Вам также может понравиться
- Heat Exchanger FinalДокумент35 страницHeat Exchanger Finalshabirahsan79Оценок пока нет
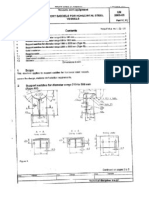
- Special Flange Joints Used in Floating-Head Shell-And-Tube Heat ExchangersДокумент5 страницSpecial Flange Joints Used in Floating-Head Shell-And-Tube Heat ExchangersBramJanssen76Оценок пока нет
- S&T HeДокумент32 страницыS&T HeArpit Sharma100% (1)
- KochДокумент181 страницаKochRichard FelipОценок пока нет
- Welding of Pressure VesselsДокумент2 страницыWelding of Pressure VesselsDvida PleasureОценок пока нет
- Sample Calculation ReportДокумент9 страницSample Calculation ReportmikimecОценок пока нет
- Saddle Support-Uhde SpecificationДокумент4 страницыSaddle Support-Uhde Specificationsandesh_honraoОценок пока нет
- Branch RF CalcДокумент6 страницBranch RF CalcHarish Harish0% (1)
- SEALING MANWAYSДокумент6 страницSEALING MANWAYSalokbdasОценок пока нет
- TQ - Air Fin Cooler (CS) - ModificationДокумент6 страницTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaОценок пока нет
- Ideas To Achieve Optimal Combination of Axial & Cross FlowДокумент28 страницIdeas To Achieve Optimal Combination of Axial & Cross FlowAmirah SufianОценок пока нет
- Studded Outlet HSB News Letter PDFДокумент4 страницыStudded Outlet HSB News Letter PDFG.SWAMIОценок пока нет
- Burst PR Calculation PDFДокумент1 страницаBurst PR Calculation PDFAranga KeerthiОценок пока нет
- 6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferДокумент35 страниц6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferAthar IqbalОценок пока нет
- Suction Heaters and Heating Coils Suction Heaters and Heating CoilsДокумент3 страницыSuction Heaters and Heating Coils Suction Heaters and Heating CoilsDaysianne100% (1)
- Introduction To Piping EngineeringДокумент33 страницыIntroduction To Piping EngineeringkysucoОценок пока нет
- ANSI FlangeДокумент10 страницANSI FlangemechftpОценок пока нет
- Heat Exchanger Design in PV EliteДокумент3 страницыHeat Exchanger Design in PV EliteShieeplОценок пока нет
- Pipe Thickness CalculationДокумент1 страницаPipe Thickness Calculationananyo_senguptaОценок пока нет
- Purchase Spec. For Nozzles Swage (Sa106b)Документ4 страницыPurchase Spec. For Nozzles Swage (Sa106b)Daison PaulОценок пока нет
- eBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeДокумент18 страницeBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeMoly69xОценок пока нет
- Installation, Operation and Maintenance - LOK-FLANGE ® Multitube Heat ExchangersДокумент5 страницInstallation, Operation and Maintenance - LOK-FLANGE ® Multitube Heat ExchangersCLIFFORDPAОценок пока нет
- Heat Exchanger Sizing E-7010 #1Документ2 страницыHeat Exchanger Sizing E-7010 #1Luis Enrique Leyva OvalleОценок пока нет
- UHX - Osweiller - WhitePaper PDFДокумент20 страницUHX - Osweiller - WhitePaper PDFMichael BasaОценок пока нет
- Tube Expander-Tools PDFДокумент120 страницTube Expander-Tools PDFmarceilinus devaluantoОценок пока нет
- Section IДокумент58 страницSection IARAVINDRAJ V RОценок пока нет
- AES Floating HeadДокумент8 страницAES Floating HeadArjun Singh AroraОценок пока нет
