Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- 504 Loan Refinancing ProgramДокумент5 страниц504 Loan Refinancing ProgramPropertywizzОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Romeo and Juliet: Unit Test Study GuideДокумент8 страницRomeo and Juliet: Unit Test Study GuideKate Ramey100% (7)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hatch Waxman Act OverviewДокумент7 страницHatch Waxman Act OverviewPallavi PriyadarsiniОценок пока нет
- Establishing Recruitment AgencyДокумент3 страницыEstablishing Recruitment AgencyMaChere ReyesОценок пока нет
- Environmental Management Plan GuidelinesДокумент23 страницыEnvironmental Management Plan GuidelinesMianОценок пока нет
- HRM in NestleДокумент21 страницаHRM in NestleKrishna Jakhetiya100% (1)
- Poea Rules and Regulations On Recruitment and EmploymentДокумент39 страницPoea Rules and Regulations On Recruitment and EmploymentkwinrayОценок пока нет
- Case Analysis - Mcdonalds.finalДокумент9 страницCase Analysis - Mcdonalds.finalMaChere Reyes50% (2)
- Travel Services AgreementДокумент36 страницTravel Services AgreementEllijala VarunОценок пока нет
- Remedies For A Failing Company: Lyceum of The Philippines University - BatangasДокумент11 страницRemedies For A Failing Company: Lyceum of The Philippines University - BatangasMaChere ReyesОценок пока нет
- La Bugal BLaan Tribal Association Inc. vs. RamosДокумент62 страницыLa Bugal BLaan Tribal Association Inc. vs. RamosAKnownKneeMouseeОценок пока нет
- Digest Pre TrialДокумент2 страницыDigest Pre TrialJei Essa AlmiasОценок пока нет
- Ma Chere Gracita C. Reyes-Bilog: Master in Business AdministrationДокумент2 страницыMa Chere Gracita C. Reyes-Bilog: Master in Business AdministrationMaChere ReyesОценок пока нет
- Ma Chere Gracita C. Reyes-Bilog: Master in Business AdministrationДокумент2 страницыMa Chere Gracita C. Reyes-Bilog: Master in Business AdministrationMaChere ReyesОценок пока нет
- Strikes, Picketing and Lock-OutsДокумент23 страницыStrikes, Picketing and Lock-OutsMaChere ReyesОценок пока нет
- Collective Bargaining AgreementДокумент101 страницаCollective Bargaining AgreementMaChere ReyesОценок пока нет
- Labor RelationsДокумент18 страницLabor RelationsMaChere ReyesОценок пока нет
- Notice To The PublicДокумент2 страницыNotice To The PublicMaChere ReyesОценок пока нет
- Labor RelationsДокумент263 страницыLabor RelationsMaChere ReyesОценок пока нет
- Strategic Planning Effectiveness: Performance ManagementДокумент22 страницыStrategic Planning Effectiveness: Performance ManagementMaChere ReyesОценок пока нет
- Household Goods and Personal Effects: Importing Personal Property Into PhilippinesДокумент4 страницыHousehold Goods and Personal Effects: Importing Personal Property Into PhilippinesMaChere ReyesОценок пока нет
- Remedies For A Failing CompanyДокумент10 страницRemedies For A Failing CompanyMaChere ReyesОценок пока нет
- Employment Rights: Current Trends and IssuesДокумент13 страницEmployment Rights: Current Trends and IssuesMaChere ReyesОценок пока нет
- Operations Management PP TДокумент58 страницOperations Management PP TMaChere ReyesОценок пока нет
- IBM Political IdeologyДокумент18 страницIBM Political IdeologyMaChere ReyesОценок пока нет
- On Measuring Individual Knowledge in Organizations: Borgatts@bc - EduДокумент32 страницыOn Measuring Individual Knowledge in Organizations: Borgatts@bc - EduMaChere ReyesОценок пока нет
- Case(s) :: ALU-TUCP vs. NLRC, 234 SCRA 678Документ79 страницCase(s) :: ALU-TUCP vs. NLRC, 234 SCRA 678MaChere ReyesОценок пока нет
- Barrier Solution: SituationДокумент2 страницыBarrier Solution: SituationIrish DionisioОценок пока нет
- Why Study in USAДокумент4 страницыWhy Study in USALowlyLutfurОценок пока нет
- Engels SEM1 SECONDДокумент2 страницыEngels SEM1 SECONDJolien DeceuninckОценок пока нет
- California Department of Housing and Community Development vs. City of Huntington BeachДокумент11 страницCalifornia Department of Housing and Community Development vs. City of Huntington BeachThe Press-Enterprise / pressenterprise.comОценок пока нет
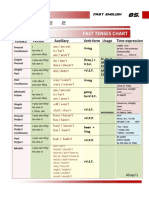
- Table 2: Fast Tenses ChartДокумент5 страницTable 2: Fast Tenses ChartAngel Julian HernandezОценок пока нет
- Ati - Atihan Term PlanДокумент9 страницAti - Atihan Term PlanKay VirreyОценок пока нет
- Abnormal Psychology: A Case Study of Disco DiДокумент7 страницAbnormal Psychology: A Case Study of Disco DiSarah AllahwalaОценок пока нет
- Executive Summary: College of EngineeringДокумент17 страницExecutive Summary: College of Engineeringjoel c. herreraОценок пока нет
- Nestle Corporate Social Responsibility in Latin AmericaДокумент68 страницNestle Corporate Social Responsibility in Latin AmericaLilly SivapirakhasamОценок пока нет
- 10 Grammar, Vocabulary, and Pronunciation AДокумент7 страниц10 Grammar, Vocabulary, and Pronunciation ANico FalzoneОценок пока нет
- Channarapayttana LandДокумент8 страницChannarapayttana Landnagaraja.raj.1189Оценок пока нет
- Baggage Handling Solutions LQ (Mm07854)Документ4 страницыBaggage Handling Solutions LQ (Mm07854)Sanjeev SiwachОценок пока нет
- TATA Steel - Group 8Документ95 страницTATA Steel - Group 8Wasim Khan MohammadОценок пока нет
- Lunacy in The 19th Century PDFДокумент10 страницLunacy in The 19th Century PDFLuo JunyangОценок пока нет
- Flipkart Labels 23 Apr 2024 10 18Документ4 страницыFlipkart Labels 23 Apr 2024 10 18Giri KanyakumariОценок пока нет
- ICargo Mobility QantasДокумент4 страницыICargo Mobility QantasViswateja KrottapalliОценок пока нет
- CTC VoucherДокумент56 страницCTC VoucherJames Hydoe ElanОценок пока нет
- Yahoo Tabs AbbДокумент85 страницYahoo Tabs AbbKelli R. GrantОценок пока нет
- Future Trends in Mechanical Engineering-ArticleДокумент2 страницыFuture Trends in Mechanical Engineering-ArticleanmollovelyОценок пока нет
- Unit 2 Organisational CultureДокумент28 страницUnit 2 Organisational CultureJesica MaryОценок пока нет
- 12.2 ModulesДокумент7 страниц12.2 ModulesKrishna KiranОценок пока нет
- Organizational Behavior: L. Jeff Seaton, Phd. Murray State UniversityДокумент15 страницOrganizational Behavior: L. Jeff Seaton, Phd. Murray State UniversitySatish ChandraОценок пока нет