Вам также может понравиться
- Consultas Complejas - JOINДокумент31 страницаConsultas Complejas - JOINSergio Palacios Chancafe33% (3)
- Practica Codigo CamworksДокумент51 страницаPractica Codigo CamworksHector GuerreroОценок пока нет
- Troquel PDFДокумент82 страницыTroquel PDFjofre232460% (5)
- Apuntes MecanizadoДокумент7 страницApuntes MecanizadodxdОценок пока нет
- Roscas: elementos, clasificación y representaciónДокумент42 страницыRoscas: elementos, clasificación y representaciónJesús Martín BlancoОценок пока нет
- Maquinabilidad - MecanizadoДокумент53 страницыMaquinabilidad - MecanizadoIngeniero BolMoОценок пока нет
- Mastercam RouterДокумент8 страницMastercam RouterggkarthikeyanОценок пока нет
- Manual de Apuntes Rectificado 2022Документ84 страницыManual de Apuntes Rectificado 2022Mariajose HernandezОценок пока нет
- FRESADORAДокумент10 страницFRESADORA'Kevin Monroy'Оценок пока нет
- Examen Parcial - Caja NortonДокумент2 страницыExamen Parcial - Caja NortonCRILLOMARОценок пока нет
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109От EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Рейтинг: 5 из 5 звезд5/5 (2)
- Proceso de mecanización por arranque de viruta. FMEH0109От EverandProceso de mecanización por arranque de viruta. FMEH0109Рейтинг: 5 из 5 звезд5/5 (1)
- Máquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108От EverandMáquinas, herramientas y materiales de procesos básicos de fabricación. FMEE0108Оценок пока нет
- Examen de Navegacion JeppesenДокумент4 страницыExamen de Navegacion JeppesenCapitan HermesОценок пока нет
- Fresado y taladrado: protocolo de procesos de manufacturaДокумент32 страницыFresado y taladrado: protocolo de procesos de manufacturaAlejandro OrtizОценок пока нет
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209От EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Оценок пока нет
- Sistemas de ajustes y tolerancias en fabricaciónДокумент40 страницSistemas de ajustes y tolerancias en fabricaciónKhaled Medina100% (1)
- Curso Solidworks BásicoДокумент85 страницCurso Solidworks BásicoMiguel Villalobos100% (1)
- MECANIZADO en TORNO CONVENCIONALДокумент18 страницMECANIZADO en TORNO CONVENCIONALYERSONОценок пока нет
- Diseño de Una Matriz de CorteДокумент10 страницDiseño de Una Matriz de CorteRaul AriasОценок пока нет
- Clase 07 Herramientas de Corte 1Документ30 страницClase 07 Herramientas de Corte 1Jose DelgadoОценок пока нет
- CNC 840DДокумент134 страницыCNC 840Dmariano_zoomОценок пока нет
- CNC Introducción a la Programación y SimulaciónДокумент66 страницCNC Introducción a la Programación y Simulacióncar_linОценок пока нет
- Manual RectificadoraДокумент24 страницыManual Rectificadorafapiq100% (1)
- Manual WIPSДокумент23 страницыManual WIPSFreddy MijaresОценок пока нет
- Cepilladora de Codo Gabriel YoniДокумент63 страницыCepilladora de Codo Gabriel YoniGabriel Yoni Chambi HanccoОценок пока нет
- Rectificadora de Superficies PlanasДокумент22 страницыRectificadora de Superficies PlanasJorge Luis Cauich Pech100% (1)
- Recomendaciones de MecanizadoДокумент16 страницRecomendaciones de MecanizadoGabriela TGОценок пока нет
- TorneadoДокумент158 страницTorneadoCarlos Quintana100% (5)
- Mecanizado (Torno)Документ51 страницаMecanizado (Torno)Gerardo Barrantes100% (3)
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Документ6 страницTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Julio C. Camargo Santos100% (2)
