Академический Документы
Профессиональный Документы
Культура Документы
S7582
Загружено:
محمدلمينابراهيمالموريتانيАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
S7582
Загружено:
محمدلمينابراهيمالموريتانيАвторское право:
Доступные форматы
Rgulation dun processus
industriel par rseaux de neurones
par
Fabrice SORIN
Chef du Service Contrle et Rgulation Procds
ALSTOM Power Conversion France
Lionel BROUSSARD
Ingnieur Dveloppement Service Contrle et Rgulation Procds
ALSTOM Power Conversion France
et
Pierre ROBLIN
Directeur Technique Technologie et Systmes Standards
ALSTOM Power Conversion France
1.
1.1
1.2
1.3
1.4
Rappels thoriques ..................................................................................
Bases biologiques........................................................................................
Neurone artificiel .........................................................................................
Structure dinterconnexion .........................................................................
Apprentissage ..............................................................................................
S 7 582 2
2.
Rseaux artificiels neuronaux adapts
la technique dautomatisme..............................................................
3.
Description du procd et phnomne contrler .......................
4.
4.1
4.2
Description du contrle .........................................................................
Filtrage non linaire base de rseau de neurones.................................
Compensation active base de rseau de neurones ...............................
5
5
7
5.
tude thorique et dveloppement du nouveau contrle............
6.
Intgration dans un environnement dautomatisme .....................
7.
Stabilit et scurit.................................................................................
10
8.
Acceptation et utilisation......................................................................
10
9.
Filtre dexcentricit dans les laminoirs chaud .............................
10
10. Compensation dexcentricit cylindre sur un tandem
de laminoirs froid .................................................................................
11
11. Rcapitulatif et perspectives................................................................
13
Rfrences bibliographiques .........................................................................
13
e souci damliorer les performances des processus industriels et de rduire
les cots sont des raisons dterminantes pour lintroduction de nouvelles
stratgies de rgulation dans les techniques dautomatisme. Dans son calculateur dautomatisme temps rel rapide, ALSTOM intgre la technique de modlisation et dapprentissage en ligne de processus par des rseaux artificiels
neuronaux. Ceux-ci permettent de reprsenter des relations fonctionnelles complexes difficiles dcrire sous une forme analytique de systmes non linaires
ou de systmes variables en fonction du temps.
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
S 7 582 1
RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES _______________________________________________________________________
1. Rappels thoriques
w2
Le lecteur se reportera utilement aux rfrences [1][2][3].
w3
w4
w1
Poids
w5
Historique
Les premiers travaux sur les neurones artificiels ont dbut
au dbut des annes 1940 et ont t mens par McCulloch et
Pitts. Ils dcrivent les proprits du systme nerveux partir de
neurones idaliss : ce sont des neurones logiques (0 ou 1).
Dix annes plus tard, on a constitu le premier modle rel
dun rseau de neurones.
En 1960, le premier perceptron est cr par Rosenblatt.
Puis, durant les annes 1970 il y eut une remise en cause de
lintrt des rseaux car les ordinateurs de neurones apprenaient lentement, cotaient trs cher et leurs performances
ntaient pas si impressionnantes.
La disponibilit croissante des minis et microordinateurs,
vers la fin des annes 1970, a permis aux rseaux de neurones
de prendre un nouveau dpart.
On attribue Hopfield (un physicien de Caltech) un rle
majeur dans cette rsurrection.
1.1 Bases biologiques
Fonction de transfert
lment de sortie
Figure 2 Neurone artificiel
1.3 Structure dinterconnexion
Les connexions entre les neurones qui composent le rseau dcrivent la topologie du modle. Le plus souvent, cette topologie fait
apparatre une certaine rgularit de larrangement des neurones ;
cependant, celui-ci peut tre quelconque.
Rseau multicouche (figure 3)
Les neurones font une sommation des signaux reus en entre et
en fonction du rsultat obtenu vont fournir un courant en sortie.
Les neurones sont arrangs par couche. On place ensuite bout
bout plusieurs couches et lon connecte les neurones de deux
couches adjacentes. Les entres des neurones de la deuxime
couche sont en fait les sorties des neurones de la couche amont. Les
neurones de la premire couche sont relis au monde extrieur et
reoivent le vecteur dentre. Ils calculent alors leurs sorties qui sont
transmises aux neurones de la seconde couche qui calculent eux
aussi leurs sorties et ainsi de suite de couche en couche jusqu
celle de sortie. Il peut y avoir une ou plusieurs sorties un rseau de
neurones.
1.2 Neurone artificiel
Dans un rseau multicouche classique, il ny a pas de connexion
entre neurones dune mme couche et les connexions ne se font
quavec les neurones de la couche aval. Tous les neurones de la
couche amont sont connects tous les neurones de la couche aval.
Le neurone biologique (figure 1) est une cellule vivante spcialise dans le traitement des signaux lectriques.
Les neurones sont relis entre eux par des liaisons appeles
axones. Ces axones vont eux-mmes jouer un rle important dans
le comportement logique de lensemble. Ils conduisent les signaux
lectriques de la sortie dun neurone vers lentre (synapse) dun
autre neurone.
Le neurone artificiel (figure 2) est un processeur lmentaire. Il
reoit un nombre variable dentres en provenance de neurones
appartenant un niveau situ en amont. chacune de ces entres
est associ un poids w reprsentatif de la force de la connexion.
Chaque processeur lmentaire (neurone) est dot dune sortie
unique, qui se ramifie pour alimenter un nombre variable de neurones appartenant un niveau situ en aval. chaque connexion
dentre est associ un poids.
Synapse
Couche de sortie
Corps cellulaire
Couche cache
Axone
Couche d'entre
Figure 1 Neurone biologique
S 7 582 2
Figure 3 Rseau multicouche classique
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
_______________________________________________________________________ RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES
Couche de sortie
Couche cache
Couche d'entre
Figure 4 Rseau multicouche connexions locales
Les couches extrieures du rseau sont appeles respectivement
couches dentre et de sortie ; les couches intermdiaires sont appeles couches caches.
Rseau connexions locales (figure 4)
Cest aussi un rseau multicouche, mais tous les neurones dune
couche amont ne sont pas connects tous les neurones de la
couche aval. Nous avons donc dans ce type de rseau de neurones
un nombre de connexions moins important que dans le cas du
rseau de neurones multicouche classique.
