Вам также может понравиться
- 1er EXAMEN RESUELTO 2021 AДокумент8 страниц1er EXAMEN RESUELTO 2021 AJHON ALEX LOPINTA CCANSAYAОценок пока нет
- Metodologia para Determinar LOIДокумент3 страницыMetodologia para Determinar LOILeonardo Sierra LombarderoОценок пока нет
- Compuestos de Polipropileno y Carbonato de CalcioДокумент55 страницCompuestos de Polipropileno y Carbonato de CalcioDanielaMontes100% (2)
- Análisis de La Arquitectura Vernácula Del Ecuador - Propuestas de Una Arquitectura Contemporánea Sustentable.Документ58 страницAnálisis de La Arquitectura Vernácula Del Ecuador - Propuestas de Una Arquitectura Contemporánea Sustentable.arista_jhsОценок пока нет
- Planta Producción de Neumáticos2Документ34 страницыPlanta Producción de Neumáticos2Emmanuel JosafatОценок пока нет
- Proceso Metalurgico Del HierroДокумент35 страницProceso Metalurgico Del HierromisaelОценок пока нет
- Fundentes y Escoria de CobreДокумент20 страницFundentes y Escoria de CobreKevin ChávezОценок пока нет
- Proyecto EstructurasДокумент8 страницProyecto EstructurasFabian RoaОценок пока нет
- Ejercicios Quimiometria 2020Документ2 страницыEjercicios Quimiometria 2020Stefania Herenandez MotaОценок пока нет
- Lección 16. PolímerosДокумент29 страницLección 16. PolímerosIsaacFernandezОценок пока нет
- Rol Del Ingeniero Químico en El Desarrollo Del PaísДокумент4 страницыRol Del Ingeniero Químico en El Desarrollo Del PaísMayra YaniraОценок пока нет
- Analisis TermogravimetricoДокумент26 страницAnalisis TermogravimetricoEduard A MartinezОценок пока нет
- Ishikawa de CorrosiónДокумент6 страницIshikawa de CorrosiónsoledadОценок пока нет
- ThiokolДокумент3 страницыThiokolluis gonzalez alvarezОценок пока нет
- Tratamiento de escoria en ALUAR con horno rotativoДокумент5 страницTratamiento de escoria en ALUAR con horno rotativoAsdrubal Antonio Gonzalez DiazОценок пока нет
- Laboratorio 1 Cementacion 2018Документ14 страницLaboratorio 1 Cementacion 2018Diego AguilarОценок пока нет
- Proceso de Fabricación de Las Llantas de CauchoДокумент6 страницProceso de Fabricación de Las Llantas de CauchonelsondenismamaniОценок пока нет
- Separata #03 Diagrama EllinghamДокумент10 страницSeparata #03 Diagrama EllinghamMaykol Villanueva TolentinoОценок пока нет
- Tecnologia de PolimerosДокумент260 страницTecnologia de Polimerosjomarm46Оценок пока нет
- Práctica 2-Energía de ActivaciónДокумент18 страницPráctica 2-Energía de ActivaciónLiloStreetОценок пока нет
- Analisis de CementosДокумент8 страницAnalisis de CementosedwinОценок пока нет
- Producción Cal-P24 a partir de carbonato de calcioДокумент31 страницаProducción Cal-P24 a partir de carbonato de calcioPatrick JaneОценок пока нет
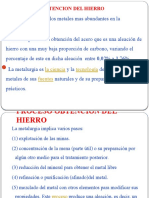
- Procesos de Obtencion Del Hierro AceroДокумент103 страницыProcesos de Obtencion Del Hierro AceroivanОценок пока нет
- Aluminio y aleaciones: propiedades, aplicaciones e historiaДокумент4 страницыAluminio y aleaciones: propiedades, aplicaciones e historiaXavi LoayzaОценок пока нет
- Construcción de Diagramas EllinghamДокумент3 страницыConstrucción de Diagramas EllinghamABEL ANGEL CAMALA CALDERONОценок пока нет
- Aleaciones de AluminioДокумент26 страницAleaciones de AluminioGuillermoChuquihuancaHuayllaniОценок пока нет
- Resinas UF: proceso productivo y aplicacionesДокумент27 страницResinas UF: proceso productivo y aplicacionesOshin Hancco CarrascoОценок пока нет
- Cronograma de EjecuciónДокумент2 страницыCronograma de EjecuciónYESSICA ORTIZ MENDOZAОценок пока нет
- Tabiques RefractariosДокумент11 страницTabiques RefractariosAnonymous YCtFYP705Оценок пока нет
