Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Electrical System A40F Copy Prosis - 3.4.0.12Документ857 страницElectrical System A40F Copy Prosis - 3.4.0.12Bontor Tua100% (3)
- Electrical Building Load Calculation StudyДокумент40 страницElectrical Building Load Calculation StudyMuraryspotty100% (14)
- 320C - Diagrama Eletrico (Ar-Condicionado)Документ2 страницы320C - Diagrama Eletrico (Ar-Condicionado)Oficina FernandinhoОценок пока нет
- Scada IO ListДокумент3 страницыScada IO ListSaraswatapalitОценок пока нет
- Design of Reliable High Voltage Avalanche Transistor PulsersДокумент3 страницыDesign of Reliable High Voltage Avalanche Transistor Pulsersapchar1Оценок пока нет
- IGCSE Topical Past Papers Physics P4 C1 - C4Документ64 страницыIGCSE Topical Past Papers Physics P4 C1 - C4muba :D100% (1)
- VSB ManualДокумент166 страницVSB Manualmukul9040Оценок пока нет
- Kinetic Molecular TheoryДокумент3 страницыKinetic Molecular TheorykimОценок пока нет
- Bahagian A: Kertas 2Документ17 страницBahagian A: Kertas 2wahidms84Оценок пока нет
- Smart Power Generation by Wasted HeatДокумент5 страницSmart Power Generation by Wasted HeatVedant ChoudharyОценок пока нет
- Em - 16 MarksДокумент14 страницEm - 16 MarkskesavantОценок пока нет
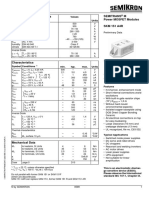
- Absolute Maximum Ratings Semitrans M Power MOSFET Modules SKM 151 A4RДокумент5 страницAbsolute Maximum Ratings Semitrans M Power MOSFET Modules SKM 151 A4RChaovalit Jitsinthu100% (1)
- Heat NotesДокумент216 страницHeat NotesSaswata Pradhan100% (1)
- Chap 1 Types of TurbomachinesДокумент8 страницChap 1 Types of TurbomachinesNorvinyeLorlortorYekoОценок пока нет
- P-N Junction Diode & Diode CharacteristicsДокумент13 страницP-N Junction Diode & Diode Characteristicsapi-19822723Оценок пока нет
- Cuk Trainer ManualДокумент6 страницCuk Trainer ManualShankar ArunmozhiОценок пока нет
- Natural Draught and Chimney - 1Документ1 страницаNatural Draught and Chimney - 1Sam RagОценок пока нет
- Performance of Radiant Cooling Surfaces With Respect To Energy Consumption and Thermal ComfortДокумент11 страницPerformance of Radiant Cooling Surfaces With Respect To Energy Consumption and Thermal ComfortTheen BadhushОценок пока нет
- Exercise 2Документ7 страницExercise 2satrio weka0% (1)
- Name of The Post: JOT-CUM-TA: Roll NoДокумент13 страницName of The Post: JOT-CUM-TA: Roll NoNandan SarkarОценок пока нет
- Kinematics 1Документ6 страницKinematics 1Shiva Ram Prasad PulagamОценок пока нет
- Energy Transfer in TurbomachinesДокумент60 страницEnergy Transfer in TurbomachinesBasavaraja K M Kotyal83% (6)
- 3sun M40Документ2 страницы3sun M40Anselmo Aguado cortesОценок пока нет
- MODULE 03 and 04 Problem SetДокумент5 страницMODULE 03 and 04 Problem SetIan Arnold FamiОценок пока нет
- ESD User Handbook Rev2Документ12 страницESD User Handbook Rev2Amit B Kolekar100% (1)
- Essentials of Thermoelectric CoolingДокумент68 страницEssentials of Thermoelectric Coolingvenkatesan appuОценок пока нет
- Chapter 2 Exercises Part2Документ2 страницыChapter 2 Exercises Part2Cedric MunlawinОценок пока нет
- Fundamentals of Physics Sixth Edition: Halliday Resnick WalkerДокумент4 страницыFundamentals of Physics Sixth Edition: Halliday Resnick WalkerAhmar KhanОценок пока нет
- Electric Motor TerminologyДокумент26 страницElectric Motor TerminologyGeorge MarkasОценок пока нет
- Chapter 23. The Electric Chapter 23. The Electric Force ForceДокумент13 страницChapter 23. The Electric Chapter 23. The Electric Force ForceAngy HerreraОценок пока нет