Figure 6 Rseau connexions complexes
Rseau connexions complexes (figure 6)
Chaque neurone est connect tous les neurones du rseau y
compris lui-mme, cest la structure dinterconnexion la plus gnrale.
1.4 Apprentissage
Rseau connexions rcurrentes (figure 5)
Un rseau de ce type signifie quune ou plusieurs sorties de
neurones dune couche aval sont connectes aux entres des neurones de la couche amont ou de la mme couche. Ces connexions
rcurrentes ramnent linformation en arrire par rapport au sens
de propagation dfini dans un rseau multicouche.
Les rseaux connexions rcurrentes sont des rseaux plus puissants car ils sont squentiels plutt que combinatoires comme
ltaient ceux dcrits prcdemment. La rtroaction de la sortie vers
lentre permet un rseau de ce type de prsenter un comportement temporel.
Lapprentissage est une phase du dveloppement du rseau de
neurones durant laquelle on calcule les poids des neurones de telle
manire que les sorties du rseau soient aussi proches que possible
des sorties dsires.
Lapprentissage fait appel des exemples de comportement du
processus modliser.
Lapprentissage est dit supervis lorsque les exemples sont
constitus de couples de valeurs du type : (valeur dentre, valeur de
sortie dsire). Tout le problme de lapprentissage supervis
consiste, tant donn un vecteur dapprentissage de n couples (x, y)
i = 1, 2, , n, dterminer le vecteur des poids des neurones capables de prdire le mme vecteur de sortie partir du mme vecteur
dentre.
Lapprentissage est qualifi de non supervis lorsque seules les
valeurs dentre sont disponibles. Dans ce cas, les exemples prsents lentre provoquent une autoadaptation du rseau afin de
produire des valeurs de sortie qui soient proches en rponse pour
des valeurs dentres similaires.
Couche de sortie
Couche cache
Couche d'entre
Figure 5 Rseau multicouche connexions rcurrentes
2. Rseaux artificiels neuronaux
adapts la technique
dautomatisme
Les rseaux artificiels neuronaux sont des outils permettant de
reprsenter les relations fonctionnelles complexes ncessites par
les systmes de rgulation modernes. Les informations enregistres sont envoyes aux neurones dun rseau et mmorises grce
des facteurs de pondration. Lapprentissage des rseaux seffectue sur la base dexemples rels et si possible en ligne.
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
S 7 582 3
RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES _______________________________________________________________________
tant donn que lon peut entraner ces rseaux de neurones
acqurir le comportement souhait, ils constituent des modules
universels faits pour tre utiliss l o il savre ncessaire de
dcrire par lexemple, un comportement complexe et de lillustrer
laide dune reprsentation fonctionnelle.
Aussi les rseaux trouvent-ils leur utilisation dans llaboration de
modles dcrivant les caractristiques de transfert pour des systmes non linaires, trs difficiles dcrire. Ils assurent des tches de
prdiction de signaux, de rgulation adaptative, de filtrage adaptatif, de classification, de surveillance et de diagnostic des systmes.
3. Description du procd
et phnomne contrler
Afin de dformer la bande de faon permanente, il faut lui appliquer une contrainte minimale, faute de quoi, aprs relchement de
leffort, elle revient de faon lastique son tat dorigine. De plus,
la tle scrouit, cest--dire que plus on la dforme, plus elle durcit :
pour effectuer deux rductions de mme valeur, il faudra un effort
plus important pour la seconde rduction que pour la premire.
Lors du laminage, la tle subit dabord une dformation lastique,
une dformation plastique lors de la rduction proprement dite et
enfin un retour lastique (figure 8).
Il existe plusieurs types de cages de laminoir (figure 9) :
cage de type duo compose de deux cylindres ;
cage de type quarto compose de quatre cylindres empils
verticalement ;
cage de type sexto compose de six cylindres empils verticalement ;
cage de type multicylindre compose de douze ou vingt cylindres assembls suivant un arrangement dtermin.
Les types de cage les plus couramment utilises sur les tandems
de laminoirs sont les cages de type quarto.
Le rseau artificiel neuronal a t intgr dans le systme de
contrle/commande dunits de production mtallurgique et
plus particulirement de tandems de laminoirs chaud et froid
pour produit plat ou tle (figure 7).
Cylindre de travail
La transformation des aciers plats aprs la coule continue est
compose de plusieurs tapes de traitement du produit dont deux
tapes importantes de laminage :
le laminage chaud ;
le laminage froid.
Lors de la premire tape de laminage, lacier est une temprature denviron 850 C et lobjectif est deffectuer une rduction sur le
produit afin de passer dune paisseur dentre denviron 20 mm
des paisseurs de sortie de quelques millimtres. Cette dformation
est effectue dans une succession de cages de laminoirs.
Dformation
plastique
R
Reprise lastique
hm
hin
Tle
hout
Sens de
dplacement
de la tle
Compression
lastique
P (x )
Le nombre typique de cages dun tandem de laminoirs chaud
est de 6 ou 7. Le deuxime objectif majeur du tandem de laminoirs
chaud est lobtention des caractristiques mtalliques tout en
matrisant la temprature de laminage.
Lors de la deuxime tape de laminage, la bobine dacier provient
du laminage chaud aprs avoir subi un ou plusieurs traitements
thermiques et chimiques. La bobine est alors froide. Lobjectif du
tandem de laminoirs est de rduire lpaisseur de la tle pour atteindre des paisseurs de 700 150 m. Les autres objectifs du tandem
de laminoirs froid sont la planit et ltat de surface de la tle. Le
nombre classique de cages dun tandem de laminoirs froid est de
4 ou 5.
Cylindre de travail
A3
vitesse angulaire
contrainte
A2
A1
A4
P pression
A1 A4 aires
Figure 8 Foyer de laminage
Les tles produites sur ces units de production sont destines
aux industries automobile, lectromnager et alimentaire.
La rduction dpaisseur est obtenue par dformation plastique
du mtal entre deux cylindres appels cylindres de travail qui
sont en rotation inverse. On appelle rduction le rapport de lcart
dpaisseur avant et aprs dformation lpaisseur avant dformation.