- Manual Residuos Peligrosos Giro MetalmecanicaДокумент102 страницыManual Residuos Peligrosos Giro Metalmecanicakatixitas100% (1)
- Obtencion de Materiales CeramicosДокумент45 страницObtencion de Materiales CeramicosEmmanuelle LlarenaОценок пока нет
- Polímeros sintéticos y naturales: clasificación y propiedadesДокумент41 страницаPolímeros sintéticos y naturales: clasificación y propiedadesNathan Espinoza CavieresОценок пока нет
- Analisis Dolomita FinalДокумент7 страницAnalisis Dolomita FinalJavier Mauricio Posada CabreraОценок пока нет
- Fundición aluminio arena verdeДокумент9 страницFundición aluminio arena verdeLuis Condo AlvarezОценок пока нет
- Tesis Aceite LimonДокумент108 страницTesis Aceite LimonAnonymous XIIv9HZОценок пока нет
- 2379Документ3 страницы2379Rolando CastilloОценок пока нет
- Carbon CoqueДокумент2 страницыCarbon CoqueCristian Marroquin100% (1)
- Visita Técnica A Una Fabrica de PlásticosДокумент43 страницыVisita Técnica A Una Fabrica de PlásticosValve Anton V RОценок пока нет
- TACASA Óxidos REPORTE FINAL 1421LMДокумент30 страницTACASA Óxidos REPORTE FINAL 1421LMThalia QuispeОценок пока нет
- Practica PETДокумент8 страницPractica PETOMAR ORLANDO HERNANDEZ SERRANOОценок пока нет
- Métodos de Descomposición de Muestras (Orgánicas e Inorgánicas) para El Análisis QuímicoДокумент73 страницыMétodos de Descomposición de Muestras (Orgánicas e Inorgánicas) para El Análisis QuímicoMoisés García NevárezОценок пока нет
- Usos y Aplicaciones Del YesoДокумент4 страницыUsos y Aplicaciones Del YesoSebastian Gonzalez100% (1)
- Ficometa Labo 2Документ10 страницFicometa Labo 2Carlos Rivas MinayaОценок пока нет
- Pirometalurgia Del Aluminio Con ResumenДокумент24 страницыPirometalurgia Del Aluminio Con ResumenAnthony Brayan Curo100% (1)
- Lin Gru Elemento Linea Descripcion CantidadДокумент67 страницLin Gru Elemento Linea Descripcion CantidadGuillermo Florez100% (1)
- Residuos OxidantesДокумент17 страницResiduos OxidantesEsmeralda GalindezОценок пока нет
- Propiedades y reactividad del oroДокумент5 страницPropiedades y reactividad del oroMiguel Angel LòpezОценок пока нет
- Obtencion de Dioxido de TitanioДокумент4 страницыObtencion de Dioxido de TitanioYam MbОценок пока нет
- Proceso de Obtención Del Hierro y El AceroДокумент12 страницProceso de Obtención Del Hierro y El AceroLuana CaballeroОценок пока нет
- Escoria de Alto HornoДокумент22 страницыEscoria de Alto HornoLuis Angel PalominoОценок пока нет
- AluminioДокумент32 страницыAluminioGuadalupe DguezОценок пока нет
- DestiLacion Mccabe ThieleДокумент32 страницыDestiLacion Mccabe ThieleJenny Salas FernándezОценок пока нет
- Manual de Practicas de PolimerosДокумент19 страницManual de Practicas de PolimerosGabriel FloresОценок пока нет
- Conformación SuperplásticaДокумент2 страницыConformación SuperplásticaMiguel MaahОценок пока нет
- Trabajo Final de AluminioДокумент24 страницыTrabajo Final de Aluminioyomismo33Оценок пока нет
- 190 - Materiales RefractariosДокумент23 страницы190 - Materiales RefractariosMarcelo VissaniОценок пока нет
- Análisis de composición de muestra por fluorescencia de rayos XДокумент1 страницаAnálisis de composición de muestra por fluorescencia de rayos XLuis Vladimir Peñaloza FuentesОценок пока нет
- Agentes MetalurgicosДокумент31 страницаAgentes MetalurgicosGiseeTaricoОценок пока нет
- Plantilla Paper IEEE, USTAДокумент4 страницыPlantilla Paper IEEE, USTALina Marcela Ariza LopezОценок пока нет
- Espumas MetálicasДокумент5 страницEspumas MetálicasmagoistariОценок пока нет
- Vigilancia Tecnologica - MetalmecanicaДокумент10 страницVigilancia Tecnologica - MetalmecanicaUserОценок пока нет
