Вам также может понравиться
- Mechanical Hazards and Machine SafeguardingДокумент19 страницMechanical Hazards and Machine Safeguardingm_alodat6144Оценок пока нет
- Job Hazard AnalysisДокумент19 страницJob Hazard AnalysisCharlyn FloresОценок пока нет
- SOP - LatheДокумент2 страницыSOP - LatheQuality PFPLОценок пока нет
- Trainer: S. Balamurugan B.E.., M.E (ISE) : Ehs Solutions Maduravoyal, ChennaiДокумент75 страницTrainer: S. Balamurugan B.E.., M.E (ISE) : Ehs Solutions Maduravoyal, ChennaiBala SbОценок пока нет
- Formulation of Accident Prevention ProgrammeДокумент24 страницыFormulation of Accident Prevention ProgrammeCHANDUОценок пока нет
- Ayoki Safety Monthly Initiative 27.11.21slideДокумент19 страницAyoki Safety Monthly Initiative 27.11.21slideAltafОценок пока нет
- Scaffolding Hazard PreventionДокумент2 страницыScaffolding Hazard PreventionRavikant PandeyОценок пока нет
- Lathe SopДокумент2 страницыLathe SopDilip Kumar K100% (1)
- Welding SafetyДокумент43 страницыWelding Safetyjefmohd100% (3)
- Eot TrainingДокумент16 страницEot TrainingShariqОценок пока нет
- SOP Section Rolling Machine #10011234567891123Документ3 страницыSOP Section Rolling Machine #10011234567891123saturnelОценок пока нет
- Slips, Trips and Falls:: Advancing Your Safety ProgramДокумент37 страницSlips, Trips and Falls:: Advancing Your Safety ProgrameffendiОценок пока нет
- Manual & Mechanical ChecklistДокумент7 страницManual & Mechanical ChecklistMartine OtienoОценок пока нет
- Safety in Engineering IndustryДокумент8 страницSafety in Engineering IndustryzombieОценок пока нет
- Working at Heights: Dr.P.MuralidharДокумент48 страницWorking at Heights: Dr.P.MuralidharRituraj SinghОценок пока нет
- Mechanical Job Hazard Analysis Name of The Job: WELDING JOBДокумент1 страницаMechanical Job Hazard Analysis Name of The Job: WELDING JOBbrandybuckОценок пока нет
- Portable Equp MNT GuideДокумент0 страницPortable Equp MNT GuideashawishОценок пока нет
- Sop Hydraulic Punch and ShearДокумент1 страницаSop Hydraulic Punch and ShearBorislav VulićОценок пока нет
- JHA SampleДокумент1 страницаJHA SampleJoseph PerezОценок пока нет
- SOP of Angle GrindingДокумент6 страницSOP of Angle GrindingINFОценок пока нет
- Welding Safety TrainingДокумент23 страницыWelding Safety TrainingTinna Puspita Marita SariОценок пока нет
- Job Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingДокумент1 страницаJob Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingRio de MarioОценок пока нет
- Safety Regulations in The Engineering WorkshopДокумент3 страницыSafety Regulations in The Engineering WorkshopPeter ThomasОценок пока нет
- ARC Flash / Blast SafetyДокумент89 страницARC Flash / Blast SafetyRobert LopezОценок пока нет
- HT & PWHT JsaДокумент3 страницыHT & PWHT JsaNature BeautiesОценок пока нет
- Air CompressorДокумент4 страницыAir CompressorLajapathi RaiОценок пока нет
- Conveyor SafetyДокумент2 страницыConveyor SafetyRohit SinghОценок пока нет
- Fire Extinguisher Training: Health, Safety & Environment DeptДокумент33 страницыFire Extinguisher Training: Health, Safety & Environment DeptRosano D. ManamtamОценок пока нет
