Вам также может понравиться
- Prueba Hidrostatica A Lineas de Tuberias.Документ9 страницPrueba Hidrostatica A Lineas de Tuberias.luis89% (9)
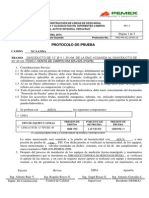
- Protocolo para Pruebas Hidrostaticas para Ductos de HidrocarburosДокумент5 страницProtocolo para Pruebas Hidrostaticas para Ductos de Hidrocarburosgeny965809100% (1)
- Prueba Hidrostatica A Lineas de Tuberias PDFДокумент9 страницPrueba Hidrostatica A Lineas de Tuberias PDFJUAN PERES100% (1)
- Procedimiento de Prueba Hidrostatica y Neumatica A Tuberias y Valvulas.Документ14 страницProcedimiento de Prueba Hidrostatica y Neumatica A Tuberias y Valvulas.Luis Alberto Guerra RiveraОценок пока нет
- Protocolo Pruebas HidrostaticaДокумент5 страницProtocolo Pruebas HidrostaticaDiego SanchezОценок пока нет
- PR-OP-13 Montaje Cañerías Acero CarbonoДокумент14 страницPR-OP-13 Montaje Cañerías Acero Carbonopera38100% (1)
- Procedimiento de Prueba Hidrostatica MD - CMPT - H-H-H-Z-398a Rev c01Документ17 страницProcedimiento de Prueba Hidrostatica MD - CMPT - H-H-H-Z-398a Rev c01Aldair Jimenez100% (4)
- Procedimiento Montaje de Valvulas y AccesoriosДокумент5 страницProcedimiento Montaje de Valvulas y Accesoriosfavio alejandro paz benavidesОценок пока нет
- Prueba Hidrostatica TuberiaДокумент16 страницPrueba Hidrostatica TuberiaGustavo Alexis DuarteОценок пока нет
- Protoco Flushing Aci Sede Central - 01Документ1 страницаProtoco Flushing Aci Sede Central - 01Alonso Barboza100% (1)
- Plantilla para Prueba VacíoДокумент2 страницыPlantilla para Prueba VacíoJaime Vera100% (2)
- Prueba NeumaticaДокумент31 страницаPrueba NeumaticaManuel Enrique Rodriguez LeonОценок пока нет
- HLC QC RG 3.0 28 Registro de Resane de PinturaДокумент1 страницаHLC QC RG 3.0 28 Registro de Resane de PinturaManuel JuanОценок пока нет
- Procedimiento de Flushing MD - CMPT - H-H-H-Z-400a Rev c01Документ20 страницProcedimiento de Flushing MD - CMPT - H-H-H-Z-400a Rev c01Aldair Jimenez100% (1)
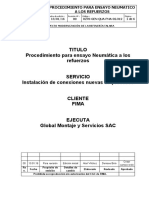
- Fir-2300-154d-Pro19-022 - Procedimiento de Pruebas Neumaticas de TuberíasДокумент7 страницFir-2300-154d-Pro19-022 - Procedimiento de Pruebas Neumaticas de TuberíasFrancisco ImazОценок пока нет
- Procedimiento para Soldadura y Montaje de TuberíaДокумент5 страницProcedimiento para Soldadura y Montaje de TuberíaAngel Mauricio Garcia CastanedaОценок пока нет
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BДокумент14 страницProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Montaje de Equipos Mecanicos Rev.0Документ1 страницаMontaje de Equipos Mecanicos Rev.0felipeОценок пока нет
- Procedimiento para El Montaje de TanqueДокумент14 страницProcedimiento para El Montaje de TanqueArturex OrbeОценок пока нет
- Dossier Calidad Mecánico PipingДокумент238 страницDossier Calidad Mecánico Pipingchristian100% (3)
- Procedimiento para Prueba HidrostaticaДокумент23 страницыProcedimiento para Prueba HidrostaticaCristhian Vasquez100% (1)
- Procedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadДокумент12 страницProcedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadEdgar Coavas Pérez0% (1)
- Protocolos #01-HerreivaДокумент84 страницыProtocolos #01-HerreivaING. YOBER CASTRO ATAU100% (1)
- Uniones de Tubería HDPEДокумент1 страницаUniones de Tubería HDPErodrigo brañezОценок пока нет
- 001 Protocolo MetalcomДокумент4 страницы001 Protocolo MetalcomFrancisco Sepúlveda100% (1)
- Logva - Procedimiento de FlushingДокумент6 страницLogva - Procedimiento de FlushingAndy Sánchez Perea100% (1)
- Pruebas de Presión para Sistemas de TuberíasДокумент26 страницPruebas de Presión para Sistemas de Tuberíasvrsalazar62100% (1)
- PO K031 7140 20 Torqueo de PernosДокумент7 страницPO K031 7140 20 Torqueo de Pernosdiego rodriguezОценок пока нет
- PR-PP-26 Procedimiento Paraprueba Hidrostatica de Tanques y Lineas de ProcesoДокумент9 страницPR-PP-26 Procedimiento Paraprueba Hidrostatica de Tanques y Lineas de ProcesoJavier Lozano AbrilОценок пока нет