Figure 7 Tandem de laminoirs
S 7 582 4
Duo
Quarto
Sexto
Multicylindre
Figure 9 Diffrents types de cage de laminoir
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
_______________________________________________________________________ RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES
Vrin de
serrage
Amplitude (mm)
Cage 3 : fondamental cylindre d'appui infrieur
0,18
Cage 3 : fondamental cylindre d'appui suprieur
Cylindre
d'appui
0,16
Cylindre
de travail
0,14
Palier
0,12
Cage 5 : 1er harmonique cylindre d'appui suprieur
Tle
0,1
Cage 2 : 1er harmonique cylindre de travail
0,08
Cage 4 : 1er harmonique cylindre d'appui
suprieur et infrieur
0,06
Cage 3 : 1er harmonique cylindre
de travail
0,04
Cage 5 : 1er harmonique
cylindre de travail
Cage 4 : fondamental cylindre d'appui suprieur
et infrieur
Cage 5 : 1er harmonique cylindre d'appui infrieur
Figure 10 Cage de type quarto
0,02
Lcrasement de la bande de mtal est obtenu par lintermdiaire
de cylindres sur lesquels on exerce une force de laminage provenant dun dispositif de serrage mcanique ou hydraulique. Pour une
cage de type quarto (figure 10), leffort dcrasement est appliqu
sur les extrmits des cylindres les plus gros que lon appelle cylindres dappui. Leffort est transmis par contact aux cylindres de
travail. Gnralement, les cylindres dappui sont entrans par des
moteurs qui sont rguls en vitesse. Grce aux efforts intercylindre
et tle-cylindres trs importants (plusieurs centaines de tonnes), les
cylindres dappui entranent en rotation les cylindres de travail qui
leur tour provoquent un entranement de la tle.
Dans le cas du laminage froid, la tle entre deux cages (bande)
est soumise une trs forte traction.
Lexcentricit ( faux rond ) des cylindres [9] est une des
raisons des variations de lpaisseur la sortie dune cage de laminoir chaud ou froid. Lamlioration permanente des performances dpaisseur a conduit ALSTOM dvelopper un systme
didentification et de compensation de lexcentricit des cylindres.
Leffet dexcentricit des cylindres peut tre dcrit comme une
variation cyclique de la zone intercylindre de travail qui est donc
imprime sur le produit lamin et qui est engendre par une irrgularit des cylindres et de ses paliers.
0
0
10
15
20
25
30
35
Frquence (Hz)
Figure 11 Analyse spectrale de lpaisseur la sortie
dun tandem de laminoirs froid
4. Description du contrle
Deux types de contrle ont t dvelopps et mis en service par
ALSTOM sur des sites industriels :
le filtrage non linaire base de rseau de neurones pour liminer, du signal de mesure de leffort de laminage, les perturbations gnres par lexcentricit des cylindres ;
la compensation active de lexcentricit des cylindres base
de rseau de neurones.
Les excentricits peuvent tre celles des cylindres de travail mais
aussi celles des cylindres dappui.
Les causes dexcentricit des cylindres peuvent tre classes en
plusieurs familles :
les imperfections de conception telles que les non-uniformits
des chemises des paliers des cylindres dappui ;
les imperfections de rectification de la table de roulement des
cylindres ;
les imperfections dassemblage des diffrents lments, chemises, paliers, empoises, cylindres ;
la dformation des cylindres et paliers suite un usage intensif
aux limites.
Lexcentricit des cylindres peut tre observe partir des
capteurs dj existants sur linstallation et utiliss par les autres
rgulations. Ces capteurs permettent :
la mesure de la force de laminage par une jauge de contrainte
installe dans le bti de la cage ;
la mesure de lpaisseur la sortie de la cage ;
la mesure de traction dans la bande pour les tandems de laminoirs froid.
Classiquement, il y a toujours une jauge dpaisseur la sortie
dun tandem de laminoirs. Il est donc possible, grce une analyse
spectrale des variations dpaisseur la sortie du tandem de laminoirs, dobserver les excentricits de chaque cylindre (figure 11).
4.1 Filtrage non linaire base de rseau
de neurones
Principe
Une modlisation de lexcentricit est effectue partir dun
rseau de neurones (figure 12) ; ce rseau est aliment par la
position angulaire de chaque cylindre du laminoir et produit un
signal reprsentatif de lexcentricit des cylindres.
La force de laminage filtre est obtenue en soustrayant
lexcentricit estime de la force de laminage brute.
Les coefficients de pondration sont dtermins en ligne par
une analyse et un traitement de la force de laminage filtre.
Deux modlisations de lexcentricit ont t mises en uvre [5][6]
[7][8] :
la modlisation physique de la forme du cylindre ;
la modlisation par une srie de Fourier.
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
S 7 582 5
RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES _______________________________________________________________________
1re couche
2e couche
Position angulaire
Excentricit estime
Force de laminage non filtre
Force de
laminage filtre
Position angulaire
Excentricit
Facteurs de pondration
Figure 15 Rseau de neurones
Figure 12 Principe du filtrage non linaire base de rseau
de neurones
Amplitude
Temps
1re couche
Figure 16 Reprsentation temporelle de lexcentricit
2e couche
Position angulaire
Excentricit estime
Chaque neurone de la premire couche modlise une des
portions de chaque cylindre (figure 14).
Modlisation par une srie de Fourier
Facteurs de pondration
Figure 13 Rseau de neurones
Le rseau de neurones qui modlise lexcentricit des cylindres
est un rseau deux couches (figure 15). La deuxime couche nest
compose que dun seul neurone. Ce neurone utilise la fonction
identit comme fonction dactivation. La premire couche est
compose de neurones du mme type. La fonction dactivation de
ces neurones est une fonction de type sinus.
Chaque neurone de la premire couche modlise une des
frquences de lexcentricit de chaque cylindre (figure 16).
Apprentissage
Amplitude
Le processus devant tre considr comme non stationnaire, il
tait ncessaire de mettre en uvre un systme permettant de
sadapter en permanence aux variations des caractristiques des
excentricits des cylindres.
Position
angulaire
Circonfrence du cylindre
Nous avons donc implment un algorithme dapprentissage
adaptatif. chaque pas de temps, un nouvel exemple est fourni au
systme dapprentissage qui recalcule un nouveau jeu de coefficient
de pondration des neurones du rseau.
Les deux types de modlisation, physique et par srie de Fourier,
utilisent le mme concept dapprentissage. Un algorithme bas sur
la mthode des moindres carrs rcursifs (RLS Recursive Least
Square) a t mis en uvre.
Figure 14 Reprsentation spatiale de lexcentricit
Cette fonction dapprentissage calcule en ligne les coefficients de
pondration de tous les neurones du rseau ; elle est alimente par
la mesure perturbe par lexcentricit et par la position angulaire de
chaque cylindre.
