Вам также может понравиться
- El Mundo de La Industria Alimentaria de Centroamerica en 2018Документ103 страницыEl Mundo de La Industria Alimentaria de Centroamerica en 2018SUPER INDUSTRIAL ONLINEОценок пока нет
- Film Multi Cap As para Envase de Salchichas-Arturo Jimenez ArellanoДокумент15 страницFilm Multi Cap As para Envase de Salchichas-Arturo Jimenez Arellanoarturo14051984100% (1)
- Procesado de Films Multicapa para Aplicación de Embalaje FlexibleДокумент7 страницProcesado de Films Multicapa para Aplicación de Embalaje FlexibleCristián Alvarez RuizОценок пока нет
- Taller PlasticosДокумент8 страницTaller PlasticosJulian Andres Bula LopezОценок пока нет
- Materiales Con Memoria FormaДокумент10 страницMateriales Con Memoria FormaWilmer JoseОценок пока нет
- Tema 8Документ11 страницTema 8Marisa goiburuОценок пока нет
- Sistema de Mantenimiento Predictivo A Una Empresa de Empaques Flexibles.Документ42 страницыSistema de Mantenimiento Predictivo A Una Empresa de Empaques Flexibles.santigo9100% (1)
- Flexible 2Документ55 страницFlexible 2Felicitas OriPerú PilarОценок пока нет
- Nanocompuestos InformeДокумент5 страницNanocompuestos Informetop screenОценок пока нет
- Envases FlexiblesДокумент29 страницEnvases FlexiblesCordova FernandoОценок пока нет
- Reciclaje de Películas CoextruidasДокумент11 страницReciclaje de Películas CoextruidasNicolas PelaezОценок пока нет
- Envases Flexibles en La Industria Alimentaria-Semana 13Документ5 страницEnvases Flexibles en La Industria Alimentaria-Semana 13Jorge Luis Tuya ZambranoОценок пока нет
- Transformación Plástico TermoestablesДокумент8 страницTransformación Plástico TermoestablesIván Penagos JОценок пока нет
- Empaques plásticos flexibles y semirrígidos para la industria cárnicaДокумент37 страницEmpaques plásticos flexibles y semirrígidos para la industria cárnicaSamuel Adin Quispe100% (9)
- Informe Materiales IVДокумент8 страницInforme Materiales IVDaniel VergaraОценок пока нет
- Practica 4 EnvaseДокумент23 страницыPractica 4 EnvasemaribyОценок пока нет
- Permeabilidad de SILICA GELДокумент19 страницPermeabilidad de SILICA GELKrissita Cieza QОценок пока нет
- Envase Plástico Barrera01 - EDVДокумент3 страницыEnvase Plástico Barrera01 - EDVmane82Оценок пока нет
- El Empaque FlexibleДокумент9 страницEl Empaque Flexiblepepito65Оценок пока нет
- Guia de Segunndo ParcialДокумент18 страницGuia de Segunndo ParcialLeopoldo Godinez HernandezОценок пока нет
- Envases FlexiblesДокумент4 страницыEnvases FlexiblesLuis Galarza VerasteguiОценок пока нет
- Practica Fibra de VidrioДокумент6 страницPractica Fibra de VidriodeikosanОценок пока нет
- Polimeros 1Документ1 страницаPolimeros 1MONTER MTОценок пока нет
- Propiedades de Barrera en PeliculasДокумент4 страницыPropiedades de Barrera en PeliculasAitor PublisherОценок пока нет
- Deshidratados 7 EMPAQUESДокумент4 страницыDeshidratados 7 EMPAQUESVïtö BenïtezОценок пока нет
- Geomebranas en La MineriaДокумент43 страницыGeomebranas en La MineriaMauricioОценок пока нет
- Criterios para La Seleccion de ElastomeroДокумент23 страницыCriterios para La Seleccion de ElastomeroFRAJCO9248Оценок пока нет
- Empaques para vegetales y frutas frescasДокумент13 страницEmpaques para vegetales y frutas frescasKevin Yim AraucoОценок пока нет
- Coextrusión. INICIATIVAS PLÁSTICASДокумент2 страницыCoextrusión. INICIATIVAS PLÁSTICASLeo CrisuОценок пока нет