- Tech. Spec. For Heat ExchangersДокумент5 страницTech. Spec. For Heat Exchangerssanjay421Оценок пока нет
- Flange ø1 1/2Документ4 страницыFlange ø1 1/2dhiaa mohammedОценок пока нет
- Shell & Tube Installation, Operation & Maintenance ManualДокумент14 страницShell & Tube Installation, Operation & Maintenance Manualnidhul07Оценок пока нет
- Welcome To: Training Program On GUIDED TOUR OF ASME CodesДокумент120 страницWelcome To: Training Program On GUIDED TOUR OF ASME CodesAndri Konyoa KonyoaОценок пока нет
- BREECH LOCK Presentation Dec2004 Tcm24 226146Документ24 страницыBREECH LOCK Presentation Dec2004 Tcm24 226146Harinarayanan Samsari Kizhake VeetilОценок пока нет
- FRP Flange DesignДокумент29 страницFRP Flange DesignSubhadip RoyОценок пока нет
- What Is Design Interpretation?Документ17 страницWhat Is Design Interpretation?Qaisir MehmoodОценок пока нет
- BN-DS-T29 Collar Bolts For Removable Bundle Heat ExchangerДокумент1 страницаBN-DS-T29 Collar Bolts For Removable Bundle Heat ExchangerAlexDdd123Оценок пока нет
- Air Cooled Heat ExchangerДокумент15 страницAir Cooled Heat Exchangerros56Оценок пока нет
- ASME B31.3 Valve Selection GuideДокумент18 страницASME B31.3 Valve Selection GuideRyan Goh Chuang HongОценок пока нет
- Cone Design Tool: Pressure Vessel Engineering LTDДокумент1 страницаCone Design Tool: Pressure Vessel Engineering LTDkedubhajjiОценок пока нет
- NTIW Tube Sheet PaperДокумент10 страницNTIW Tube Sheet PaperPankaj SinglaОценок пока нет
- Rack Piping For A Piping Stress EngineerДокумент4 страницыRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- Pipe Wall THK Calc For External PressureДокумент2 страницыPipe Wall THK Calc For External PressurektejankarОценок пока нет
- 14-A Fluid Flow GeneralДокумент26 страниц14-A Fluid Flow GeneralSuara84Оценок пока нет
- ΔL, SIF, Hoop Stress, API StandardsДокумент3 страницыΔL, SIF, Hoop Stress, API StandardsVijay KumarОценок пока нет
- Pressure Design Straight Pipe (Run Pipe)Документ6 страницPressure Design Straight Pipe (Run Pipe)gembirasekaliОценок пока нет
- Spring Hanger Selection and Design Guidelines For A Piping Engineer Using Caesar IIДокумент6 страницSpring Hanger Selection and Design Guidelines For A Piping Engineer Using Caesar IIRomner CordovaОценок пока нет
- Gas Dehydration (ENGINEERING DESIGN GUIDELINE)Документ23 страницыGas Dehydration (ENGINEERING DESIGN GUIDELINE)Tu Dang TrongОценок пока нет
- 03 Metal Packing Support PlatesДокумент3 страницы03 Metal Packing Support PlatesypatelsОценок пока нет
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeДокумент3 страницыThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaОценок пока нет
- Flange Loading CheckДокумент48 страницFlange Loading CheckrefuzerОценок пока нет
- Shell and Tube Heat Exchanger Design ConsiderationsДокумент55 страницShell and Tube Heat Exchanger Design ConsiderationsCc12 22tОценок пока нет
- Questions Related To Stress Analysi1Документ12 страницQuestions Related To Stress Analysi1Jagadish JasОценок пока нет
- Piping TutorialДокумент46 страницPiping Tutorialjtkh1972100% (1)
- Pipe Thickness & RF Pad Calculations As Per Asme b313Документ3 страницыPipe Thickness & RF Pad Calculations As Per Asme b313Gaurav BhendeОценок пока нет