- Siacot 2017 Incidencias de La Tierra en El Confort de Personas Invidentes en Ambientes de Enseñanza - AprendizajeДокумент11 страницSiacot 2017 Incidencias de La Tierra en El Confort de Personas Invidentes en Ambientes de Enseñanza - AprendizajeJoshe PesantezОценок пока нет
- Resumen Técnico de Los Principales Resultados Alcanzados en La Primera Anualidad Del ProyectoДокумент94 страницыResumen Técnico de Los Principales Resultados Alcanzados en La Primera Anualidad Del ProyectoJoshe PesantezОценок пока нет
- Teenek Maya Tsabaal Simbiosis Huasteco Como Equilibrio ContemporaneoДокумент9 страницTeenek Maya Tsabaal Simbiosis Huasteco Como Equilibrio ContemporaneoJoshe PesantezОценок пока нет
- Recursos Hidricos en El Valle de Mexico Apreciacion HermeneuticaДокумент7 страницRecursos Hidricos en El Valle de Mexico Apreciacion HermeneuticaJoshe PesantezОценок пока нет
- Curado del Concreto GuíaДокумент16 страницCurado del Concreto GuíaJoober Ramos100% (1)
- Arquitectura Tradicional de Cuenca Recuperacion y Alternativa Sustentable en La ContemporaneidadДокумент23 страницыArquitectura Tradicional de Cuenca Recuperacion y Alternativa Sustentable en La ContemporaneidadJoshe PesantezОценок пока нет
- El Metodo Fenomenologico Hermeneutico en El Medio AmbienteДокумент15 страницEl Metodo Fenomenologico Hermeneutico en El Medio AmbienteJoshe PesantezОценок пока нет
- Análisis Histórico ConstructivoДокумент13 страницAnálisis Histórico ConstructivoJoshe PesantezОценок пока нет
- #006 Secuoia Climbing Space - BASES - ESДокумент10 страниц#006 Secuoia Climbing Space - BASES - ESJoshe PesantezОценок пока нет
- Cemento Portland PDFДокумент83 страницыCemento Portland PDFHugo Coanqui Quispe100% (1)
- Salud Ambiental y Vivienda Una Mirada Comparada en 5 Comunidades ColombianasДокумент12 страницSalud Ambiental y Vivienda Una Mirada Comparada en 5 Comunidades ColombianasJoshe PesantezОценок пока нет
- Salud Ambiental y Vivienda Una Mirada Comparada en 5 Comunidades ColombianasДокумент12 страницSalud Ambiental y Vivienda Una Mirada Comparada en 5 Comunidades ColombianasJoshe PesantezОценок пока нет
- TermitasДокумент22 страницыTermitasManuales de InteresОценок пока нет
- Relacionalidad Como Principio de Sustentabilidad en La Vivienda RuralДокумент6 страницRelacionalidad Como Principio de Sustentabilidad en La Vivienda RuralJoshe PesantezОценок пока нет
- Análisis PucaráДокумент168 страницAnálisis PucaráJoshe PesantezОценок пока нет
- Congreso Bambú InnovaciónДокумент17 страницCongreso Bambú InnovaciónJoshe PesantezОценок пока нет
- Análisis Pucará 2Документ184 страницыAnálisis Pucará 2Joshe PesantezОценок пока нет
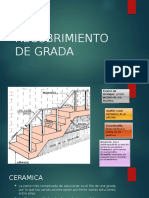
- Recubrimientos para gradas de menos deДокумент31 страницаRecubrimientos para gradas de menos deJoshe Pesantez100% (1)
- Casa EcologicaДокумент18 страницCasa EcologicaJoshe PesantezОценок пока нет
- Investigacion Adobe CismidДокумент58 страницInvestigacion Adobe CismidRichard Louis Martinez CuelaОценок пока нет
- Manual Sanitaria PAVCOДокумент24 страницыManual Sanitaria PAVCOMa Alejandra Jiménez CОценок пока нет
- Fotos de Tã©cnica BaharequeДокумент9 страницFotos de Tã©cnica BaharequeJoshe PesantezОценок пока нет
- Metodología de La InvestigaciónДокумент5 страницMetodología de La InvestigaciónJoshe PesantezОценок пока нет
- VOLCANESДокумент59 страницVOLCANESJoshe PesantezОценок пока нет
- Proceso Constructivo Casa Entramado PDFДокумент5 страницProceso Constructivo Casa Entramado PDFApolo PeruОценок пока нет
- Captacion Aguas SuperficialesДокумент66 страницCaptacion Aguas SuperficialesErnest RandallОценок пока нет
- Tapial Reforzado PucpДокумент54 страницыTapial Reforzado PucpJorge Lindo PeredaОценок пока нет