- Dossier de Calidad FM-010614Документ89 страницDossier de Calidad FM-010614firstmechsac75% (4)
- Pmal 466 Op C 220 0Документ10 страницPmal 466 Op C 220 0Jesus CondoriОценок пока нет
- Procedimiento de FlushingДокумент11 страницProcedimiento de FlushingAnonymous Zu41pTciXG100% (2)
- Co - Rmbe.pe.0004-Soldadura Por Termofusión de Tubería y Accesorios de HdpeДокумент9 страницCo - Rmbe.pe.0004-Soldadura Por Termofusión de Tubería y Accesorios de HdpeMostaceroDiazWislerОценок пока нет
- Logva Formato Torque de Bridas Anexo 3Документ6 страницLogva Formato Torque de Bridas Anexo 3Andy Sánchez Perea100% (1)
- Procedimiento de Pruebas de PresionДокумент7 страницProcedimiento de Pruebas de PresionAbel Enríquez Romero100% (3)
- Actividades Sec Rotadisco HetlandДокумент2 страницыActividades Sec Rotadisco HetlandJames BrownОценок пока нет
- Prueba HidróstaticaДокумент20 страницPrueba HidróstaticaMiguel Angel Agreda Ortega100% (13)
- Pruebas Hidrostaticas y Neumaticas - paraДокумент72 страницыPruebas Hidrostaticas y Neumaticas - paraLUIS ANTONIO PACHECO GONZALEZ100% (1)
- Procedimiento de Prueba NeumaticaДокумент6 страницProcedimiento de Prueba Neumaticajimper26Оценок пока нет
- Pr-Tal-003 Procedimiento de Inspección Visual de SoldaduraДокумент18 страницPr-Tal-003 Procedimiento de Inspección Visual de SoldaduraFrancisco Imaz100% (1)
- PTS-Montaje de Fabricacion y Montaje de Tuberias, Valvulas y AccesoriosДокумент9 страницPTS-Montaje de Fabricacion y Montaje de Tuberias, Valvulas y Accesoriosjosevil7986% (7)
- PR-CC-003 Control Dimensional en El ArmadoДокумент8 страницPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Proc. Flushing de Tuberia EC PCD 046 PDFДокумент6 страницProc. Flushing de Tuberia EC PCD 046 PDFDavid Alfonso Caraballo67% (3)
- Procedimiento - para Empernado y Par de Aprietes - BДокумент15 страницProcedimiento - para Empernado y Par de Aprietes - BJorge Cronwell Montaño VásquezОценок пока нет
- R2B-P6-300-04-B-PTC-01 Procedimiento Trazo y Nivelación Con Equipo Topográfico SPIДокумент17 страницR2B-P6-300-04-B-PTC-01 Procedimiento Trazo y Nivelación Con Equipo Topográfico SPIChemaBalcazarОценок пока нет
- PU-022-04-S038-4100-08-02-0025 Procedimiento de Montaje de Tuberías de Acero HDPE y Accesorios - 0Документ16 страницPU-022-04-S038-4100-08-02-0025 Procedimiento de Montaje de Tuberías de Acero HDPE y Accesorios - 0Miguel Velarde AlvaОценок пока нет
- Pruebas HidrostaticasДокумент6 страницPruebas Hidrostaticaswilson12Оценок пока нет
- Pruebas Hidrostaticas y Neumaticas paraДокумент58 страницPruebas Hidrostaticas y Neumaticas paraNELSON100% (1)
- Prueba Hidraulica de Cañerias Enterradas 00Документ6 страницPrueba Hidraulica de Cañerias Enterradas 00Marcelo AguileraОценок пока нет
- Instructivo de Prueba Hidrostática - Corregido1Документ11 страницInstructivo de Prueba Hidrostática - Corregido1Richitzo100% (1)
- Procedimiento de Montaje de Tanques Por AnillosДокумент9 страницProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- Precomisionado Válvulas Con Actuador ESDV, BDV, XVДокумент9 страницPrecomisionado Válvulas Con Actuador ESDV, BDV, XVabenitech100% (1)
- Calculo de La Presión de FusiónДокумент6 страницCalculo de La Presión de FusiónJohnny Condori Marcapura100% (1)
- Procedimiento de Verificacion Topografica Equipos y EstructurasДокумент8 страницProcedimiento de Verificacion Topografica Equipos y EstructurasPer DCОценок пока нет
- Protocolo Prueba Presion de AguaДокумент1 страницаProtocolo Prueba Presion de AguaJhoelKteKiere100% (1)
- PO K031 7140 20 Torqueo de Pernos.Документ7 страницPO K031 7140 20 Torqueo de Pernos.Fernando Rcl100% (2)
- Que Es Una Prueba HidrostáticaДокумент6 страницQue Es Una Prueba HidrostáticaHomar Hernández JuncoОценок пока нет
- Procedimiento Pruebas Hidrostaticas en TuberiaДокумент7 страницProcedimiento Pruebas Hidrostaticas en Tuberiainterx00Оценок пока нет