Modlisation physique du cylindre
Systme complet
Le rseau de neurones qui modlise lexcentricit des cylindres
est un rseau deux couches (figure 13). La deuxime couche nest
compose que dun seul neurone. Ce neurone utilise la fonction
identit comme fonction dactivation. La premire couche est
compose de neurones du mme type. La fonction dactivation de
ces neurones est une fonction de type B-spline.
Le systme complet, rseau de neurones et systme dapprentissage, est prsent sur la figure 17.
S 7 582 6
Ce systme permet dliminer de la mesure la composante cyclique lie au phnomne dexcentricit des cylindres. Les contrles
qui utilisent la force mesure peuvent ainsi utiliser cette mesure
filtre sans tre perturbs par les excentricits des cylindres.
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
_______________________________________________________________________ RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES
Force de laminage non filtre
Apprentissage adaptatif
Facteurs de pondration
estims
Position
angulaire
Excentricit
estime
Force de
laminage
filtre
Rgulateurs
Facteurs de pondration
rguls
Apprentissage
en ligne
Facteurs de
pondration
Correction de
la position
du serrage
Position
angulaire
Figure 17 Rseau de neurones et son systme dapprentissage
Position angulaire
4.2 Compensation active base de rseau
de neurones
Mesure d'paisseur ou de traction
Figure 18 Compensation dexcentricit par rseau de neurones.
Systme complet
Lobjectif nest plus uniquement de supprimer la perturbation
dexcentricit du signal de mesure, mais de corriger en dynamique
la position des cylindres afin damliorer la rgularit de lpaisseur
de la bande produite [8].
Principe
De nouveau, une modlisation de lexcentricit est effectue
partir dun rseau de neurones. Ce rseau est aliment par la
position angulaire de chaque cylindre du laminoir et produit un
signal reprsentatif de lexcentricit des cylindres. Ce signal sera
exploit pour dterminer la correction appliquer sur le processus pour annuler les effets de lexcentricit des cylindres.
Les coefficients de pondration sont dtermins par une analyse et traitement en ligne des signaux de mesure. Cette mesure
peut tre soit la mesure dpaisseur de la tle, soit celle de la
traction dans la tle.
La position des cylindres peut tre ajuste grce aux vrins de
serrage. Lactionneur de notre nouveau systme de rgulation est
donc le vrin de serrage. Nous corrigerons donc en dynamique sa
position.
Comme dans le filtrage non linaire par rseau de neurones, deux
modlisations ont t mises en uvre :
la modlisation physique de la forme du cylindre ;
la modlisation par une srie de Fourier.
Celles-ci sont les mmes que celles dcrites prcdemment ( 4.1).
Le systme dapprentissage sera aussi bti sur le mme concept
et utilisera la mthode des moindres carrs rcursifs (RLS).
Comme prcdemment, lalgorithme dapprentissage est adaptatif. chaque pas de temps, un nouvel exemple est fourni au
systme dapprentissage qui recalcule un nouveau jeu de coefficient
de pondration des neurones du rseau.
La diffrence majeure entre le filtrage non linaire et la compensation active rside dans la conception du systme complet et les
signaux gnrs. Dans ce systme de compensation, la sortie du
rseau de neurones est la correction appliquer au systme de
serrage pour compenser lexcentricit des cylindres. La forme de ce
signal reprsente lexcentricit, mais lamplitude du signal de
correction gnrer dpend de lactionneur et du systme de
contrle associ.
Les coefficients de pondration du rseau de neurones ne sont
pas directement les sorties de lalgorithme dapprentissage, mais les
valeurs aprs filtrage au travers de rgulateurs de type intgral. Ces
rgulateurs sont, eux, aliments par la sortie de lalgorithme
dapprentissage. La figure 18 dcrit la structure du systme
complet.
5. tude thorique
et dveloppement
du nouveau contrle
Les contraintes industrielles de modernisation et damlioration
des performances des installations sont telles quil nest plus possible de stopper ou ralentir la production pour tester une nouvelle
fonction.
La mise en uvre de nouvelles techniques ne doit pas entraner
de perturbations sur le procd et sur les produits raliss.
Les stratgies innovantes dans le domaine de la rgulation ne
peuvent donc tre installes sur des outils industriels quaprs avoir
t testes et prouves en simulation.
Les rgulations bases sur des rseaux de neurones ont fait
lobjet dune tude en simulation approfondie. Alstom dispose de
nombreux modles de comportement des diffrents constituants
dun tandem de laminoirs.
Un simulateur du procd simulant les phnomnes dexcentricit a t conu sous MATLAB/SIMULINK de la socit The MathWorks (figure 19). Puis la conception du rseau de neurones et des
rgulateurs a t tudie et teste sous le mme environnement
logiciel.
Lalgorithme a pu tre mis au point en simulation en sappuyant
sur tous les outils offerts par la suite logicielle de la socit The
MathWorks.
Enfin, pour valider dfinitivement lalgorithme, une campagne de
mesure a t effectue sur un site industriel pour collecter les
donnes dentre du systme afin de pouvoir les injecter dans le
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
S 7 582 7
RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES _______________________________________________________________________
6. Intgration
dans un environnement
dautomatisme
Les stratgies innovantes dans le domaine de la rgulation ne
peuvent tre des lots isols au sein dun environnement dautomatisme et, pour faciliter leur utilisation, il faut quelles sintgrent totalement un systme moderne dautomatisme [4].
Lutilisation des ressources que ce type de systme met disposition en standard permet non seulement de rduire les cots dtude,
mais offre aussi des avantages non ngligeables lexploitant en
amliorant et simplifiant les tches dexploitation, de maintenance
et de rsolution des dfauts. Le personnel dexploitation est capable
deffectuer ces tches sans formation complmentaire. Ces stratgies reprsentent un gain de temps, un allgement defforts et une
rduction des risques derreurs.
Figure 19 Schma de simulation du processus et du contrle
sous MATLAB/SIMULINK
simulateur et vrifier que les rsultats obtenus donnaient des rsultats dune mme qualit que ceux obtenus avec des signaux
dentre gnrs directement par le simulateur.
Sur la figure 20, on peut observer un rsultat de simulation
correspondant un test de modlisation de lexcentricit par un
rseau de neurones ralisant une modlisation physique de la
forme du cylindre.