- Fall Protection PanoramaДокумент43 страницыFall Protection Panoramajhoni100% (1)
- Ladder Safety Check ListДокумент1 страницаLadder Safety Check ListjoesuhreОценок пока нет
- Safety Guidelines For Iron & Steel Sector Direct Reduction PlantДокумент5 страницSafety Guidelines For Iron & Steel Sector Direct Reduction PlantHasan AshОценок пока нет
- Chain Pulley BlockДокумент7 страницChain Pulley BlockMohamed AgrОценок пока нет
- Working at Height EbookДокумент14 страницWorking at Height EbookSubhi El Haj SalehОценок пока нет
- OCP-09 - Hydraulic TestДокумент2 страницыOCP-09 - Hydraulic TestNagendra Kumar SinghОценок пока нет
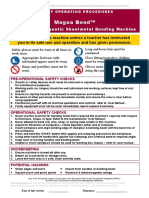
- Magna Bend SopДокумент1 страницаMagna Bend SopClarkKent Fabro Batucan0% (1)
- Crane Personal PlatformДокумент13 страницCrane Personal PlatformwinricОценок пока нет
- Machine Shop SafetyДокумент10 страницMachine Shop SafetySreedhar Patnaik.MОценок пока нет
- Ladder Safety PDFДокумент24 страницыLadder Safety PDFRusihan RehanОценок пока нет
- Standard Operation Procedures (S.O.P) For Milling MachineДокумент1 страницаStandard Operation Procedures (S.O.P) For Milling MachineZulizudinOthmanОценок пока нет
- Welcome To All at Training of Safe Operating OF Eot Cranes: Arihant/Yogesh/EhsДокумент16 страницWelcome To All at Training of Safe Operating OF Eot Cranes: Arihant/Yogesh/Ehssurnaik100% (2)
- New SMP For Cable Tray WorkДокумент9 страницNew SMP For Cable Tray WorkGaurav KhandelwalОценок пока нет
- To Be Known Know The Gas Cutting Sets. Hazards & Precautions Risk AssessmentДокумент17 страницTo Be Known Know The Gas Cutting Sets. Hazards & Precautions Risk AssessmentRaja GuruОценок пока нет
- Safe Use of Hand Gloves: Aromatics ProjectДокумент1 страницаSafe Use of Hand Gloves: Aromatics Projectpl_rajaОценок пока нет
- Safe Operating Procedure: Pinch PointsДокумент1 страницаSafe Operating Procedure: Pinch PointsAndri IrawanОценок пока нет
- 39-98 - Safe Use of Lifting Machines and Lifting Tackle - 0Документ59 страниц39-98 - Safe Use of Lifting Machines and Lifting Tackle - 0JakesОценок пока нет
- Lockout-Tagout Safety Awareness - Online 2009Документ14 страницLockout-Tagout Safety Awareness - Online 2009Rameez Uddin KhawajaОценок пока нет
- A Complete Guide To Working at Height Regulations by At-HeightДокумент6 страницA Complete Guide To Working at Height Regulations by At-Heightat-height0% (1)
- Safety Organisation & Safety Committee and Its Effective FunctioningДокумент37 страницSafety Organisation & Safety Committee and Its Effective FunctioningVikas MoreОценок пока нет
- Safety in Work Place Safety in WeldingДокумент25 страницSafety in Work Place Safety in WeldingRahul SiwakotiОценок пока нет
- Overhead Crane OperationДокумент4 страницыOverhead Crane OperationDraj CahyaОценок пока нет
- PPE AwarenessДокумент23 страницыPPE AwarenessAjit BhosaleОценок пока нет
- Job Safety Analysis / Analiza Bezbednosti PoslaДокумент27 страницJob Safety Analysis / Analiza Bezbednosti PoslaZvezdan SitiОценок пока нет
- Jj303 - Mechanical Workshop Practise 3Документ2 страницыJj303 - Mechanical Workshop Practise 3jayadarsini2113Оценок пока нет