- Shell and Tube Heat ExchangersДокумент13 страницShell and Tube Heat ExchangersLieu Dinh PhungОценок пока нет
- ThermopediaДокумент8 страницThermopediaAshwin ShettyОценок пока нет
- Classification According To Construction FeaturesДокумент30 страницClassification According To Construction FeaturesImraan KhanОценок пока нет
- What Is A Shell and Tube Heat ExchangerДокумент16 страницWhat Is A Shell and Tube Heat ExchangermnbОценок пока нет
- Heat Exchanger BasicsДокумент18 страницHeat Exchanger BasicsJefferson WintersОценок пока нет
- Biogas TECHДокумент33 страницыBiogas TECHBalkundeОценок пока нет
- PDF Shortcut KeysДокумент3 страницыPDF Shortcut KeysBalkundeОценок пока нет
- Ac VFDДокумент43 страницыAc VFDBalkundeОценок пока нет
- Distillation ColumnДокумент2 страницыDistillation ColumnBalkundeОценок пока нет
- How To Classify Refractory MaterialsДокумент3 страницыHow To Classify Refractory MaterialsBalkundeОценок пока нет
- FEED for Utilities Training Plant at ADNOC Technical InstituteДокумент10 страницFEED for Utilities Training Plant at ADNOC Technical InstituteBalkunde0% (1)
- Basics of Steam GenerationДокумент15 страницBasics of Steam GenerationsvkatkarОценок пока нет
- Construction of Babcock and Wilcox BoilerДокумент10 страницConstruction of Babcock and Wilcox BoilerBalkunde100% (1)
- Siemens LFE1 Data SheetДокумент14 страницSiemens LFE1 Data SheetJosé Fabio Lou0% (1)
- Unit Conversion All in OneДокумент32 767 страницUnit Conversion All in OneBalkundeОценок пока нет
- Field Bus GuideДокумент41 страницаField Bus GuideSriОценок пока нет
- Tech OverviewДокумент43 страницыTech OverviewVarun KumarОценок пока нет
- Wax PrecipitationДокумент3 страницыWax PrecipitationBalkundeОценок пока нет
- Globe Valve PGДокумент11 страницGlobe Valve PGBalkundeОценок пока нет
- Centrifugal Pumps Fundamentals Description OperationДокумент1 страницаCentrifugal Pumps Fundamentals Description OperationAnonymous ynJByUsОценок пока нет
- Intro To Pumping SystemsДокумент0 страницIntro To Pumping SystemssatstarОценок пока нет
- Flash DesignДокумент14 страницFlash Designdavoin_88Оценок пока нет
- Inlet Nozzles MomentumДокумент9 страницInlet Nozzles Momentum404FileNotFoundОценок пока нет
- Gaussian Plume ModelingДокумент101 страницаGaussian Plume ModelingCharlton Dave AranasОценок пока нет
- Cooling Tower Design Handbook PDF - 2Документ20 страницCooling Tower Design Handbook PDF - 2num0067Оценок пока нет
- YORK Marine Screw Chiller Units: Type MCSH-SДокумент2 страницыYORK Marine Screw Chiller Units: Type MCSH-SMike ErftmierОценок пока нет
- E 2181 - e 2181M - 01 - RtixodevrtixodfnДокумент9 страницE 2181 - e 2181M - 01 - RtixodevrtixodfnAlberto ApolonoОценок пока нет
- Heat Exchangers: The Effectiveness - NTU MethodДокумент15 страницHeat Exchangers: The Effectiveness - NTU MethodVenkitaraj K PОценок пока нет
- 1426kW BG Specs - Avus Biogas PDFДокумент12 страниц1426kW BG Specs - Avus Biogas PDFnavas1972100% (2)
- Round Tube and Plate Fin Air Cooled Condenser CalculationДокумент8 страницRound Tube and Plate Fin Air Cooled Condenser Calculationjamil100% (1)
- KELTEC Technolab CECOELДокумент40 страницKELTEC Technolab CECOELEber.CV100% (1)