- HDPEДокумент7 страницHDPEMark VelardeОценок пока нет
- Retor TablesДокумент9 страницRetor TablesHector Salazar PerezОценок пока нет
- Envases Flexibles en La Industria AlimentaríaДокумент5 страницEnvases Flexibles en La Industria AlimentaríaYanita Vazgo100% (1)
- TareaДокумент2 страницыTareaJulio Garcia VarasОценок пока нет
- Analisis de Empaques y Envasado de Alimentos (Manzana) .Документ10 страницAnalisis de Empaques y Envasado de Alimentos (Manzana) .luisamonsОценок пока нет
- Uso de Nanomateriales en Polímeros para La Obtención de Bioempaques en Aplicaciones AlimentariasДокумент19 страницUso de Nanomateriales en Polímeros para La Obtención de Bioempaques en Aplicaciones AlimentariasMaritza Grisales SilvaОценок пока нет
- A Partir Del Presente Número Damos Inicio A Una Seria de Columnas Que Llevará Por NombreДокумент5 страницA Partir Del Presente Número Damos Inicio A Una Seria de Columnas Que Llevará Por Nombregaelalejandropp125Оценок пока нет
- La Correcta Especificacion de Los EnvasesДокумент7 страницLa Correcta Especificacion de Los EnvasesJose RodríguezОценок пока нет
- Proyecto Final Hig. y Seguridad en El TrabajoДокумент75 страницProyecto Final Hig. y Seguridad en El TrabajoCarlos Colombo BerraОценок пока нет
- Tecnología de empaques flexibles de barrera para alimentosДокумент28 страницTecnología de empaques flexibles de barrera para alimentosAlexSanchezОценок пока нет
- Tema 6 PlasticosДокумент6 страницTema 6 PlasticosraulОценок пока нет
- Envases y EmbalajesДокумент12 страницEnvases y EmbalajesCamaney RoeОценок пока нет
- Cap 4 Los Empaques Flexibles y Semirrigidos para La IndustrДокумент37 страницCap 4 Los Empaques Flexibles y Semirrigidos para La IndustrFranck1108100% (6)
- Materiales Compuestos Saco ElásticoДокумент11 страницMateriales Compuestos Saco ElásticoAlan RiveraОценок пока нет
- Empaques Flexibles34Документ18 страницEmpaques Flexibles34jhon eduar diaz cuencaОценок пока нет
- Fibra de Carbon en La Construccion Como Refuerzo Trabajo 2Документ18 страницFibra de Carbon en La Construccion Como Refuerzo Trabajo 2jaimeОценок пока нет
- Laminado FRPДокумент14 страницLaminado FRPJuan AmbrocioОценок пока нет
- El Ciclo Inverso Del Envase de BebidasДокумент23 страницыEl Ciclo Inverso Del Envase de BebidasluisitaОценок пока нет
- Tecnologías de Empaque y Codificación de Productos Almacenados.Документ24 страницыTecnologías de Empaque y Codificación de Productos Almacenados.papito_chulo_rey80% (5)
- Impermeabilizacion de Balsas 38-46 PDFДокумент8 страницImpermeabilizacion de Balsas 38-46 PDFDiego Rojas MendizábalОценок пока нет
- Plasticos PVC InformeДокумент22 страницыPlasticos PVC InformeLuisOlayaОценок пока нет
- Materiales Industria QuímicaДокумент27 страницMateriales Industria QuímicaMaxОценок пока нет
- UJIДокумент3 страницыUJISUGEY HEYDI CALLO HUANACOОценок пока нет
- CoextruidosДокумент14 страницCoextruidosClaret MamaniОценок пока нет
- Aplicaciones PLA PHAДокумент3 страницыAplicaciones PLA PHAJulio César Barbarán DíazОценок пока нет
- Materiales de ImpresiónДокумент2 страницыMateriales de ImpresiónYessie Yance D AraneaОценок пока нет
- INPROMATДокумент9 страницINPROMATDiego SolizОценок пока нет
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaОт EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaОценок пока нет
- Pastas, morteros, adhesivos y hormigones. EOCB0108От EverandPastas, morteros, adhesivos y hormigones. EOCB0108Оценок пока нет