- Como Escribir Una Tesis - Umberto EcoДокумент51 страницаComo Escribir Una Tesis - Umberto EcoCECADI29100% (1)
- Materiales Madera PDFДокумент7 страницMateriales Madera PDFEnrique SonginiОценок пока нет
- Destilación fraccionada: Separación de etanolДокумент8 страницDestilación fraccionada: Separación de etanolyeimyОценок пока нет
- Compendio Operacion Mayo 2016 PDFДокумент131 страницаCompendio Operacion Mayo 2016 PDFCesar Augusto Felix BernaolaОценок пока нет
- PDFДокумент166 страницPDFFernando BravoОценок пока нет
- Sistema de Seguridad de Superficie VssДокумент15 страницSistema de Seguridad de Superficie VssJosé Neuquen100% (5)
- Informe Final - Soldadura EléctricaДокумент6 страницInforme Final - Soldadura EléctricaGeorge Bryan CalderónОценок пока нет
- Convencional y No ConvencionalДокумент7 страницConvencional y No ConvencionalZaira Julieth Blandon BarbosaОценок пока нет
- Trabajo de Grado Serviforestal S.A. 2014Документ156 страницTrabajo de Grado Serviforestal S.A. 2014JhonPadillaОценок пока нет
- Memoria Inst. ElectricasДокумент6 страницMemoria Inst. ElectricasHenri Ocaña TorrejonОценок пока нет
- Manual Bomba Oleohidraulica Sistemas Hidraulicos Tecsup Simbologia Parametros Clasificacion Funcionamiento PDFДокумент18 страницManual Bomba Oleohidraulica Sistemas Hidraulicos Tecsup Simbologia Parametros Clasificacion Funcionamiento PDFDario Luis Flores CollasОценок пока нет
- Motores EléctricosДокумент3 страницыMotores EléctricosOkarin PillaОценок пока нет
- Cuestionario MaquinasДокумент8 страницCuestionario MaquinasRoberto CordovaОценок пока нет
- Curso de Subestaciones PARTE II EQUIPAMIENTOДокумент58 страницCurso de Subestaciones PARTE II EQUIPAMIENTOLisandroОценок пока нет
- A Terex CR562-ESДокумент2 страницыA Terex CR562-ESdan2616Оценок пока нет
- Sesion III - Recursos Naturales - Material de LecturaДокумент5 страницSesion III - Recursos Naturales - Material de LecturaTheylor HilasakОценок пока нет
- Curriculum VitaeДокумент3 страницыCurriculum VitaeFernando CastroОценок пока нет
- Manual técnico de seguridad eléctrica actualizadoДокумент163 страницыManual técnico de seguridad eléctrica actualizadodan_alpa5Оценок пока нет
- DensoДокумент5 страницDensoAndreé Morales PulchaОценок пока нет
- MGV6 Manual de Mantenimiento Motores Volvo TAD PENTAДокумент86 страницMGV6 Manual de Mantenimiento Motores Volvo TAD PENTAJOSE100% (1)
- Acuerdo No 20 e 2002Документ24 страницыAcuerdo No 20 e 2002Raul PalomoОценок пока нет
- Programa - Ingeniería de Perforación MPET 2020Документ4 страницыPrograma - Ingeniería de Perforación MPET 2020brigitteОценок пока нет
- Proyecto de Electrotecnia IndustrialДокумент22 страницыProyecto de Electrotecnia IndustrialGiovanni Trigo100% (3)
- Servicios Auxiliares MinerosДокумент29 страницServicios Auxiliares MinerosArturo R. Chayña Rodriguez94% (16)
- Localización de PlantasДокумент31 страницаLocalización de PlantasJavier RomeroОценок пока нет
- 34395Документ5 страниц34395Roxana Copa VasquezОценок пока нет
- Lista Chequeo Ambiente Trabajo (DIAGNOSTICO) TerminadaДокумент8 страницLista Chequeo Ambiente Trabajo (DIAGNOSTICO) TerminadaAirton Leiva0% (1)
- Manual Básico para Trabajar Con LEDsДокумент17 страницManual Básico para Trabajar Con LEDsRoberto Alday DelgadilloОценок пока нет
- Centrales EléctricasДокумент10 страницCentrales EléctricasWilber William Moscoso Zamudio0% (1)
- Brochure MantenimientoДокумент6 страницBrochure MantenimientohadyОценок пока нет
- WEG Contactores CWB 50066694 Catalogo EspanolДокумент48 страницWEG Contactores CWB 50066694 Catalogo EspanoleddyОценок пока нет
- Planta TraДокумент56 страницPlanta TraMaria Jose Martinez ArriagadaОценок пока нет