ti On ColumnДокумент41 страницаHazop Distill La Ti On Columnnaila nisar100% (3)
- Petroleum Properties by M.R. Riazi'Документ42 страницыPetroleum Properties by M.R. Riazi'eqbalk8637Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Lecture 4 - Basic Probabaility Theory - FullДокумент26 страницLecture 4 - Basic Probabaility Theory - FullJJFbjedОценок пока нет
- Analisis Isi Buku Matematika Kurikulum 2013 SMP Kelas Viii Semester 1 Berdasarkan Taksonomi TimssДокумент12 страницAnalisis Isi Buku Matematika Kurikulum 2013 SMP Kelas Viii Semester 1 Berdasarkan Taksonomi Timssgreen clothОценок пока нет
- Shape Formulas For Area (A) and Circumference (C) : A BH X Base X Height A LW Length X WidthДокумент16 страницShape Formulas For Area (A) and Circumference (C) : A BH X Base X Height A LW Length X WidthDominic G. Casinto100% (1)
- IBC02 Group C 2.S1 Back Savers Production ProblemДокумент11 страницIBC02 Group C 2.S1 Back Savers Production ProblemPhuong Vy PhamОценок пока нет
- Neral Maths JSS3 PDFДокумент192 страницыNeral Maths JSS3 PDFNwancho Esmond Chukwudi100% (2)
- Lecturenotes Krs OR7Документ25 страницLecturenotes Krs OR7satish5269115Оценок пока нет
- 1501 IAL C34 January 2015 OKДокумент10 страниц1501 IAL C34 January 2015 OKkostas kОценок пока нет
- Extracting Function From Word ProblemsДокумент13 страницExtracting Function From Word Problemsecruz_yhwh100% (1)
- Sbi Junior Associate Syllabus PDFДокумент4 страницыSbi Junior Associate Syllabus PDFanon_789699787Оценок пока нет
- Artin - Grothendieck TopologiesДокумент95 страницArtin - Grothendieck Topologiesusername6464Оценок пока нет
- 1994 A New Implementation of The Element Free Galerkin MethodДокумент18 страниц1994 A New Implementation of The Element Free Galerkin MethodHridya LalОценок пока нет
- Simplify/Expand/Factorise: Question Paper 3Документ9 страницSimplify/Expand/Factorise: Question Paper 3Robin WongОценок пока нет
- Recipes For State Space Models in R Paul TeetorДокумент27 страницRecipes For State Space Models in R Paul Teetoralexa_sherpyОценок пока нет
- DPP 3 Maths PDFДокумент2 страницыDPP 3 Maths PDFswetank tripathiОценок пока нет
- Daily Practice Problems (DPP) : Sub: Maths Chapter: Quadratic Equation DPP No.: 1Документ2 страницыDaily Practice Problems (DPP) : Sub: Maths Chapter: Quadratic Equation DPP No.: 1Sanchit MukherjeeОценок пока нет
- Proving Properties of Parallel Lines Cut by AДокумент41 страницаProving Properties of Parallel Lines Cut by ANorman A ReyesОценок пока нет
- 01 ProbabilityДокумент7 страниц01 ProbabilityJoseОценок пока нет
- Final Presentation (Persentage, Base and Rate)Документ29 страницFinal Presentation (Persentage, Base and Rate)Julie Ann Sanchez100% (1)
- Quantum Electrodynamics: 12.1 Gauge Invariant Interacting TheoryДокумент99 страницQuantum Electrodynamics: 12.1 Gauge Invariant Interacting TheoryPedro SimoesОценок пока нет
- Imp CDF Points Maths-1bДокумент13 страницImp CDF Points Maths-1bkyathamvinaykumar41Оценок пока нет
- FunctionsДокумент26 страницFunctionsHanisha KotwaniОценок пока нет
- Algorithm and FlowchartДокумент37 страницAlgorithm and FlowchartdnlkabaОценок пока нет
- DM - Boolean MatricesДокумент2 страницыDM - Boolean MatricesTanya RobertsОценок пока нет
- Edward Huntington - A Set of Postulates For Abstract Geometry, Expressed in Terms of The Simple Relation of InclusionДокумент38 страницEdward Huntington - A Set of Postulates For Abstract Geometry, Expressed in Terms of The Simple Relation of Inclusionforeigner_2103Оценок пока нет
- Math1011 As UuДокумент1 страницаMath1011 As UuTeklu AnbeseОценок пока нет
- CSE Syllabus Booklet 4 Yr BTech Revised 060120163 PDFДокумент83 страницыCSE Syllabus Booklet 4 Yr BTech Revised 060120163 PDFkappi4uОценок пока нет
- Sets & Venn Diagrams Question Paper 1Документ10 страницSets & Venn Diagrams Question Paper 1Mohamed GamilОценок пока нет
- Linear Algebra Preliminary ExamДокумент2 страницыLinear Algebra Preliminary ExamSOULed_OuttОценок пока нет
- Data Compression Arithmetic CodingДокумент38 страницData Compression Arithmetic Codingervaishu5342Оценок пока нет
- How We Say Numbers and Symbols in EnglishДокумент7 страницHow We Say Numbers and Symbols in EnglishTim CooperОценок пока нет