Вам также может понравиться
- Vendaje Neuromuscular Kinesiology Tape ManualДокумент70 страницVendaje Neuromuscular Kinesiology Tape Manualchedeybaez100% (3)
- MULTICODE-MANUAL 2016.pdf-1Документ10 страницMULTICODE-MANUAL 2016.pdf-1SenaMecánicaElectrónica100% (1)
- La Verdad Sobre El DineroДокумент224 страницыLa Verdad Sobre El DineroFun HouseОценок пока нет
- Ver A Jesus 11 - Secundaria PDFДокумент128 страницVer A Jesus 11 - Secundaria PDFLols Lols86% (7)
- Cuestionario DASHДокумент6 страницCuestionario DASHPaula Ortiz OyarzunОценок пока нет
- Guindola CalculoДокумент6 страницGuindola CalculoPatricio Sabetta100% (2)
- Enlonadora 18 MtsДокумент2 страницыEnlonadora 18 MtsPatricio SabettaОценок пока нет
- Catalogo Tecnico Modena2 V0616Документ125 страницCatalogo Tecnico Modena2 V0616Gatuso MontalvanoОценок пока нет
- Ensamble General Linea CFДокумент1 страницаEnsamble General Linea CFPatricio SabettaОценок пока нет
- 2o Simposio de Gúas Aist-Ias - ProgramaДокумент5 страниц2o Simposio de Gúas Aist-Ias - ProgramaPatricio SabettaОценок пока нет
- E Columna PrincipalДокумент1 страницаE Columna PrincipalPatricio SabettaОценок пока нет
- Ejercicio U3 - 2018Документ1 страницаEjercicio U3 - 2018Patricio SabettaОценок пока нет
- 07 - Base Columna PrincipalДокумент1 страница07 - Base Columna PrincipalPatricio SabettaОценок пока нет
- E-Base 5Документ1 страницаE-Base 5Patricio SabettaОценок пока нет
- K BlindajeДокумент1 страницаK BlindajePatricio SabettaОценок пока нет
- Detalle de CámaraДокумент1 страницаDetalle de CámaraPatricio SabettaОценок пока нет
- Ejercicio S-Correas PDFДокумент1 страницаEjercicio S-Correas PDFPatricio SabettaОценок пока нет
- Izaje Y Plataformas Elevadoras: EJERCICIO - U3-Inst - IndДокумент1 страницаIzaje Y Plataformas Elevadoras: EJERCICIO - U3-Inst - IndPatricio SabettaОценок пока нет
- ENSAYOS NO DESTRUCTIVOS RADIOGRAFÍAДокумент17 страницENSAYOS NO DESTRUCTIVOS RADIOGRAFÍAPatricio SabettaОценок пока нет
- Patricio Sabetta ING. MECÁNICO CIE: 2-3881-3Документ1 страницаPatricio Sabetta ING. MECÁNICO CIE: 2-3881-3Patricio SabettaОценок пока нет
- TEL01Документ4 страницыTEL01Patricio SabettaОценок пока нет
- Problemas Física 2Документ2 страницыProblemas Física 2Patricio SabettaОценок пока нет
- Memoria de Calculo para Red de Aire Comprimido Diametro CañeriaДокумент1 страницаMemoria de Calculo para Red de Aire Comprimido Diametro CañeriaPatricio SabettaОценок пока нет
- Tablas RadiografíaДокумент1 страницаTablas RadiografíaPatricio SabettaОценок пока нет
- Radiografia Ejemplo Practico 2007 - Rev-1Документ8 страницRadiografia Ejemplo Practico 2007 - Rev-1Miguel Angel Aguilar MenaОценок пока нет
- POEMASДокумент2 страницыPOEMASPatricio SabettaОценок пока нет
- MEMORIA DE CALCULO PARA RED DE AIRE COMPRIMIDO DANES Consumos PDFДокумент1 страницаMEMORIA DE CALCULO PARA RED DE AIRE COMPRIMIDO DANES Consumos PDFPatricio SabettaОценок пока нет
- Memoria de Calculo para Red de Aire Comprimido ConsumosДокумент1 страницаMemoria de Calculo para Red de Aire Comprimido ConsumosPatricio SabettaОценок пока нет
- Defectos Tipicos SoldaduraДокумент6 страницDefectos Tipicos SoldaduraKaroljimenaОценок пока нет
- Aire Comprimido Planta BДокумент1 страницаAire Comprimido Planta BPatricio SabettaОценок пока нет
- Red Ac Puntos de CalculoДокумент1 страницаRed Ac Puntos de CalculoPatricio SabettaОценок пока нет
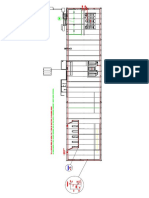
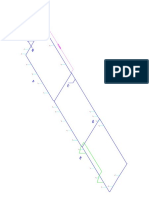
- Diseño nave industrial procesoДокумент2 страницыDiseño nave industrial procesoPatricio SabettaОценок пока нет
