Вам также может понравиться
- Convoyeur 20131Документ28 страницConvoyeur 20131HoussamHannadОценок пока нет
- RJ Bien Chercher Un Emploi Ebook 170x230 PAPДокумент53 страницыRJ Bien Chercher Un Emploi Ebook 170x230 PAPHoussamHannadОценок пока нет
- Hygiène Et SécuritéДокумент80 страницHygiène Et SécuritéHoussamHannad100% (2)
- Le Soudage Le Visuel PDFДокумент13 страницLe Soudage Le Visuel PDFslimamri100% (2)
- Alfi Arcal Speed 3235008221756296507Документ2 страницыAlfi Arcal Speed 3235008221756296507HoussamHannadОценок пока нет
- Sécurité Et Gestion Des RisquesДокумент4 страницыSécurité Et Gestion Des RisquesHoussamHannadОценок пока нет
- Rapport Semi Auto PDFДокумент50 страницRapport Semi Auto PDFHoussamHannad100% (1)
- Cours Maths S 10Документ5 страницCours Maths S 10HoussamHannadОценок пока нет
- Soudure Arc CastoДокумент4 страницыSoudure Arc CastoartustОценок пока нет
- 8 Comptabilite GeneraleДокумент153 страницы8 Comptabilite GeneraleVandoir GoncalvesОценок пока нет
- RK Et Calcul MatДокумент8 страницRK Et Calcul MatHoussamHannadОценок пока нет
- Embrayag PDFДокумент8 страницEmbrayag PDFHoussamHannadОценок пока нет
- Technique CДокумент8 страницTechnique CHoussamHannadОценок пока нет
- Cours de Comptabilité GénéraleДокумент85 страницCours de Comptabilité GénéraleHoussamHannadОценок пока нет
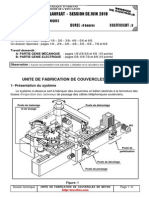
- Unite de Fabrication de Couvercle en Beton Dossier TechniqueДокумент6 страницUnite de Fabrication de Couvercle en Beton Dossier TechniqueHoussamHannad50% (2)
- Calcul Soudures StatiqueДокумент37 страницCalcul Soudures StatiqueBen Rahier100% (2)
- CorrigeДокумент4 страницыCorrigeHoussamHannad100% (1)
- Fiche SoudageДокумент2 страницыFiche SoudageahmedОценок пока нет
- 09 - TD - FiabiliteДокумент5 страниц09 - TD - FiabiliteMaria Amina100% (14)
- Le Soudage Le Visuel PDFДокумент13 страницLe Soudage Le Visuel PDFslimamri100% (2)
- Entretoise PDFДокумент17 страницEntretoise PDFHoussamHannadОценок пока нет
- 5 Equerre Ex5Документ9 страниц5 Equerre Ex5HoussamHannadОценок пока нет
- Guide Etudes IngenieursДокумент48 страницGuide Etudes Ingenieursdidataze100% (7)
- RPNE000028IДокумент19 страницRPNE000028IHoussamHannadОценок пока нет
- 07 Exercices SurfaciqueДокумент66 страниц07 Exercices SurfaciqueHoussamHannad100% (4)
- 2 2 5pourquoiДокумент0 страниц2 2 5pourquoimcamineОценок пока нет
- Note CadrageДокумент4 страницыNote CadrageHoussamHannadОценок пока нет
- Chapitre 3 - Diagramme T Et MДокумент12 страницChapitre 3 - Diagramme T Et MHoussamHannadОценок пока нет
- Chapitre 5 Mode de CompatibiliteДокумент82 страницыChapitre 5 Mode de CompatibiliteHoussamHannadОценок пока нет
- Ferg TapsДокумент38 страницFerg Tapssav33Оценок пока нет
- IntroductionДокумент23 страницыIntroductionofouekouassijuniorulrichОценок пока нет
- Cours Fabrication MecaniqueДокумент47 страницCours Fabrication MecaniqueSoufiane NaniОценок пока нет
- Corrige Td2 Gm1Документ10 страницCorrige Td2 Gm1Amin's LifestyleОценок пока нет
- TSMFM Fin de FormationДокумент13 страницTSMFM Fin de FormationKrimo0% (1)
- Techniques de Fabrication Conventionnelles Et Avancées Mise en FormeДокумент30 страницTechniques de Fabrication Conventionnelles Et Avancées Mise en FormeDjamalОценок пока нет
- Cours ForgeageДокумент4 страницыCours ForgeagemedОценок пока нет
- MEC3520 - Cours 08 Été 2012Документ33 страницыMEC3520 - Cours 08 Été 2012calatoruОценок пока нет
- Fascicule FraisageДокумент32 страницыFascicule Fraisagetobich100% (5)
- 1 Cours PliageДокумент19 страниц1 Cours PliageBIJOUNA BILEL100% (1)
- 4.machines-Outils Partie 1Документ25 страниц4.machines-Outils Partie 1Billy BignakeОценок пока нет
- 1-Contrat de Phase-Corrigé PDFДокумент2 страницы1-Contrat de Phase-Corrigé PDFSaidJaroumiОценок пока нет
- Top Solid Cam 3 D Training FRДокумент71 страницаTop Solid Cam 3 D Training FRGuy Frederico NeumannОценок пока нет
- Catalogue RohmДокумент322 страницыCatalogue RohmDavid CalderonОценок пока нет
- Manual de Plantas WakerДокумент104 страницыManual de Plantas Wakerkevin bastosОценок пока нет
- JI Roof PIRДокумент2 страницыJI Roof PIRDjamila HaddiОценок пока нет
- Obtention Des Bruts 2 (Forgeage)Документ32 страницыObtention Des Bruts 2 (Forgeage)spectrum66Оценок пока нет
- Vocabulaire Technique - CoursgeniemecaniqueДокумент42 страницыVocabulaire Technique - CoursgeniemecaniquedjalikadjouОценок пока нет
- Axe Contrats de PhaseДокумент3 страницыAxe Contrats de PhaseYoussef NajihОценок пока нет
- TP N 3 PercageДокумент5 страницTP N 3 PercagetthОценок пока нет
- Annexe Procédés de Mise en Forme Des MatériauxДокумент7 страницAnnexe Procédés de Mise en Forme Des MatériauxMaram Mdeyni100% (1)
- Catalogue Outillage Main e Robur FRДокумент20 страницCatalogue Outillage Main e Robur FRAtl AC DCОценок пока нет
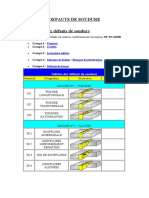
- Defauts de SoudureДокумент3 страницыDefauts de SoudureamineОценок пока нет
- Inserti FarДокумент38 страницInserti FarFilippoОценок пока нет
- Sujet de Projet Banc D'essai de FlexionДокумент73 страницыSujet de Projet Banc D'essai de FlexionHajar Oumnas100% (3)
- TD Pliage EmboutissageДокумент5 страницTD Pliage EmboutissageGhaith Aouini100% (1)
- Brochure Du PolisseurДокумент17 страницBrochure Du PolisseurJorge AmaralОценок пока нет
- Assemblagesvisss 130202064532 Phpapp01Документ42 страницыAssemblagesvisss 130202064532 Phpapp01saded05Оценок пока нет
- Presse Plieuse Developpement Delta L Dossier Ndeg1Документ18 страницPresse Plieuse Developpement Delta L Dossier Ndeg1med100% (1)