- Pastas, morteros, adhesivos y hormigones. EOCB0209От EverandPastas, morteros, adhesivos y hormigones. EOCB0209Оценок пока нет
- Pastas, morteros, adhesivos y hormigones. IEXD0409От EverandPastas, morteros, adhesivos y hormigones. IEXD0409Оценок пока нет
- Vit C Micro y Macro Escala PDFДокумент111 страницVit C Micro y Macro Escala PDFJudi Pariona CahuanaОценок пока нет
- VBnetДокумент100 страницVBnetJudi Pariona CahuanaОценок пока нет
- Leccion2 ViscoelasticidadДокумент41 страницаLeccion2 ViscoelasticidadSofi TerronesОценок пока нет
- WWW - Uclm.es Profesorado Porrasysoriano Elementos Tema08Документ23 страницыWWW - Uclm.es Profesorado Porrasysoriano Elementos Tema08Luca De Barbieri BustamanteОценок пока нет
- 17 Mantenimiento de Bombas CentrifugasДокумент65 страниц17 Mantenimiento de Bombas CentrifugasRosa ArandaОценок пока нет
- Mangeles Aylon BlogДокумент34 страницыMangeles Aylon BlogJudi Pariona CahuanaОценок пока нет
- Bomba Centrifuga SanitariaДокумент5 страницBomba Centrifuga SanitariaJudi Pariona CahuanaОценок пока нет
- Manipulacion de Imagenes VB Net PDFДокумент44 страницыManipulacion de Imagenes VB Net PDFKelvin Montañez RodriguezОценок пока нет
- Metodos de Analisis de Leche 2016Документ173 страницыMetodos de Analisis de Leche 2016Marili Medina Huarcaya50% (2)
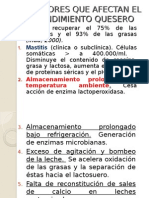
- Quesos RendimientoДокумент58 страницQuesos RendimientoJudi Pariona CahuanaОценок пока нет
- Bomba CentrifugaДокумент12 страницBomba CentrifugaJudi Pariona CahuanaОценок пока нет
- LIOFILIZACION Por Mercedes Fernández ArévaloДокумент46 страницLIOFILIZACION Por Mercedes Fernández Arévaloclubdelquimico.blogspot.com100% (3)
- Detrrminacion de Vit CДокумент103 страницыDetrrminacion de Vit CJudi Pariona CahuanaОценок пока нет
- Mecanismos II CambiosДокумент6 страницMecanismos II Cambiosparanoid67Оценок пока нет
- Tecnología de Leche II - Quesos 2014Документ115 страницTecnología de Leche II - Quesos 2014Denis Dante Corilla FloresОценок пока нет
- Haccp CervezaДокумент52 страницыHaccp CervezaSaul Reyes Guillen100% (4)
- Cinematic A de Trenes de Engranes-AcadДокумент20 страницCinematic A de Trenes de Engranes-AcadgandyindyОценок пока нет
- AlmidonДокумент4 страницыAlmidonJudi Pariona CahuanaОценок пока нет
- Dulce de LecheДокумент5 страницDulce de LecheJudi Pariona CahuanaОценок пока нет
- Dulce de LecheДокумент5 страницDulce de LecheJudi Pariona CahuanaОценок пока нет
- Charla 3Документ32 страницыCharla 3Judi Pariona CahuanaОценок пока нет
- Norma de ChocolateДокумент12 страницNorma de ChocolateDario DarieinsОценок пока нет
- Laboratorio de Simulacion11 - Guia PDFДокумент9 страницLaboratorio de Simulacion11 - Guia PDFJudi Pariona CahuanaОценок пока нет
- Penetración de CalorДокумент25 страницPenetración de CalorJudi Pariona CahuanaОценок пока нет
- Cap 17 - Bacterias - ESTAFILOCOCOSДокумент12 страницCap 17 - Bacterias - ESTAFILOCOCOSapi-3697245100% (7)
- Manual de procedimientos para planillas y beneficios laboralesДокумент18 страницManual de procedimientos para planillas y beneficios laboralesJudi Pariona CahuanaОценок пока нет
- Pep Punto de EquilibrioДокумент25 страницPep Punto de EquilibrioRuben PriscoОценок пока нет
- Gestion Golden PDFДокумент11 страницGestion Golden PDFJudi Pariona CahuanaОценок пока нет
- Ejercicios InventariosДокумент45 страницEjercicios InventariosJorge Guzman100% (3)