- Plan mantenimiento fresadoraДокумент22 страницыPlan mantenimiento fresadoraCharles D DamassoОценок пока нет
- Seleccion PernosДокумент19 страницSeleccion PernosLeo GabrielОценок пока нет
- 02 Cnc20torno r4Документ69 страниц02 Cnc20torno r4Guillermo RamirezОценок пока нет
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 9Документ9 страницTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 9Julio C. Camargo Santos100% (1)
- Curso Ajustes y Tolerancias PDFДокумент336 страницCurso Ajustes y Tolerancias PDFPablito Alfa GtОценок пока нет
- Fichas TecnicasДокумент4 страницыFichas TecnicasjoseОценок пока нет
- Torneado de piñón cónico en torno paraleloДокумент25 страницTorneado de piñón cónico en torno paraleloJeNy MichiОценок пока нет
- Materiales para Herramientas de Corte de MetalДокумент26 страницMateriales para Herramientas de Corte de Metalmedwinm100% (4)
- Mecanizado Por Arranque de VirutaДокумент10 страницMecanizado Por Arranque de VirutaJhonatan BernoОценок пока нет
- 3b Torno CNCДокумент35 страниц3b Torno CNCJuanAntonioSilvaHipólitoОценок пока нет
- TORNERIAДокумент9 страницTORNERIAJimmy CalizayaОценок пока нет
- MODULO DE ARRANQUEDE VIRUTA ІPARTEДокумент52 страницыMODULO DE ARRANQUEDE VIRUTA ІPARTEJuan Jose Hidalgo Hidalgo100% (1)
- Introducción al manejo del torno paralelo CNCДокумент12 страницIntroducción al manejo del torno paralelo CNCAlicia ArevaloОценок пока нет
- Sandvik TorneadoДокумент65 страницSandvik TorneadoCamiliОценок пока нет
- Codigos para El Torno CNC DYNAMITEДокумент6 страницCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- 08 Simulacion Mecanizado PDFДокумент42 страницы08 Simulacion Mecanizado PDFMiguel Lopa LazoОценок пока нет
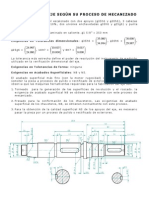
- Acotado de Un Eje Segun Su Proceso de MecanizadoДокумент7 страницAcotado de Un Eje Segun Su Proceso de MecanizadoDiego CorreaОценок пока нет
- Guía de Aprendizaje para Manejo de Torno CNC Wabeco Ccd6000Документ107 страницGuía de Aprendizaje para Manejo de Torno CNC Wabeco Ccd6000monteОценок пока нет
- Practica 3Документ11 страницPractica 3danny_alfradОценок пока нет
- Ajustes y Tolerancias MecanicasДокумент15 страницAjustes y Tolerancias MecanicasRonaldОценок пока нет
- Generaciondesecuenciasdemaquinadousandovisiseriesparalafrena 1 PDFДокумент132 страницыGeneraciondesecuenciasdemaquinadousandovisiseriesparalafrena 1 PDFAlejandro MenesОценок пока нет
- Centros de Mecanizado - 2Документ41 страницаCentros de Mecanizado - 2William RoaОценок пока нет
- Taller Electromecanico 3Документ6 страницTaller Electromecanico 3José Gonzalo VelasquezОценок пока нет
- Codigos G y M1Документ16 страницCodigos G y M1Cristino Cid CruzОценок пока нет
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209От EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Оценок пока нет
- Procesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109От EverandProcesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109Оценок пока нет
- Control y verificación de productos fabricados. FMEE0108От EverandControl y verificación de productos fabricados. FMEE0108Оценок пока нет
- Identificación y clasificación de herramientas de corteДокумент83 страницыIdentificación y clasificación de herramientas de corteAlex AcarapiОценок пока нет