- EJEMPLO API Patentes PAGOДокумент1 страницаEJEMPLO API Patentes PAGOPatricio SabettaОценок пока нет
- Trabajo MRPДокумент12 страницTrabajo MRPPatricio SabettaОценок пока нет
- Abrazadera Tipo PeraДокумент1 страницаAbrazadera Tipo PeraPatricio SabettaОценок пока нет
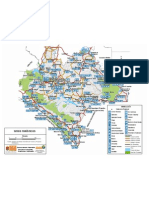
- Mapa Turismo ChiapasДокумент1 страницаMapa Turismo Chiapasgigi26mxОценок пока нет
- Ca6 Unidad Didactica Sistemas ContabesДокумент85 страницCa6 Unidad Didactica Sistemas ContabesAndreina Macias MendozaОценок пока нет
- Taller de Ciencias Sociales AgostoДокумент11 страницTaller de Ciencias Sociales AgostoCarlos Saúl Muñoz EchavarriaОценок пока нет
- Encuentro 2 - Módulo 2 - CompetenciasДокумент18 страницEncuentro 2 - Módulo 2 - CompetenciasErikaQuinteroRodriguezОценок пока нет
- Saberes Mínimos 1ºДокумент2 страницыSaberes Mínimos 1ºabelardo ruizОценок пока нет
- Informe No. 01 Gadmsph Oopp FM 2019Документ6 страницInforme No. 01 Gadmsph Oopp FM 2019Alex APОценок пока нет
- Circunferencia: definición, elementos y propiedades fundamentalesДокумент12 страницCircunferencia: definición, elementos y propiedades fundamentalesStiven MoralesОценок пока нет
- Copia de PLANTILLA ISO 31000 2018Документ11 страницCopia de PLANTILLA ISO 31000 2018YeimiPaolaMartinezRondonОценок пока нет
- Tipos de Contratación y Afiliación Al Sistema de Seguridad SocialДокумент14 страницTipos de Contratación y Afiliación Al Sistema de Seguridad SocialDiana Marcela Ochoa PerezОценок пока нет
- Archipiélago Juan Fernández Isla Robinson Crusoe - Ruta 08Документ86 страницArchipiélago Juan Fernández Isla Robinson Crusoe - Ruta 08Ministerio de Bienes NacionalesОценок пока нет
- Práctica Del LenguajeДокумент10 страницPráctica Del LenguajeFernanda SautoОценок пока нет
- Diagnostico Del Proceso de PlanificaciónДокумент1 страницаDiagnostico Del Proceso de PlanificaciónMiss kathy pineda albeñoОценок пока нет
- Desintoxicar Del Cuerpo Completo - Rife Frecuencia, 20 HZ, Limpiar Cuerpo Entero - Musica Binaurales - YouTubeДокумент5 страницDesintoxicar Del Cuerpo Completo - Rife Frecuencia, 20 HZ, Limpiar Cuerpo Entero - Musica Binaurales - YouTubejorge0% (1)
- Autonomico AmdecruzДокумент22 страницыAutonomico AmdecruzClaudia Choque VillarroelОценок пока нет
- Derecho Empresarial Unidad 5Документ20 страницDerecho Empresarial Unidad 5Fontaine SamayoaОценок пока нет
- Walter Peñaloza MonoДокумент34 страницыWalter Peñaloza MonoVictor PozoОценок пока нет
- Recuperación DE CALDERERIA IVДокумент2 страницыRecuperación DE CALDERERIA IVBrahyan Contreras MesiasОценок пока нет
- Ejército EnanoДокумент6 страницEjército EnanoGotrekGurnissonОценок пока нет
- Banco de Matematica Algebra 2021 01Документ10 страницBanco de Matematica Algebra 2021 01maryОценок пока нет
- Cartel LipidosДокумент1 страницаCartel LipidosSalazar Meléndez José ÁngelОценок пока нет
- Análisis de costos y equilibrio en mercados competitivosДокумент5 страницAnálisis de costos y equilibrio en mercados competitivosJair AlvaradoОценок пока нет
- Imágenes simbólicas: signos, símbolos, pictogramas y logotiposДокумент2 страницыImágenes simbólicas: signos, símbolos, pictogramas y logotiposAlexis Antonio Gonzalez CandiaОценок пока нет
- 3 Unidad 1 Vremedialcseg PDFДокумент12 страниц3 Unidad 1 Vremedialcseg PDFJoseAlbertoRHОценок пока нет
- Marco TeóricoДокумент14 страницMarco TeóricoDulce Victoria Fuentes SalazarОценок пока нет
- Modelación Matemática Y Física de Un Vertedero Modificado: October 2010Документ15 страницModelación Matemática Y Física de Un Vertedero Modificado: October 2010David RochaОценок пока нет