- Muestreo de aguas residualesДокумент4 страницыMuestreo de aguas residualesloretoОценок пока нет
- TECNOLOGÌA FARMAC. Equipos Dosificadores y Selladores InyeccionesДокумент27 страницTECNOLOGÌA FARMAC. Equipos Dosificadores y Selladores InyeccionesNoly AlfaroОценок пока нет
- Acido LacticoДокумент16 страницAcido LacticoCarmen CytОценок пока нет
- SikaGrout 3200Документ3 страницыSikaGrout 3200Fabian PorrasОценок пока нет
- Lenguaje de La QuímicaДокумент7 страницLenguaje de La QuímicaSu JoonОценок пока нет
- GRACOДокумент12 страницGRACOcuervocrdОценок пока нет
- Determimacuon RodedoresДокумент5 страницDetermimacuon RodedoresNicolas Arce LopezОценок пока нет
- Preparación de jugos y néctares de frutasДокумент22 страницыPreparación de jugos y néctares de frutasJorge Chavez Quispe100% (1)
- Practico 4Документ5 страницPractico 4Mauricio Cruz Castillo73% (40)
- Micetismos GastrointestinalesДокумент28 страницMicetismos GastrointestinalesPauly Campos OyarzúnОценок пока нет
- Vitamin Ab PlusДокумент2 страницыVitamin Ab Pluselrojo200250% (2)
- Matriz Epp y Epp EspecialesДокумент148 страницMatriz Epp y Epp EspecialesPaola CalderonОценок пока нет
- Practica 1 - Determinacion de HumedadДокумент15 страницPractica 1 - Determinacion de HumedadLeonela SAОценок пока нет
- 2 Lih 3 KH 4 Cah 5 SNH 6 PBH 7 Feh 8 Feh 9 Alh 10 Cuh 11 Auh 12 Nih 13 CuhДокумент4 страницы2 Lih 3 KH 4 Cah 5 SNH 6 PBH 7 Feh 8 Feh 9 Alh 10 Cuh 11 Auh 12 Nih 13 Cuhaceroanguiano diseñoОценок пока нет
- Tarea 4 Organica IIДокумент45 страницTarea 4 Organica IIMireyita AngelitoОценок пока нет
- Actividad 4 - Revisada - Vargasa Saenz IlseДокумент7 страницActividad 4 - Revisada - Vargasa Saenz IlseIlse SaenzОценок пока нет
- Tema 3 La Urea y Compuestos de Sodio y PotasioДокумент39 страницTema 3 La Urea y Compuestos de Sodio y PotasioFranklin Salas100% (1)
- Hungos AlucinógenosДокумент16 страницHungos AlucinógenosIsaías FilhoОценок пока нет
- Catalogo JafraДокумент296 страницCatalogo JafraBibi Rico MОценок пока нет
- PUFA-función y MetabolismoДокумент35 страницPUFA-función y MetabolismoRonny CusiyuncaОценок пока нет
- Uso Adecuado de MedicamentosДокумент49 страницUso Adecuado de MedicamentosPatty TintinagoОценок пока нет
- Cursovtpcompleto Motor Vt365Документ245 страницCursovtpcompleto Motor Vt365luger7285% (20)
- Certificado de Análisis Equipo 2139 Tecnologia Farmaceutica Materia Prima NipasolДокумент5 страницCertificado de Análisis Equipo 2139 Tecnologia Farmaceutica Materia Prima NipasolJose Maria RojasОценок пока нет
- QuimicaДокумент25 страницQuimicaAlanCoralОценок пока нет
- Fórmula para Fabricar ShampooДокумент3 страницыFórmula para Fabricar ShampooAdrian CamacaroОценок пока нет
- Cementos InkaДокумент1 страницаCementos InkaEscobar JavierОценок пока нет
- Tipos de puentes y clasificación por material, función y sistema estructuralДокумент93 страницыTipos de puentes y clasificación por material, función y sistema estructuralAbelardo Justino Capa100% (1)
- Equilibrio químico problemas selectividadДокумент5 страницEquilibrio químico problemas selectividadDiana Rebecca Rodríguez RuizОценок пока нет
- Termodinámica: Problemas de gas ideal, cambios de estado y primera leyДокумент2 страницыTermodinámica: Problemas de gas ideal, cambios de estado y primera leyEdgar Eduardo Mora ReyesОценок пока нет
- Anclas RomanasДокумент7 страницAnclas RomanasAlejandro VillalonОценок пока нет