- Metodos Mineria Interior LM1B4T4R0-20200406Документ140 страницMetodos Mineria Interior LM1B4T4R0-20200406Karla MejíaОценок пока нет
- Metodos Mineria Interior Lm1b4t4r0-20200406Документ140 страницMetodos Mineria Interior Lm1b4t4r0-20200406HERBEL PEDRO CIEZA ACU�AОценок пока нет
- Resumen de Procesos Norma ISO 20000Документ4 страницыResumen de Procesos Norma ISO 20000Viktor Zamora100% (1)
- Transformada de Laplace, Fourier y Sus AplicacionesДокумент39 страницTransformada de Laplace, Fourier y Sus AplicacionesJorge Antonio Ramírez MedinaОценок пока нет
- Diseño Curricular Gestion LogisticaДокумент67 страницDiseño Curricular Gestion LogisticaFernando MarquezОценок пока нет
- TPM y Su Fuerte Relación Con JITДокумент31 страницаTPM y Su Fuerte Relación Con JITJuanManuelBayonaArenas100% (1)
- Normas de Tomacorrientes CneДокумент13 страницNormas de Tomacorrientes CneLUISALBERTO06011985Оценок пока нет
- Modelo ADDIEДокумент10 страницModelo ADDIERaquel GavilanezОценок пока нет
- TareaДокумент3 страницыTareaArienny CastilloОценок пока нет
- Mantenimiento filtro LaroxДокумент45 страницMantenimiento filtro LaroxRafael QuilicheОценок пока нет
- Infografia Linea de Tiempo EjemploДокумент15 страницInfografia Linea de Tiempo EjemplofranciscoОценок пока нет
- Estudio de Reputación y Riesgos Reputacionales 100pДокумент51 страницаEstudio de Reputación y Riesgos Reputacionales 100pALBERTO GUAJARDO MENESESОценок пока нет
- Plafones 7.3Документ13 страницPlafones 7.3Yajaira IriarteОценок пока нет
- Introduccion A LinuxДокумент34 страницыIntroduccion A LinuxLiubert ZambranoОценок пока нет
- Actividad de Semana 1Документ3 страницыActividad de Semana 1MaylethReyesОценок пока нет
- Ensayo Dennys TamaronizДокумент3 страницыEnsayo Dennys TamaronizDennys TamaronizОценок пока нет
- Analisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaДокумент5 страницAnalisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaKarelys Guerra100% (1)
- Reporte-Equifax LeylaG14Документ5 страницReporte-Equifax LeylaG14Pedro Abanto CabreraОценок пока нет
- Introduccion A Garage Band 08Документ107 страницIntroduccion A Garage Band 08b03ticОценок пока нет
- Plan de Empresa - José David López Martínez PDFДокумент9 страницPlan de Empresa - José David López Martínez PDFv88lorenОценок пока нет
- Ibm Spss v20 AmosДокумент8 страницIbm Spss v20 AmosBruno Barra PezoОценок пока нет
- 108S10 Amanco Desarrollo El Scorecard de SustentabilidadДокумент26 страниц108S10 Amanco Desarrollo El Scorecard de SustentabilidadRikardo Medina0% (1)
- Manual Usuario Rukan PSAT Bco Mat PDFДокумент15 страницManual Usuario Rukan PSAT Bco Mat PDFJosé Erazo VegaОценок пока нет
- Normas APA Modulo Fundamentacion TeoricaДокумент57 страницNormas APA Modulo Fundamentacion Teoricacmauriciohn100% (1)
- Portafolio de Evidencias Unidad I, Administración de Bases de Datos.Документ7 страницPortafolio de Evidencias Unidad I, Administración de Bases de Datos.Daniel Ramos MeléndezОценок пока нет
- A.I. Radiocomunicaciones Guia de RadiocomunicaciónДокумент24 страницыA.I. Radiocomunicaciones Guia de RadiocomunicaciónAviacion JlpОценок пока нет
- 605 659 PB PDFДокумент359 страниц605 659 PB PDFMaribel Caricari Zurita100% (1)
- Ficha Tecnica de Maquinaria1Документ7 страницFicha Tecnica de Maquinaria1Augusto BellezaОценок пока нет
- Introducción Sobre FotoelectricidadДокумент7 страницIntroducción Sobre FotoelectricidadJuan LojaОценок пока нет