Sur ce graphe, la courbe bleue reprsente le signal de perturbation gnr par le simulateur, tandis que le signal noir reprsente
lexcentricit estime et le signal gris lerreur entre ces deux
signaux.
On peut noter une excellente corrlation entre la perturbation
dexcentricit et son estimation.
La mise en uvre des rseaux artificiels neuronaux laide du
calculateur de rgulation rapide dAlstom offre ces avantages. Elle
permet tant au concepteur qu lutilisateur dutiliser une technique
innovante dans un environnement familier et convivial. Ltude des
applications de ces rseaux de neurones se fait de faon simple et
transparente par un systme graphique de type CAO avec des
modules appropris de type blocs, semblables ceux des diagrammes fonctionnels classiques (figure 21).
Pour une installation donne, lintgration dans linfrastructure
existante est immdiate et sans effort supplmentaire. En effet,
toutes les ressources standards du systme dautomatisme sont
utilisables pour mettre en uvre les lments des rseaux de
neurones et en assurer la maintenance (figure 22), mais aussi pour
fournir toute la documentation associe ncessaire.
Par rapport aux solutions techniques mettant en uvre des
rseaux neuronaux non intgrs, la conception prsente ici offre
une srie davantages prcis ayant des consquences non ngligeables, notamment sur les cots et la fiabilit.
40
30
Excentricit
simule
Amplitude (m)
20
Erreur
d'estimation
10
0
10
20
Excentricit
estime
30
58
58,2
58,4
58,6
58,8
59
59,2
59,4
59,6
59,8
60
Temps (s)
Figure 20 Rsultats de simulation
S 7 582 8
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
_______________________________________________________________________ RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES
Lintgration dans un systme performant garantit :
une efficacit des tudes, de la maintenance et du diagnostic ;
une structure densemble claire ;
une documentation complte ;
une suppression des erreurs de fonctionnement et des dommages rsultants.
Cette intgration permet en plus de mettre en uvre trs facilement des rseaux neuronaux qui compltent et permettent daffiner
les rgulations conventionnelles en place.
La figure 23 montre les deux tches principales de la rgulation
adaptative neuronale. Dun ct, les rgulateurs dans le monde synchrone et vnementiel des rgulations traditionnelles. De lautre
ct, lapprentissage avec le rseau de neurones qui, dans les structures adaptatives, peut seffectuer soit en synchronisme avec les
rgulateurs, soit en synchronisme avec les acquisitions. Par analogie avec ce qui se pratique en contrle adaptatif, on passe, par
tapes successives, dune activit de support avec ingnieurs de
mise en service pour les rglages des rgulateurs, un rglage
automatique des rgulateurs sur demande, et finalement un
rglage adaptatif continu des rgulateurs.
Figure 21 diteur graphique du langage bloc fonctionnel
de programmation du calculateur temps rel dALSTOM
Les entres de la tche apprentissage & rseau neuronal sont
les mesures issues du procd. La communication entre tches
comprend le rglage des facteurs de pondration des neurones. La
sortie de la tche apprentissage & rseau neuronal est connecte un autre systme de contrle du procd ; elle fournit la
correction appliquer au systme.
Les deux tches apprentissage & rseau neuronal et rgulateurs fonctionnent des priodes diffrentes. La tche rgulateurs est synchrone avec les autres rgulateurs du contrle et est
excute classiquement toutes les 100 ms. Lexcentricit est un
phnomne non stationnaire mais son volution est lente ; il nest
donc pas ncessaire de recalculer trop rapidement les facteurs de
pondration. La tche apprentissage & rseau neuronal est
excute de faon synchrone avec la vitesse de rotation des cylindres. Son pas dchantillonnage dpendra principalement du
nombre de mesures effectues par rotation de cylindre et de la
vitesse de dplacement de la tle. Les valeurs typiques sont de quelques millisecondes.
Apprentissage adaptatif
Figure 22 Outil de maintenance et daide la mise en service
Dans un environnement dinstallation donn, on peut utiliser et
avoir accs aux fonctions suivantes :
la rgulation de linstallation en boucle ferme et ouverte ;
le prrglage des consignes ;
la communication ;
lacquisition et la mise en forme des mesures ;
larchivage des mesures ;
les systmes de dtection et denregistrement des dfauts.
On bnficie des fonctions suivantes sans recours une programmation particulire :
ltude graphique densemble bien structure ;
lanalyse des mesures et des dfauts ;
lexploitation des fonctions installes (IHM, interface hommemachine) ;
la puissance de calcul modulable au sein du systme multiprocesseur multitche ;
un outil de documentation.
Mesures
Facteurs de
pondration
Rgulateurs
Correction
Facteurs de
pondration
Apprentissage &
rseau neuronal
Rgulateurs
Figure 23 Rpartition des tches de base sur le processeur
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
S 7 582 9
RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES _______________________________________________________________________
7. Stabilit et scurit
Un des problmes de la technologie des rseaux artificiels neuronaux est de vrifier la stabilit et, pour prciser encore la formulation du praticien, de vrifier la fiabilit et la cohrence du
comportement. Cette difficult napparat pas uniquement dans le
cas des rseaux neuronaux, mais aussi dans celui de nombreux
circuits de rgulation adaptatifs (par exemple, les boucles de rgulation apprentissage).
Garantir stabilit et scurit est indispensable dans la pratique.
Une application typique des rseaux artificiels neuronaux en
rgulation est damliorer un procd conventionnel existant
connu. Il est rare doprer une substitution complte des procds
conventionnels ou de pntrer sur un terrain totalement nouveau.
Le but recherch, lorsque lon dcide dinstaller un rseau artificiel neuronal, est de profiter des possibilits dapprentissage et de
facilit dlaboration de modles et de rgulations, que les procds
conventionnels ne peuvent raliser quinsuffisamment ou au prix
defforts coteux. Cela est en particulier vrai dans le cas de rgulations non linaires ou variables en fonction du temps.
La limitation du signal de rglage labor par le nouveau rgulateur de type neuronal sest avre tre une mesure technique
concluante. Une autre possibilit est de saturer les lments de
pondration du rseau artificiel neuronal. On peut ainsi garantir
scurit et stabilit, mais exclusivement pour les boucles de rgulation ouvertes. Pour les boucles de rgulation fermes, il est ncessaire deffectuer un contrle de plausibilit, de scurit et de
stabilit supplmentaire. Lintervention la plus simple est de dclencher le rseau artificiel neuronal lorsque lon atteint les limites de
saturation.