- Pro-Ppse-Proy-Mec-Cpe6-001a Rev.1 Procedimiento Prueba Hidrostática Linea de Inyección de Agua.Документ12 страницPro-Ppse-Proy-Mec-Cpe6-001a Rev.1 Procedimiento Prueba Hidrostática Linea de Inyección de Agua.Diego VasquezОценок пока нет
- Pruebas HidrostáticasДокумент6 страницPruebas HidrostáticasNey Quispe SantiagoОценок пока нет
- Fase 5 Parte 2Документ26 страницFase 5 Parte 2Silvana GomezОценок пока нет
- 05b Ejemplos Dest. Equilibrio MulticomponentesДокумент67 страниц05b Ejemplos Dest. Equilibrio MulticomponentesMeliza Bravo CastilloОценок пока нет
- Teoria 7 TabletasДокумент80 страницTeoria 7 TabletasHarwin JHoel Salazar UrbanoОценок пока нет
- Manejo de Toxicidades Específicas de Medicamentos OncológicosДокумент135 страницManejo de Toxicidades Específicas de Medicamentos OncológicosAmanqui Alex DerlyОценок пока нет
- Examen 3er Parcial Prefacultativo Ingenieria UMSAДокумент4 страницыExamen 3er Parcial Prefacultativo Ingenieria UMSAantonof200% (1)
- Help Moto g7 Power 90 Global Es Us PDFДокумент232 страницыHelp Moto g7 Power 90 Global Es Us PDFasdОценок пока нет
- Diagramas de Fase o EquilibrioДокумент5 страницDiagramas de Fase o EquilibrioSergio MartinezОценок пока нет
- La Arquitectura en La Era de La Austeridad PDFДокумент98 страницLa Arquitectura en La Era de La Austeridad PDFComité Nacional Boliviano IcomosОценок пока нет
- Matriz de AbastecimientosДокумент5 страницMatriz de AbastecimientosRoberto Perez MartinezОценок пока нет
- Triptico ProteinasДокумент2 страницыTriptico ProteinasFrank GraterolОценок пока нет
- RS PCD 0842022 PDFДокумент3 страницыRS PCD 0842022 PDFJesus Leonidas Callata OliveraОценок пока нет
- Electronica AnalogicaДокумент19 страницElectronica AnalogicazeroseyaОценок пока нет
- Manual Wp21a AbioquimicoДокумент83 страницыManual Wp21a AbioquimicoMICHELLE ROLDAN100% (2)
- Contrato MulticanalДокумент7 страницContrato MulticanalJuan Carlos GarciaОценок пока нет
- Preguntas Del Libro de Byron BirdДокумент3 страницыPreguntas Del Libro de Byron BirdGabriela MontenegroОценок пока нет
- Tarea 2 - 03-22Документ4 страницыTarea 2 - 03-22GABRIELA VICTORIA ESCOBAR GASPARОценок пока нет
- PRUEBA DIAGNÓSTICA CIRCUITOS ELÉCTRICOS I Andres PinedaДокумент2 страницыPRUEBA DIAGNÓSTICA CIRCUITOS ELÉCTRICOS I Andres PinedaAndres PinedaОценок пока нет
- Programa de Inspecciones PlaneadasДокумент5 страницPrograma de Inspecciones PlaneadasmirtararoОценок пока нет
- Keto Rola CoДокумент5 страницKeto Rola CoMaricarmen Martínez100% (1)
- Fotógrafos Mexicanos Del Siglo XXДокумент1 страницаFotógrafos Mexicanos Del Siglo XXNorman ChavezОценок пока нет
- Guía Práctica - Moléculas Orgánc - SEM03 - 020622 - AIVДокумент4 страницыGuía Práctica - Moléculas Orgánc - SEM03 - 020622 - AIVMiguel YlmaОценок пока нет
- Inserción de La Economía de Guatemala en El Proceso de GlobalizaciónДокумент4 страницыInserción de La Economía de Guatemala en El Proceso de GlobalizaciónWayber Ingie Pérez100% (1)
- BiologiaДокумент21 страницаBiologiaBadr AbdounОценок пока нет
- Las Propiedades Del ConceptoДокумент2 страницыLas Propiedades Del ConceptoEmerson Camilo Chàvez MuñosОценок пока нет
- Guia 1 - Grado 6Документ2 страницыGuia 1 - Grado 6edwin yepesОценок пока нет
- Ensayo - El Docente en La Era Digital. Valery Carolina Flores CruzДокумент9 страницEnsayo - El Docente en La Era Digital. Valery Carolina Flores CruzLarissa AntonioОценок пока нет
- Trabajo Final de Psicologia Del AprendizajeДокумент12 страницTrabajo Final de Psicologia Del AprendizajeFanny Ramirez RodriguezОценок пока нет
- Masto Lab 1Документ5 страницMasto Lab 1Andres felipe galan echverriОценок пока нет
- Ejercicios Resueltos - Equivalencias LógicasДокумент3 страницыEjercicios Resueltos - Equivalencias LógicasOscar Alarcon Flores100% (2)
- Triptico Beneficios Del Jengibre Al MetabolismoДокумент2 страницыTriptico Beneficios Del Jengibre Al MetabolismoJesúsОценок пока нет