- Electrical CHain Hoist PDFДокумент1 страницаElectrical CHain Hoist PDFSajeewa LakmalОценок пока нет
- Checklist For High Risk Work - Hot WorkДокумент8 страницChecklist For High Risk Work - Hot WorkSalsabilla Putri anggrainiОценок пока нет
- Welding Notes 1Документ4 страницыWelding Notes 1api-440145703Оценок пока нет
- Plate Rolling Machine 2Документ22 страницыPlate Rolling Machine 2Oluwaseyi Victor Sorinade100% (1)
- Welding ATWДокумент62 страницыWelding ATWARPIT MATHURОценок пока нет
- Job Safety Analysis: Sample Written Program ForДокумент27 страницJob Safety Analysis: Sample Written Program ForniienОценок пока нет
- Osha JhaДокумент43 страницыOsha JhaWahed Mn ElnasОценок пока нет
- Ansi/Aiha Z10: Atomic NumberДокумент11 страницAnsi/Aiha Z10: Atomic NumberRehman MuzaffarОценок пока нет
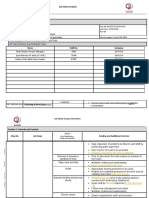
- # Findings Description Locati ON Safety Recommended Action Contractor Action Taken EvidencesДокумент1 страница# Findings Description Locati ON Safety Recommended Action Contractor Action Taken EvidencesRehman MuzaffarОценок пока нет
- 1 Foot Candle How Many Lux 10.764 Lux and Also 1 Lumen Asymmetry MultiplierДокумент10 страниц1 Foot Candle How Many Lux 10.764 Lux and Also 1 Lumen Asymmetry MultiplierRehman MuzaffarОценок пока нет
- Jsa # 1 Construction of Row: Reference Gis & SaesДокумент1 страницаJsa # 1 Construction of Row: Reference Gis & SaesRehman MuzaffarОценок пока нет
- Mechanical and Heavy Equipment - CSM-5thEditionДокумент6 страницMechanical and Heavy Equipment - CSM-5thEditionRehman MuzaffarОценок пока нет
- 3 2Документ34 страницы3 2Rehman MuzaffarОценок пока нет
- ASP Flashcards - QuizletДокумент36 страницASP Flashcards - QuizletRehman MuzaffarОценок пока нет
- Electrical Safety QuizДокумент2 страницыElectrical Safety QuizRehman MuzaffarОценок пока нет
- Job Safety Analysis, Safety Awareness and YouДокумент2 страницыJob Safety Analysis, Safety Awareness and YouRehman MuzaffarОценок пока нет
- Jsa-013 Well DevelopmentДокумент2 страницыJsa-013 Well DevelopmentRehman Muzaffar100% (2)
- Aramco QuestionsДокумент1 страницаAramco QuestionsRehman MuzaffarОценок пока нет
- 5 Practice Questions - VentДокумент6 страниц5 Practice Questions - VentRehman MuzaffarОценок пока нет
- CPG PDFДокумент20 страницCPG PDFRehman MuzaffarОценок пока нет
- Manonmaniam Sundaranar University: B.Sc. Mathematics - Ii YearДокумент98 страницManonmaniam Sundaranar University: B.Sc. Mathematics - Ii YearSadia ahmadОценок пока нет
- ElectrogravimetryДокумент5 страницElectrogravimetryMELISSA VERONICA TUDELANO OSPINAОценок пока нет
- Toyota Toyota+sienna+2013+manualДокумент1 страницаToyota Toyota+sienna+2013+manualNur Cholik Widyan Sa0% (1)
- 11-001 Gergess Author Proof CorrectedДокумент18 страниц11-001 Gergess Author Proof CorrectedJamil JmlОценок пока нет
- Physiological, Anthropometric, and Motor Characteristics of Elite Chinese Youth Athletes From Six Different SportsДокумент12 страницPhysiological, Anthropometric, and Motor Characteristics of Elite Chinese Youth Athletes From Six Different SportsRafida I CОценок пока нет