8. Acceptation et utilisation
sont dfinis et fixs par un spcialiste. Seul le taux dapprentissage
qui est exprim, pour des raisons de simplicit, en constante de
temps et bande passante, est ajust lors de la mise en service.
Pour la compensation active, on retrouve des choses similaires, le
nombre de paramtres ajuster en mise en service est lgrement
suprieur en raison des rgulateurs additionnels mentionns prcdemment. Ces derniers paramtres tant du mme type que ceux
manipuls par le personnel de mise en service et de maintenance
pour les rgulateurs conventionnels, aucune complexit majeure
nest apporte par ce nouveau contrle.
Les aspects mentionns ici sont des conditions importantes pour
permettre cette technologie dtre effectivement et rapidement
utilise et accepte. Bien sr, il est impossible de couvrir tous les cas
particuliers. Il y a, comme pour les rgulateurs PID, des limites de
validit qui sont la consquence de certaines simplifications et
hypothses.
9. Filtre dexcentricit
dans les laminoirs chaud
Lorsque lon utilise des jauges dpaisseur pour la rgulation de
lpaisseur de bandes chaud, la diminution de linfluence des
perturbations, comme par exemple les phnomnes dexcentricit
des cylindres et dempoises sur le signal de la force de laminage, est
un lment dterminant pour la qualit du systme de rgulation.
Il existe un grand nombre de systmes base de filtres pour effectuer cette tche, mais sils pallient ces dfauts, ils ont aussi linconvnient de dformer le signal utile, dintroduire en particulier un
dphasage et de diminuer ainsi la stabilit de la boucle de rgulation. Comme les perturbations sont aussi non linaires, il faut trouver des compromis si lon choisit de mettre en place des filtres
linaires.
La structure non linaire du filtre base de rseau artificiel neuronal offre de nouveaux degrs de libert pour loptimisation.
Outre le problme de scurit voqu ci-dessus ( 7), quelques
autres aspects sont dterminants pour que ces nouvelles technologies, et plus particulirement les rseaux artificiels neuronaux,
soient acceptes et utilises.
Les nouvelles technologies doivent tre conues pour tre utilises par des ingnieurs de mise en service ou de maintenance, sans
qualifications pousses.
Par comparaison avec les techniques de rgulation bien connues
de type PID (proportionnel intgral driv), les exigences pour les
applications avec des rseaux neuronaux sont les suivantes :
lintgration dans un environnement connu avec des outils
standards connus ;
des rgles et des instructions faciles suivre pour le rglage
des paramtres des applications ;
un nombre limite de paramtres des rseaux neuronaux
rgler ne pas dpasser ;
des rgles simples et claires pour valuer le comportement
stationnaire et dynamique des rseaux neuronaux avec assistance
en cas de dfauts.
Pour les applications dcrites dans ce document, ces conditions
ont t remplies. La mise en uvre seffectue dans lenvironnement
dautomatisme dALSTOM (ALSPA C80-HPC) bien connu du personnel de mise en service et de maintenance. Le nombre de paramtres
quil est ncessaire de rgler pour faire fonctionner linstallation est
matrisable.
Pour le systme de filtrage non linaire, hormis le taux dapprentissage, la structure du rseau et les algorithmes dapprentissage
S 7 582 10
Pour obtenir une qualit optimale de rgulation, un filtre dexcentricit doit satisfaire aux impratifs suivants :
la rapidit et la qualit de la stabilisation ;
aucun retard de phase ou aucune dformation damplitude du
signal utile.
Le filtre dexcentricit rseau artificiel neuronal dvelopp par
ALSTOM rpond toutes ces exigences.
Le filtre dvelopp utilise le mode de reprsentation spatiale de la
forme du cylindre et donc de lexcentricit rsultante des dfauts
dempoise et de cylindre (figure 24).
Force de laminage non filtre
Force de
laminage filtre
Vitesse angulaire
Excentricit
Figure 24 Filtre dexcentricit des cylindres base de rseau
neuronal
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
_______________________________________________________________________ RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES
Force de laminage
non filtre (kN)
Force de laminage
filtre (kN)
2,5799
2,5606
2,5414
2,5222
2,5030
2,4838
2,4646
2,4454
2,4262
2,5799
2,5606
2,5414
2,5222
2,5030
2,4838
2,4646
2,4454
Temps (s)
2,4262
17,33 18,41 19,48 20,55 21,63 22,70 23,77 24,85 25,92 26,99 28,07 29,14
Pendant le laminage, le filtre suit les variations dexcentricit
rsultant des interfrences entre cylindres suprieurs et cylindres
infrieurs. Le filtre est aussi en mesure de sparer les excentricits
des cylindres, ce qui est un aspect important pour les applications
de diagnostic des quipements.
Figure 25 Effet dun filtre dexcentricit
neuronal sur la force de laminage dun laminoir
bandes chaud
Cage n 2
Cage n 2
Le filtre neuronal non linaire utilise linformation disponible relative la vitesse de rotation des cylindres pour valuer la valeur de
lexcentricit. Cette valeur est alors dduite du signal force de
laminage et il ne reste donc que la force de laminage engendre
par le produit.
Cage n 3
Cage n 3
Cage n 4
La figure 25 met clairement en vidence les rductions des
perturbations priodiques.
Cage n 4
Cage n 4
Cage n 4
10. Compensation dexcentricit
cylindre sur un tandem
de laminoirs froid
Lorsque lon tudie lpaisseur du produit la sortie dun tandem
de laminoirs, on saperoit que pour amliorer les performances, il
est ncessaire dliminer les perturbations gnres par les excentricits des cylindres.
Lanalyse spectrale de lpaisseur la sortie du tandem permet de
voir trs nettement les frquences engendres par lexcentricit de
chaque cylindre de chaque cage (figure 11).
Une tude de la contribution des harmoniques des cylindres de
chaque cage a t effectue afin de dterminer le nombre de
frquences influentes pour chaque type de cylindre et chaque cage.
Les figures 26 et 27 prsentent la contribution cumule du fondamental et des trois premiers harmoniques pour plusieurs cages dun
tandem de laminoirs froid respectivement pour les cylindres de
travail (WR Work Roll) et les cylindres dappui (BUR Back Up Roll).
Cette analyse a t effectue sur lcart type de lpaisseur la sortie
du tandem de laminoir.
Sur ce tandem de laminoirs, nous pouvons constater que seuls le
fondamental et le premier harmonique ont une importance significative sur lcart type de lpaisseur de sortie du tandem de laminoirs.