- Steam Heating Process - Load CalculatingДокумент6 страницSteam Heating Process - Load CalculatingBi NguyễnОценок пока нет
- PLANT COOLING TOWER OPERATIONSДокумент24 страницыPLANT COOLING TOWER OPERATIONSAsyraf Sabri100% (1)
- Automatic Backflush Valve LeafletДокумент2 страницыAutomatic Backflush Valve LeafletSajane MassadaОценок пока нет
- 30M067 - PN-17 (01) LCI CommentsДокумент4 страницы30M067 - PN-17 (01) LCI Commentssteveh2401Оценок пока нет
- BE - EngGuide - YCAV - AirCooled Screw Liquid Chillers Style A 50 HZДокумент114 страницBE - EngGuide - YCAV - AirCooled Screw Liquid Chillers Style A 50 HZgerman aaron vizcarra alvarezОценок пока нет
- Tellhow Operation ManualДокумент54 страницыTellhow Operation Manualmenale libayeОценок пока нет
- General References On or Related To Heat Exchangers: Fundamentals of Heat Exchanger DesignДокумент5 страницGeneral References On or Related To Heat Exchangers: Fundamentals of Heat Exchanger DesignmnbОценок пока нет
- 1 Hvac Fundamentals 160216143402Документ55 страниц1 Hvac Fundamentals 160216143402ahmaborashedОценок пока нет
- Fairwind Catalogue 2015 PDFДокумент6 страницFairwind Catalogue 2015 PDFAnonymous USQOtosОценок пока нет
- TM MAC (60Hz) 2011 PDFДокумент28 страницTM MAC (60Hz) 2011 PDFgio_flores_4Оценок пока нет
- 04 PVT SamplingДокумент6 страниц04 PVT SamplingMohammad Iqbal Mahamad AmirОценок пока нет
- Product Name / Title Paraflow Plate Heat Exchangers: ApvheatexchangerДокумент8 страницProduct Name / Title Paraflow Plate Heat Exchangers: ApvheatexchangerGỗ MộcОценок пока нет
- Design and measurement of a CO2 refrigeration system with integrated propane subcoolerДокумент177 страницDesign and measurement of a CO2 refrigeration system with integrated propane subcoolerJESUS CATALAN GILОценок пока нет
- Guide to District Cooling Benefits and ImplementationДокумент14 страницGuide to District Cooling Benefits and Implementationاحمد الجزار2007Оценок пока нет
- Steam Consumption at Sulphitation / Raw Sugar Factories (Boiling House - Recent Trends)Документ6 страницSteam Consumption at Sulphitation / Raw Sugar Factories (Boiling House - Recent Trends)Yadav ShwetaОценок пока нет
- Heat Exchanger Mid-Term ReportДокумент18 страницHeat Exchanger Mid-Term ReportkoanakistОценок пока нет
- 30hr, Hs 4pd 1Документ36 страниц30hr, Hs 4pd 1rogel_ganaОценок пока нет
- CL (09,12) 216 - Service Manual - ENДокумент64 страницыCL (09,12) 216 - Service Manual - ENTatiana DiazОценок пока нет
- Transport Air Conditioning: With BT324 Carrier Sutrak Digital Display (CSDD) or 280P/282P Electronic ThermostatДокумент63 страницыTransport Air Conditioning: With BT324 Carrier Sutrak Digital Display (CSDD) or 280P/282P Electronic Thermostatdario castro100% (1)
- KRONES Double-end bottle washersДокумент14 страницKRONES Double-end bottle washersMike MichaelidesОценок пока нет
- PHE01 M6M 102P 1600kWДокумент1 страницаPHE01 M6M 102P 1600kWtsoomoo tsolmonОценок пока нет
- Distillation Column DesignДокумент66 страницDistillation Column Designsalmanmuddsar83% (6)
- Pressure Vessel - For LETHAL ServiceДокумент3 страницыPressure Vessel - For LETHAL ServiceGene Andrew OnaОценок пока нет