Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- B.Tech Admission in IndiaДокумент22 страницыB.Tech Admission in IndiaJunaid AminОценок пока нет
- Manual For Design Using Etabs PDFДокумент46 страницManual For Design Using Etabs PDFPankaj Sardana100% (1)
- Uamerica 22 .102615Документ15 страницUamerica 22 .102615Rimy Cruz GambaОценок пока нет
- Euclidean ZoningДокумент1 страницаEuclidean Zoningneda1388Оценок пока нет
- Calgary Logistics ParkДокумент32 страницыCalgary Logistics ParkNavin JollyОценок пока нет
- Uttar Pradesh Power Transmission Corporation LTD.: Construction 400 KV Substation, JaunpurДокумент207 страницUttar Pradesh Power Transmission Corporation LTD.: Construction 400 KV Substation, JaunpurJai PrakashОценок пока нет
- ICSE X-Selina-solution-Ch09-Household CircuitsДокумент27 страницICSE X-Selina-solution-Ch09-Household CircuitsSHERWIN FFОценок пока нет
- Monitoring Shop Drawing MVACДокумент2 страницыMonitoring Shop Drawing MVACEko Indra SaputraОценок пока нет
- 15 Intake and ExhaustДокумент16 страниц15 Intake and Exhaustwanderlei669085Оценок пока нет
- GS 2006 Edition - VOLUME 2 - 19 - APR - 2010 PDFДокумент464 страницыGS 2006 Edition - VOLUME 2 - 19 - APR - 2010 PDFCyrus LeeОценок пока нет
- RCC21 Subframe AnalysisДокумент9 страницRCC21 Subframe AnalysisZayyan RomjonОценок пока нет
- MBT Coupler BrochureДокумент8 страницMBT Coupler BrochureRay RamiloОценок пока нет
- ElecticalSafety HighVoltageДокумент3 страницыElecticalSafety HighVoltagesiswoutОценок пока нет
- NAASRA Guide HighwayBridgeDesign 1970Документ245 страницNAASRA Guide HighwayBridgeDesign 1970Angga Alfiannur100% (3)
- FSA 0180 CoДокумент58 страницFSA 0180 CoNagamani ManiОценок пока нет
- BS 3M 60-1998 (ISO 7169-1998) ScanДокумент21 страницаBS 3M 60-1998 (ISO 7169-1998) ScandokuОценок пока нет
- Bioclimatic Design at MuuratsaloДокумент7 страницBioclimatic Design at Muuratsalolazarte_86Оценок пока нет
- Aral Catalouge June 2017 0Документ242 страницыAral Catalouge June 2017 0beboo KhamisОценок пока нет
- Settlement of FoundationsДокумент18 страницSettlement of FoundationsIan Seguritan100% (1)
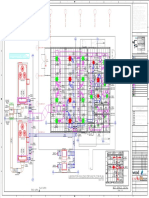
- A B C D E: Laboratory Building Ground Floor PlanДокумент1 страницаA B C D E: Laboratory Building Ground Floor PlanEmre ÇilОценок пока нет
- CNC Programming CyclesДокумент8 страницCNC Programming CyclesParveen KumarОценок пока нет
- MEB18010-Test 3Документ15 страницMEB18010-Test 3MustafaОценок пока нет
- Effect of Using Saturated Lime Water in The Production of Concrete Using Pozzolanic Cement Cem II B-PДокумент18 страницEffect of Using Saturated Lime Water in The Production of Concrete Using Pozzolanic Cement Cem II B-PKellymax olakitarОценок пока нет
- Nenutec - NVCB 92065Документ4 страницыNenutec - NVCB 92065Oanh NguyenОценок пока нет
- Extra High Strength Steels - Strenx vs. HardoxДокумент1 страницаExtra High Strength Steels - Strenx vs. Hardoxdavid blecicОценок пока нет
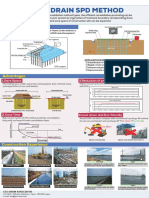
- SPDポスターДокумент1 страницаSPDポスターLengendary PhubrОценок пока нет
- Business Category List PDFДокумент3 страницыBusiness Category List PDFremyboyОценок пока нет
- Minor ProjectДокумент30 страницMinor ProjectSanjayChauhanОценок пока нет
- The Views Protection Pile Alternate Design Calcs-1Документ28 страницThe Views Protection Pile Alternate Design Calcs-1aliengineer953Оценок пока нет
- List of Din Standardspdf PDFДокумент84 страницыList of Din Standardspdf PDFZoran DjuricicОценок пока нет