Cage n 5
Fondamental
Fondamental et 1er harmonique
Fondamental et 2 premiers harmoniques
Fondamental et 3 premiers harmoniques
Cage n 5
3
4
5
6
7
8
cart type de l'paisseur de sortie (%)
10
Figure 26 Contribution cumule du fondamental et des trois
premiers harmoniques de lexcentricit des cylindres de travail (WR)
pour diffrents produits
Nous avons donc retenu pour ce contrle le mode de reprsentation spectrale pour la modlisation par rseau de neurones.
Le rseau de neurones a donc t conu pour compenser deux
frquences par cylindre. Les cylindres de travail tant appairs,
cest--dire ayant le mme diamtre, on modlisera les deux cylindres de travail comme un cylindre quivalent. Par contre, les cylindres dappui pourront avoir des diamtres diffrents. Le rseau de
neurones modlise donc pour ce laminoir trois cylindres avec deux
frquences par cylindre. Soit un total de six neurones sur la
premire couche et un sur la couche de sortie. Ce contrle sera mis
en uvre sur chacune des cages du tandem de laminoirs.
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
S 7 582 11
RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES _______________________________________________________________________
Sur une mme bobine, nous avons fait des relevs lorsque la
compensation est en service et lorsque la compensation est horsservice, puis nous avons fait lanalyse spectrale de ces deux
signaux. Ce travail a t effectu pour chacune des cages du tandem
de laminoirs.
Cage n 2
Cage n 2
La figure 28 prsente les rsultats obtenus pour la compensation
de lexcentricit des cylindres de la cage n 3.
Cage n 3
Cage n 3
Nous pouvons constater trs nettement la disparition des
frquences correspondantes au fondamental des cylindres dappui
suprieur et infrieur (BUR0 top et bottom) et du cylindre de travail
quivalent (WR0), mais aussi la suppression du premier harmonique des cylindres dappui suprieur et infrieur (BUR1 top et
bottom) et du cylindre de travail quivalent (WR1).
Cage n 4
Cage n 4
Cage n 4
Cage n 4
Lintrt principal de ce type de contrle est lamlioration des
performances dpaisseur. Ltude prsente sur la figure 29
montre la rpartition statistique de lpaisseur en sortie. Cette tude
a t faite dans deux configurations diffrentes :
Cage n 5
Fondamental
Fondamental et 1er harmonique
Fondamental et 2 premiers harmoniques
Fondamental et 3 premiers harmoniques
Cage n 5
10
15
20
cart type de l'paisseur de sortie (%)
la premire prsente les rsultats lorsque la rgulation dpaisseur, la rgulation de traction et la rgulation dexcentricit sont en
service ;
25
la seconde prsente les rsultats lorsque la rgulation dpaisseur et la rgulation de traction sont en service mais que la rgulation dexcentricit est hors-service.
Figure 27 Contribution cumule du fondamental et des trois
premiers harmoniques de lexcentricit des cylindres dappui (BUR)
pour diffrents produits
Ces rsultats dmontrent trs nettement lintrt de lapproche et
de la mthode.
0,05
WR1
0,1
WR0
0,15
BUR1 top
BUR1 bottom
0,2
BUR0 top
paisseur (%)
0,25
BUR0 bottom
Sans la compensation
0
0
10
15
20
25
30
35
25
30
35
Frquence (Hz)
Avec la compensation
0,2
WR1
0,05
BUR1 top
BUR1 bottom
0,1
WR0
0,15
BUR0 top
BUR0 bottom
paisseur (%)
0,25
0
0
10
15
20
Frquence (Hz)
L'paisseur est prise relativement l'paisseur vise
Figure 28 Performance de la compensation dexcentricit base de rseaux neuronaux
S 7 582 12
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
_______________________________________________________________________ RGULATION DUN PROCESSUS INDUSTRIEL PAR RSEAUX DE NEURONES
11. Rcapitulatif
et perspectives
Pourcentage
de mesures (%)
100
90
80
70
60
Les rsultats obtenus aujourdhui montrent que lon peut utiliser
les structures neuronales comme approche de rsolution des
problmes. Lexprience acquise partir dexemples permettra de
rduire les cots de conception de nouveaux systmes base de
rseaux de neurones.
50
40
30
20
10
avec la compensation
d'excentricit
sans la compensation
d'excentricit
Lutilisation de cette technologie au niveau de lautomatisme de
base permet damliorer considrablement les performances et
assure une conduite optimale du processus.
0
paisseur (%)
La graduation de l'axe des abscisses n'est pas indique car elle reste
dans le domaine du confidentiel.
Figure 29 Rpartition statistique de lpaisseur avec
et sans rgulation dexcentricit base de rseau neuronal
Dans lavenir, dautres applications dans le domaine des automatismes seront traites et les outils de mise en uvre des rseaux
neuronaux permettant de raliser des applications de manire
transparente et conviviale vont continuer se dvelopper.
Rfrences bibliographiques
Articles disponibles sur le Web
[1]
[2]
[3]
YASMINE (Y.). Stage sur les rseaux de
neurones. CICT, 1999. http://www.cict.fr.
HARDY (J.-M.) et STRASSERA (A.). Les
rseaux de neurones. 1998.
ROSSI (F.). Introduction aux rseaux de
neurones. 1997. http://www.ceremade.dauphine.fr/~rossi/work.html
Intelligent Techniques and Soft Computing.
EUFIT 95 Proceedings Vol. 3, p. 1861,
Aachen, Germany, August 1995.
[5]
[6]
HUNT (K.), SBARBARO (D.) et ZBIKOWSKI
(R.). Neural Network for Control Systems
A Survey, Automatica. Vol. 28, n 6, p. 1083,
1992.
[7]
HAMBRECHT (A.), HERTMANN (I.) et MANKEN (F.). Application of one robust and two
adaptive control techniques to a non-linear
plant. Lasted proceedings of International
Confrences
[4]
HAMBRECHT (A.). Requirements for Integration of Neural Control in Automation Systems. Third European Congress on
FECHNER (T.H.), NEUMERKEL (D.) et KELLER
(I.). Neural Network Filter for Steel Rolling.
ICNN 94 IEEE International Conference on
Neural Network, June 1994 in Orlando, USA.