- Chapter 2 - Analysis of Steam Power Plant CycleДокумент61 страницаChapter 2 - Analysis of Steam Power Plant Cyclerrhoshack100% (1)
- Types of Speeches and Speech StyleДокумент1 страницаTypes of Speeches and Speech StyleSai RiveraОценок пока нет
- Karma: "Dove La Legge Della Grazia È Attiva, Finisce La Legge Del Karma"Документ37 страницKarma: "Dove La Legge Della Grazia È Attiva, Finisce La Legge Del Karma"Lars JensenОценок пока нет
- Ext Abstract BERCYANDYAДокумент8 страницExt Abstract BERCYANDYAvirtualqueen02Оценок пока нет
- Non-Parametric TestsДокумент1 страницаNon-Parametric TestssdvdsvОценок пока нет
- Eaton Industrial Special Process List (SPL)Документ5 страницEaton Industrial Special Process List (SPL)amirkhakzad498Оценок пока нет
- Tech Com 1Документ16 страницTech Com 1HawaiiChongОценок пока нет
- 12 Chemistry Chapter 1 Assignment 2Документ2 страницы12 Chemistry Chapter 1 Assignment 2Mohd UvaisОценок пока нет
- Tugas Mek I-9 OktДокумент2 страницыTugas Mek I-9 OktAlifani SofiОценок пока нет
- Assignment 2Документ3 страницыAssignment 2Hannah Van GeeresteinОценок пока нет
- Find The Belt Length at A 72 in Distance Connected in Open Belt. The Pulley Diameters Are 6 and 12 inДокумент4 страницыFind The Belt Length at A 72 in Distance Connected in Open Belt. The Pulley Diameters Are 6 and 12 inGeoffrey GolbequeОценок пока нет
- Omb ValvesДокумент52 страницыOmb ValvesCesar SotoОценок пока нет
- Sex Quiz ResultsДокумент1 страницаSex Quiz Resultsapi-285789748Оценок пока нет
- SIP Report-PRATYUSH (1950-113) - 1Документ49 страницSIP Report-PRATYUSH (1950-113) - 1LOKESH KUMAR SINHAОценок пока нет
- AWS Cloud Architect: Nanodegree Program SyllabusДокумент14 страницAWS Cloud Architect: Nanodegree Program Syllabustausif shaikhОценок пока нет
- 2001 Daewoo Nubira Service Manual2 PDFДокумент685 страниц2001 Daewoo Nubira Service Manual2 PDFalberto 32100% (1)
- RESEARCH FORM and STYLEДокумент8 страницRESEARCH FORM and STYLEKristian Karl Bautista Kiw-isОценок пока нет
- 30 Contoh Soal Passive Voice Pilihan Ganda Dan JawabannyaДокумент13 страниц30 Contoh Soal Passive Voice Pilihan Ganda Dan Jawabannyafutrika saragi100% (1)
- ASLI 02 Supply Air Grilles Set - AIR ConditioningДокумент21 страницаASLI 02 Supply Air Grilles Set - AIR ConditioningAminul Hassan50% (2)
- G-10 Biology, 3rd Work Sheet On Nervous SystemДокумент3 страницыG-10 Biology, 3rd Work Sheet On Nervous SystemhannahОценок пока нет
- Add Maths F4 Topical Test 3 (E)Документ3 страницыAdd Maths F4 Topical Test 3 (E)HANIFAH50% (2)
- Practical Research 2 Module 1: Characteristics, Strengths, Weaknesses, and Kinds of Quantitative ResearchДокумент6 страницPractical Research 2 Module 1: Characteristics, Strengths, Weaknesses, and Kinds of Quantitative Research306947 Bancal Pugad ISОценок пока нет
- Good Pitch India 2018 ReviewДокумент145 страницGood Pitch India 2018 ReviewIndian Documentary FoundationОценок пока нет
- Parrot: by Alan BrownjohnДокумент2 страницыParrot: by Alan BrownjohnPADUMI SASIKALA50% (2)
- Thomson Catalog CompressedДокумент210 страницThomson Catalog CompressedCharlesОценок пока нет