Вам также может понравиться
- Sistemas HidráulicosДокумент6 страницSistemas HidráulicosJulianCastillo100% (1)
- Robotica AvanzadaДокумент292 страницыRobotica AvanzadaXavi2112100% (5)
- Innovaciones para El Futuro 2024 EsДокумент32 страницыInnovaciones para El Futuro 2024 EsAna Bosch100% (1)
- Robot FANUC Manual de SeguridadДокумент51 страницаRobot FANUC Manual de SeguridadFeng Tian50% (2)
- Control de Lectura 6° Básico - La Rebelión de Los RobotsДокумент3 страницыControl de Lectura 6° Básico - La Rebelión de Los RobotsMacarena Castro100% (2)
- Válvulas de VíasДокумент3 страницыVálvulas de VíasJulianCastilloОценок пока нет
- FrancisДокумент36 страницFrancisRobert JacksonОценок пока нет
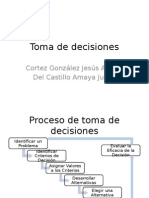
- Toma de DecisionesДокумент26 страницToma de DecisionesJulianCastilloОценок пока нет
- 3 PBДокумент21 страница3 PBAntonioОценок пока нет
- Mundo RobotДокумент82 страницыMundo RobotFernando Tato Uriburu100% (1)
- Sistema - Robótico - Entrega 1Документ22 страницыSistema - Robótico - Entrega 1Fabiola GiraldoОценок пока нет
- Informe de Proyecto RoboticaДокумент8 страницInforme de Proyecto RoboticaDexter Alvarado reusОценок пока нет
- Contenidos TteДокумент21 страницаContenidos Ttewfrancorod123Оценок пока нет
- Taller 2 de WordДокумент5 страницTaller 2 de WordDuber Jair Rocha BoteroОценок пока нет
- Partes de Un RobotДокумент3 страницыPartes de Un RobotAna Maria Cruz RosasОценок пока нет
- Actividades Textos ArgumentacionДокумент15 страницActividades Textos ArgumentacioncathyisОценок пока нет
- Manual Del Home BoeBot en Castellano PDFДокумент259 страницManual Del Home BoeBot en Castellano PDFferprissОценок пока нет
- Procesos Industriales Primera Entrega-RevisiónДокумент13 страницProcesos Industriales Primera Entrega-Revisióncarlos ferrerОценок пока нет
- Aaa Analisis Cuentos DickДокумент37 страницAaa Analisis Cuentos DickRenzo CasaresОценок пока нет
- Una Breve Historia de La RobóticaДокумент8 страницUna Breve Historia de La RobóticaSergio BustillosОценок пока нет
- Robots Manipuladores y MovilesДокумент20 страницRobots Manipuladores y MovilesNo pss..Оценок пока нет
- Examen de Mecatronica de La Segunda Unidad (Garcia Asmad Jhonn)Документ11 страницExamen de Mecatronica de La Segunda Unidad (Garcia Asmad Jhonn)Garcia Asmad JhonnОценок пока нет
- Informe N°5 RoboticaДокумент16 страницInforme N°5 RoboticaEduardo QuistanОценок пока нет
- Trabajo Final LenguajeДокумент10 страницTrabajo Final LenguajeJorge RamírezОценок пока нет
- Relatos de Robots Isaac AsimovДокумент56 страницRelatos de Robots Isaac AsimovMiller Edisson Hernández PeñaОценок пока нет
- Aporte Edward - TrianaДокумент11 страницAporte Edward - TrianaEDWARDTMОценок пока нет
- Sangria y BordesДокумент3 страницыSangria y BordesIsabelОценок пока нет
- Definición y Elementos BásicosДокумент11 страницDefinición y Elementos BásicosAndy PolancoОценок пока нет
- Taller Final MinisumoДокумент4 страницыTaller Final MinisumoJULIAN CAMILO GARAY AMAYAОценок пока нет
- Memorias CNCIIC 2015 PDFДокумент572 страницыMemorias CNCIIC 2015 PDFManuhell PrihettoОценок пока нет
- Almacenes Robotizados.Документ7 страницAlmacenes Robotizados.raulОценок пока нет
- Reglamento de Sumo RC y Sumo AutónomoДокумент8 страницReglamento de Sumo RC y Sumo Autónomocristian sotambaОценок пока нет
- Asimov, Isaac - Saga Robots 1 - Yo, RobotДокумент0 страницAsimov, Isaac - Saga Robots 1 - Yo, RobotDarkSage7575Оценок пока нет
- Desarrollo de Un Prototipo de Brazo Robótico - Daniel Osorio C - VersiónFinal - PG PDFДокумент86 страницDesarrollo de Un Prototipo de Brazo Robótico - Daniel Osorio C - VersiónFinal - PG PDFDANIEL OSORIO CARDENASОценок пока нет