Conference Control 90 Vol. 3,
Lugano, Switzerland, June 1890.
p. 1861,
Revues
[8]
HAMBRECHT (A.) et ROBLIN (P.). Intgration dune rgulation adaptative neuronale
dans un environnement industriel dautomatismes. REE, Vol. n 1, janvier 1998.
Livres
[9]
GINZBURG (V.). Roll eccentricity. Rolling
Mill Technology Series, Vol 1, United Engineering Inc 1993.
Toute reproduction sans autorisation du Centre franais dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Informatique industrielle
S 7 582 13
Вам также может понравиться
- Cours de Sociologie Des OrganisationsДокумент26 страницCours de Sociologie Des OrganisationsPhreedom DvdОценок пока нет
- B5435Документ35 страницB5435محمدلمينابراهيمالموريتانيОценок пока нет
- M140Документ14 страницM140محمدلمينابراهيمالموريتاني100% (1)
- D4815Документ11 страницD4815محمدلمينابراهيمالموريتانيОценок пока нет
- BM4500Документ36 страницBM4500محمدلمينابراهيمالموريتانيОценок пока нет
- Rapport PFA Supervision FAN PDFДокумент31 страницаRapport PFA Supervision FAN PDFIlyas El100% (4)
- PALIERS SNV P1320-P1449-Corps de Palier PDFДокумент130 страницPALIERS SNV P1320-P1449-Corps de Palier PDFمحمدلمينابراهيمالموريتانيОценок пока нет
- AM3513DOCДокумент19 страницAM3513DOCمحمدلمينابراهيمالموريتانيОценок пока нет
- Échange de Données Informatisé (EDI) : Claude ChiaramontiДокумент19 страницÉchange de Données Informatisé (EDI) : Claude ChiaramontiمحمدلمينابراهيمالموريتانيОценок пока нет
- Fonderie Et Moulage Du Titane Et Des Alliages de Titane: Georges BROIHANNEДокумент12 страницFonderie Et Moulage Du Titane Et Des Alliages de Titane: Georges BROIHANNEمحمدلمينابراهيمالموريتانيОценок пока нет
- B2960Документ27 страницB2960محمدلمينابراهيمالموريتانيОценок пока нет
- B2385Документ5 страницB2385محمدلمينابراهيمالموريتانيОценок пока нет
- B3835Документ22 страницыB3835محمدلمينابراهيمالموريتانيОценок пока нет
- D3775Документ29 страницD3775محمدلمينابراهيمالموريتانيОценок пока нет
- M4611Документ8 страницM4611محمدلمينابراهيمالموريتانيОценок пока нет
- (Free Scores - Com) - Bogosh Noah Hope 29847 PDFДокумент3 страницы(Free Scores - Com) - Bogosh Noah Hope 29847 PDFEnrique RosasОценок пока нет
- Socks 4 Proxy ListДокумент75 страницSocks 4 Proxy ListVibeОценок пока нет
- Chi 5232Документ156 страницChi 5232MENANI ZineddineОценок пока нет
- Windows 7 QCMДокумент5 страницWindows 7 QCMWalid MouatamidОценок пока нет
- Logiciel Ccleaner Professional Plus 6.02 Win Multi Activator PortableДокумент4 страницыLogiciel Ccleaner Professional Plus 6.02 Win Multi Activator Portablestephen ruedaОценок пока нет
- Cours3 5Документ66 страницCours3 5Manal TrollzОценок пока нет
- td02 PDFДокумент2 страницыtd02 PDFAmina BoujeglatОценок пока нет
- Semaine2 PDFДокумент49 страницSemaine2 PDFHicham AmeurОценок пока нет
- 1-Corbeille D'exercices TransmissionДокумент2 страницы1-Corbeille D'exercices TransmissionBoboy YOUSSAOU ISMAILAОценок пока нет
- FP Module de Commande Wifi Access Thomson 520014 Maisonic 1641Документ3 страницыFP Module de Commande Wifi Access Thomson 520014 Maisonic 1641Yassine DragãoОценок пока нет
- Centrale Supelec 2020 Informatique Commun SujetДокумент8 страницCentrale Supelec 2020 Informatique Commun SujetMokhtar El khrichiОценок пока нет
- AdrmsДокумент39 страницAdrmsGeorges Le Mignon OleОценок пока нет
- Exercices Assembleur M1 ELT ER Serie 2 Avec CorrigéДокумент5 страницExercices Assembleur M1 ELT ER Serie 2 Avec CorrigéAmir Na DzОценок пока нет
- Exposé Méthode AgileДокумент10 страницExposé Méthode AgileAlfred EbrottieОценок пока нет
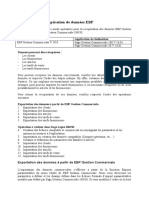
- Procédure Récupération EBPДокумент6 страницProcédure Récupération EBPcarolineОценок пока нет
- Présentation LABVIEW Exo 1-28Документ106 страницPrésentation LABVIEW Exo 1-28brahhimiyakoub1996Оценок пока нет
- Area Marking Catalogue Europe FrenchДокумент32 страницыArea Marking Catalogue Europe Frenchmed elhilaliОценок пока нет
- Life Saving RulesДокумент60 страницLife Saving Ruleslargagnon ouattaraОценок пока нет
- Khebbache Hicham PDFДокумент154 страницыKhebbache Hicham PDFNoureddine GuersiОценок пока нет
- Arithmétique Et Décomposition en Facteurs Premiers: 1.la Division EuclidienneДокумент6 страницArithmétique Et Décomposition en Facteurs Premiers: 1.la Division EuclidienneHømmę ClassОценок пока нет
- Preparation CCNASECURITY PDFДокумент50 страницPreparation CCNASECURITY PDFk_ensajОценок пока нет
- 29 May 2013Документ296 страниц29 May 2013Download_Scribd_stufОценок пока нет
- Windows 7 - Le Mode D'emploi CompletДокумент160 страницWindows 7 - Le Mode D'emploi Completoswaldjosy619Оценок пока нет
- CFF - Horaire en LigneДокумент2 страницыCFF - Horaire en Lignelyda15Оценок пока нет
- DVR NextvisionДокумент131 страницаDVR NextvisionPhilippe BlangenoisОценок пока нет
- CryptoДокумент836 страницCryptoArnaud BizecОценок пока нет
- Transformations Coordonnees GeodesiquesДокумент16 страницTransformations Coordonnees GeodesiquesAhmed EnnehriОценок пока нет
- PNTДокумент10 страницPNThoucem8Оценок пока нет